
一种750MPa级连续油管用热轧钢带及其制造方法.pdf

骊英****bb

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种750MPa级连续油管用热轧钢带及其制造方法.pdf
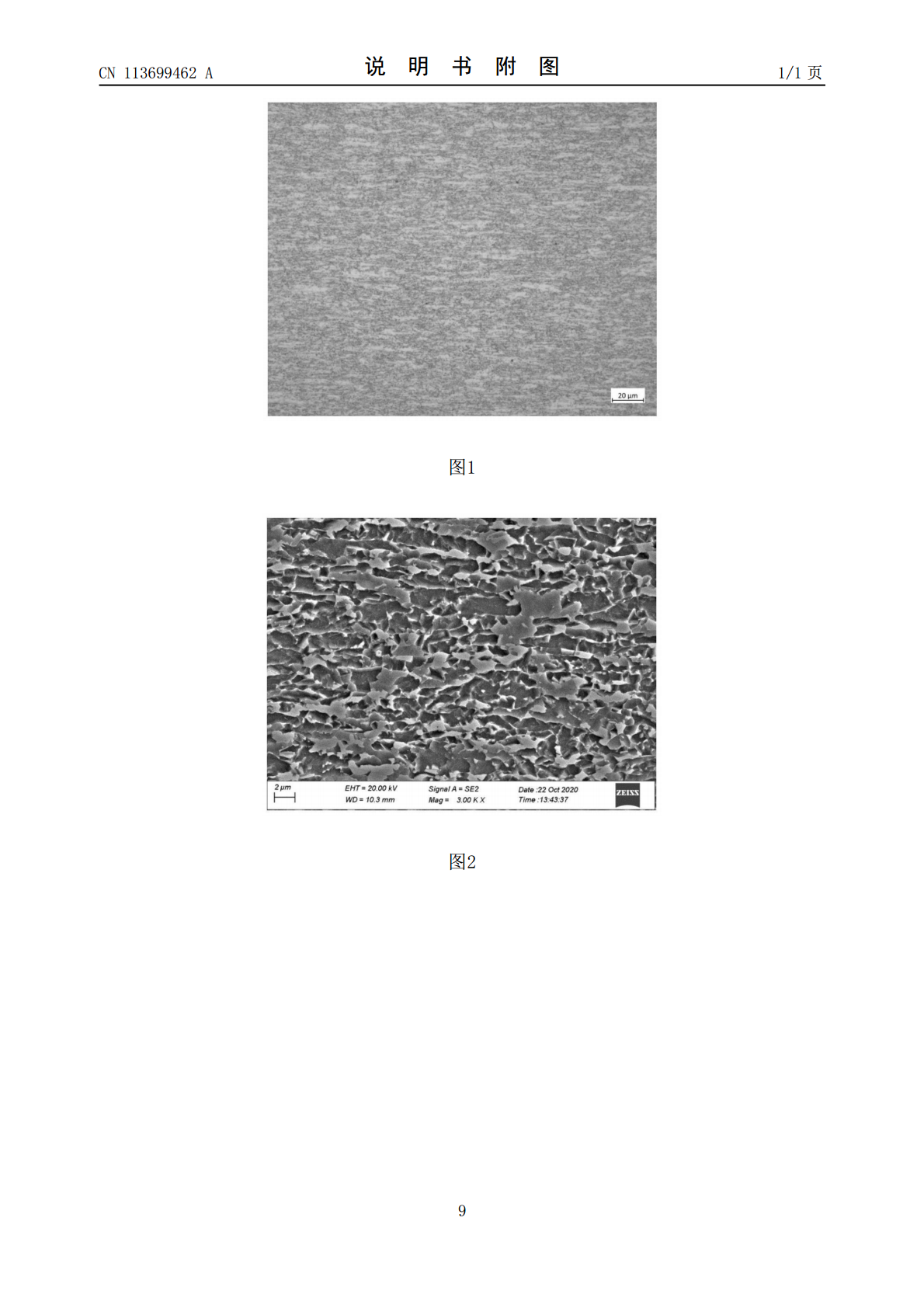
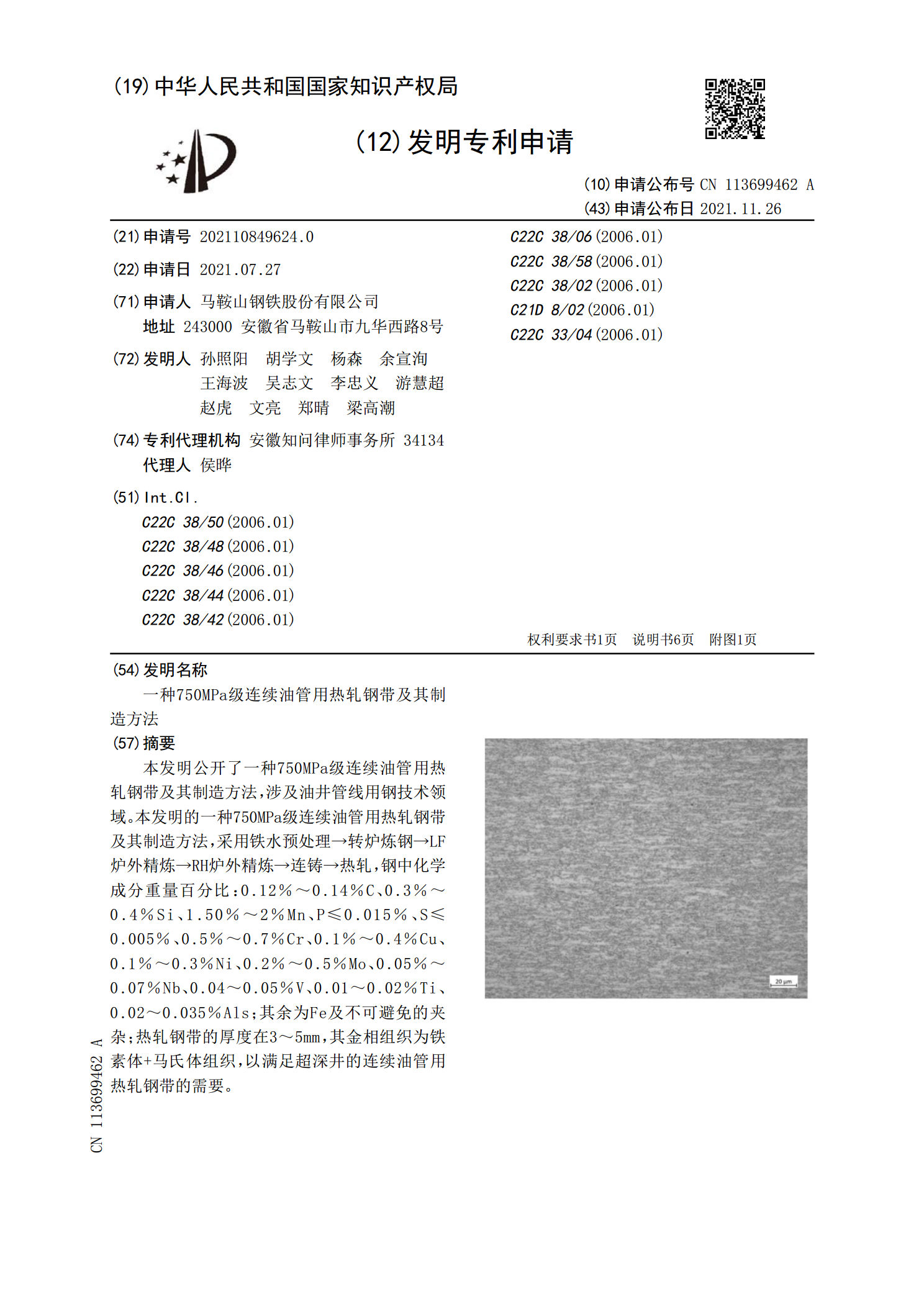
本发明公开了一种750MPa级连续油管用热轧钢带及其制造方法,涉及油井管线用钢技术领域。本发明的一种750MPa级连续油管用热轧钢带及其制造方法,采用铁水预处理→转炉炼钢→LF炉外精炼→RH炉外精炼→连铸→热轧,钢中化学成分重量百分比:0.12%~0.14%C、0.3%~0.4%Si、1.50%~2%Mn、P≤0.015%、S≤0.005%、0.5%~0.7%Cr、0.1%~0.4%Cu、0.1%~0.3%Ni、0.2%~0.5%Mo、0.05%~0.07%Nb、0.04~0.05%V、0.01~0.02
