
一种铸钢调质热处理加工方法.pdf

一只****写意

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铸钢调质热处理加工方法.pdf
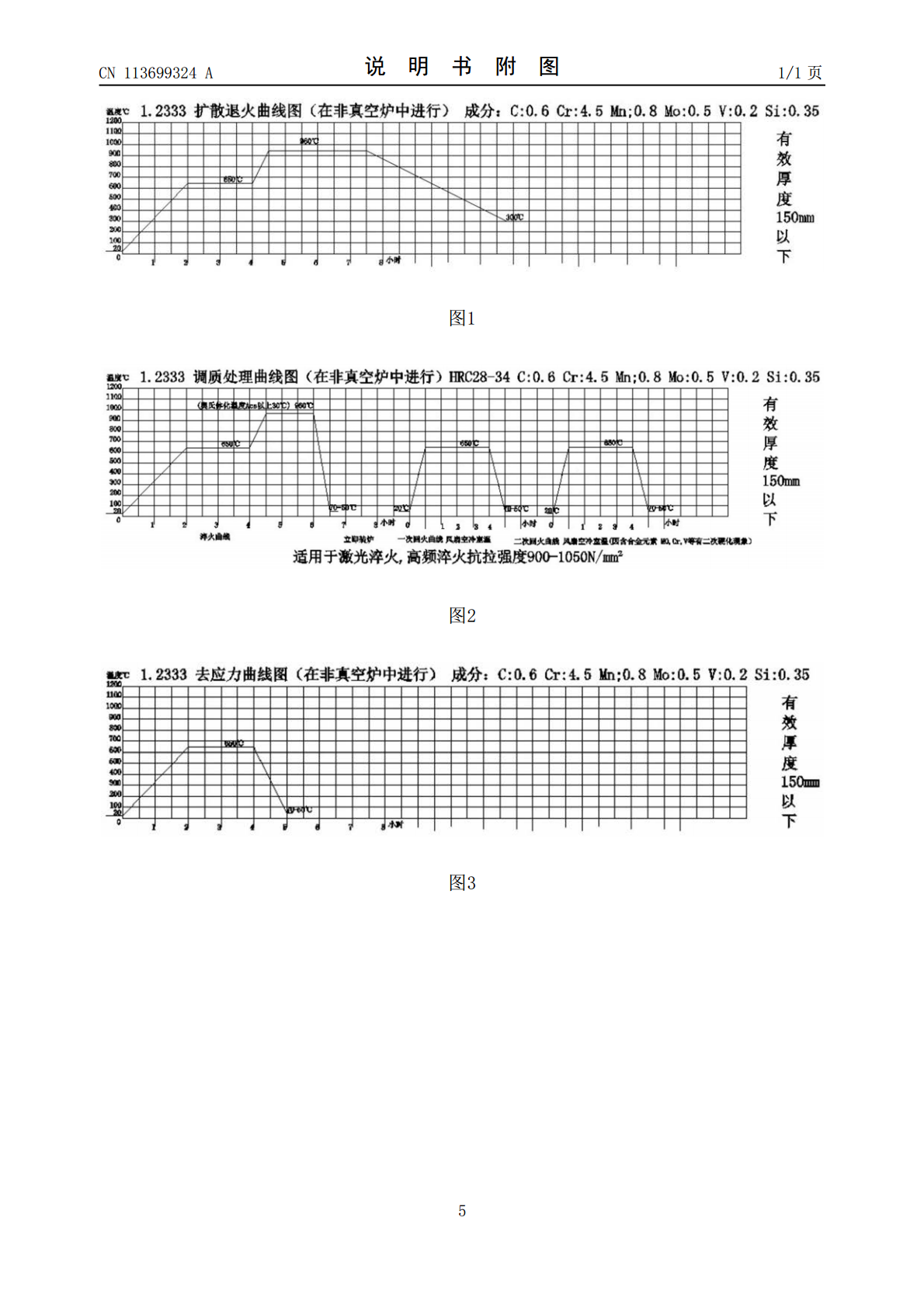
一种铸钢调质热处理加工方法,属于铸钢件热处理技术领域,将铸钢加热到960℃,保温一定时间,随炉冷却;铸钢淬火,将铸钢加热到880℃~960℃均温后,保温30分钟,放入油池中冷却,铸钢在油液中保持移动,至温度降至70℃停止;将淬火后的铸钢加热至650℃,匀速冷却后,进行二次回火;将调质处理后的铸钢经机械粗加工后加热到650℃,持续保温1~2小时后,匀速降温冷却,去除铸钢内应力。本发明在有限条件下,解决铸钢切边刃口易开裂等问题,消除铸件因大量加工及复杂型体产生的内应力。
一种汽车锁壳的自动调质双重热处理热处理方法.pdf
本发明公开了一种汽车锁壳的自动调质双重热处理热处理方法,包括以下步骤:将原料加工成薄厚均匀、硬度均匀的材料,将材料放入容器中,倒入清洗剂直至材料全部浸泡在清洗剂中,将材料取出,并用清水冲洗干净,干燥后待用;将材料放入淬火炉中进行淬火处理,并持续搅拌;将淬火完成的材料取出放入第一淬火油罐中进行油冷;取出后放入第二淬火油罐中进行油冷;取出材料后,在其表面喷涂防水涂层和防腐蚀涂层,喷涂后使用热风吹干;将材料放入回火炉中进行两次回火处理,然后将材料冷却至室温。本发明的三次淬火处理可减少材料表面的氧化脱碳,又能使炉