一种CT100级连续管用热轧钢带及生产方法.pdf
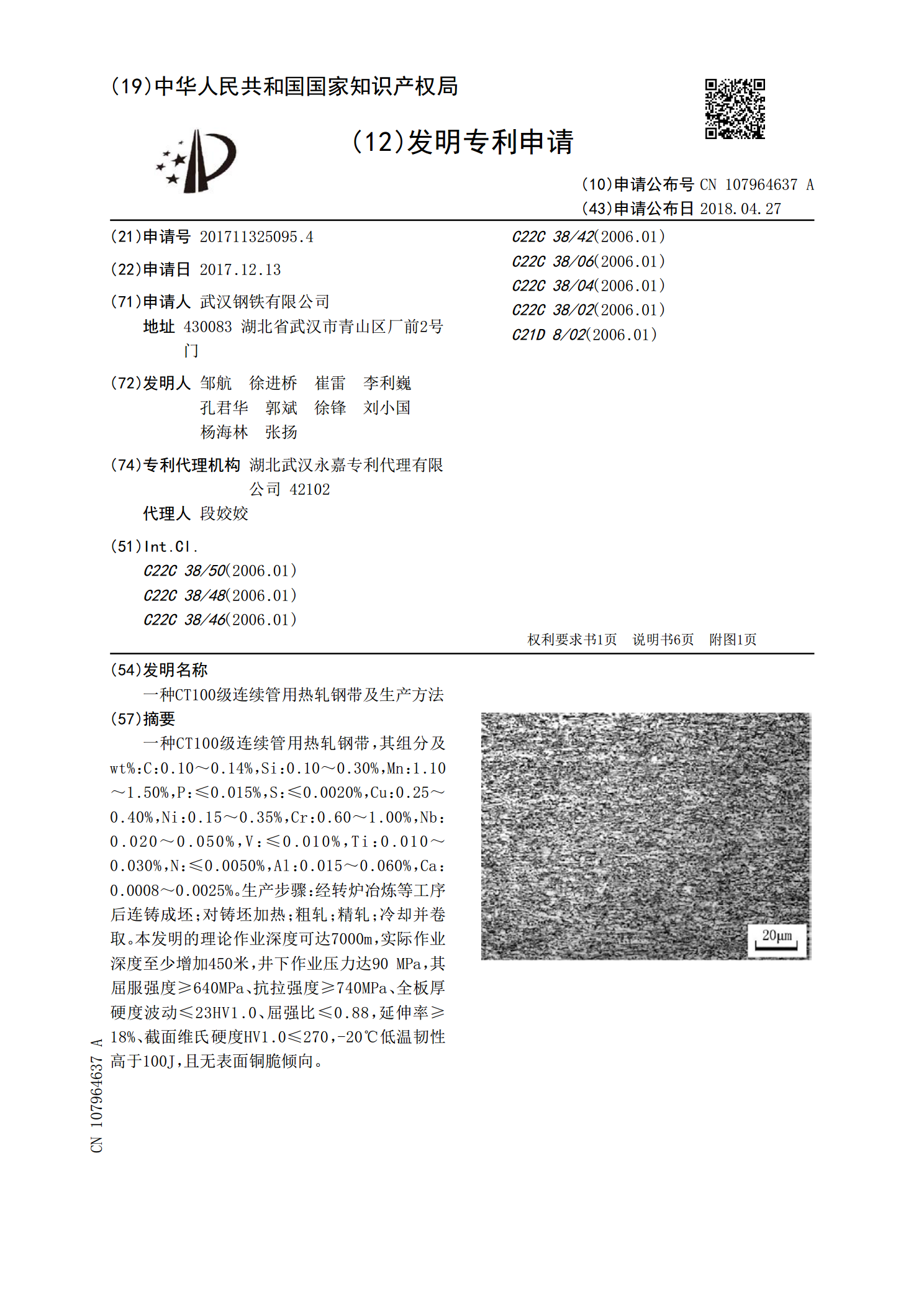
一种CT100级连续管用热轧钢带,其组分及wt%:C:0.10~0.14%,Si:0.10~0.30%,Mn:1.10~1.50%,P:≤0.015%,S:≤0.0020%,Cu:0.25~0.40%,Ni:0.15~0.35%,Cr:0.60~1.00%,Nb:0.020~0.050%,V:≤0.010%,Ti:0.010~0.030%,N:≤0.0050%,Al:0.015~0.060%,Ca:0.0008~0.0025%。生产步骤:经转炉冶炼等工序后连铸成坯;对铸坯加热;粗轧;精轧;冷却并卷取。本发
一种CT110级连续管用热轧钢带及生产方法.pdf
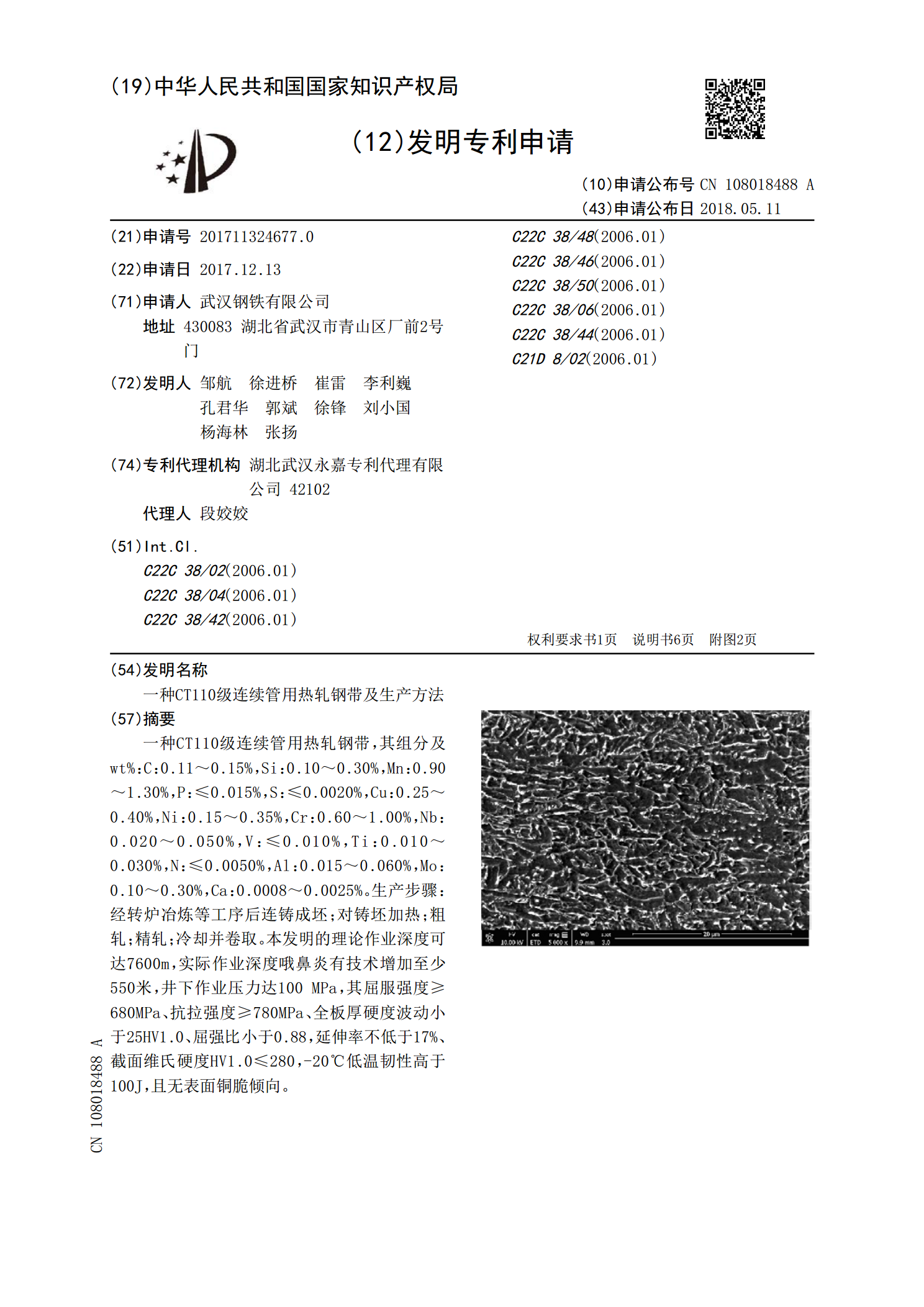