一种便于定位的机械加工用调质热处理设备.pdf
本实用新型公开了一种便于定位的机械加工用调质热处理设备,涉及机械加工技术领域,包括淬火池,所述淬火池上表面的左右两侧固定连接有推板支架,所述淬火池前后两侧的底部固定连接有定位结构,所述淬火池上表面的前后两侧固定连接有线圈支架,所述线圈支架的一侧且位于定位结构的外壁固定安装有加热线圈。本实用新型通过第一加固斜杆和第二加固斜杆的作用,对推板的上下两端进行加固,提高推板支架整体结构的稳定性,防止推板发生晃动的问题,利用导柱和耐磨导套的作用,对推板的左右两端进行导向,确保推板的两端同时在竖直方向上进行移动,利用橡
一种汽车半轴的热处理调质方法.pdf
本发明公开了一种汽车半轴的热处理调质方法,属于半轴生产技术领域。该方法包括:(1)将半轴于淬火炉中加热至820‑855℃,保温70‑90min,半轴的材质为40MnBH或40Cr;(2)将半轴浸入40‑50℃水淬剂中进行淬火,水淬剂由水与碳酸氢钠按质量比1000:10‑20调配而成;(3)将半轴于回火炉中加热至550‑570℃,保温70‑120min,取出半轴空冷至300‑380℃,再水冷。该方法克服了水淬后工件表面易产生裂纹的缺陷;而相对于常规的油淬,成本更低,产品的质量更加稳定;质量与常规的油淬的质量

一种对铸钢件焊后热处理时精加工面保护方法.pdf
本发明公开了一种对铸钢件焊后热处理时精加工面保护方法,包括如下步骤:清理铸钢件表面和加工面,保持清洁、干燥、无污染利用耐高温涂料对铸钢件所有加工面及部分铸造表面进行涂刷,涂刷完成后,室温干燥4‑6小时;采用专用燃气热处理炉,在炉膛温度350℃以下,再将铸钢件装进炉内,根据对应焊后消应力热处理工艺,以升温速度≤55℃/小时,升温到610℃,保温16小时,再随炉冷至350℃以下,出炉,在空气中冷却;铸钢件冷却至室温后,铸造面利用砂轮机打磨,端面及所有加工面用抛光机和砂纸抛光,清除涂料,直至表面光滑。本发明操作