一种CT110级连续管用热轧钢带,其组分及wt%:C:0.11~0.15%,Si:0.10~0.30%,Mn:0.90~1.30%,P:≤0.015%,S:≤0.0020%,Cu:0.25~0.40%,Ni:0.15~0.35%,Cr:0.60~1.00%,Nb:0.020~0.050%,V:≤0.010%,Ti:0.010~0.030%,N:≤0.0050%,Al:0.015~0.060%,Mo:0.10~0.30%,Ca:0.0008~0.0025%。生产步骤:经转炉冶炼等工序后连铸成坯;对铸坯加热;
一种连续速度管柱用钢、热轧钢带、钢管及其制造方法.pdf
本发明公开了一种连续速度管柱用钢,其含有Fe和不可避免的杂质,其还含有质量百分比如下的下述化学元素:C:0.03?0.13%、Si:0.05?0.30%、Mn:0.86?2.20%、Cr:0.10?0.60%、Nb:0.030?0.065%、Ti:0.008?0.025%、Al:0.01?0.05%、Ca:0.001?0.004%。此外本发明还公开了一种由上述连续速度管柱用钢制得的热轧钢带,以及由上述热轧钢带所制得的钢管。另外,本发明还公开了上述热轧钢带和钢管的制造方法。本发明所述的连续速度管柱用钢有效控
热轧耐候钢带及其柔性制造方法.pdf
一种热轧耐候钢带及柔性制造方法,所述耐候钢带牌号为Q355NH、Q460NH、Q500NH,其化学成分及重量百分含量为:C:0.08~0.10%,Mn:0.80~1.00%,S≤0.010%,P≤0.025%,Si≤0.30%,Als:0.020~0.050%,Ti:0.020~0.040%,Cr:0.50~0.75%,Ni:0.12~0.20%,Cu:0.25~0.35%,余量为Fe及不可避免的杂质元素。所述生产方法包括转炉冶炼、LF精炼、板坯连铸、加热、粗轧、精轧、冷却和卷取工序。本发明实现了同一成分