
一种对铸钢件焊后热处理时精加工面保护方法.pdf

飞舟****文章


1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

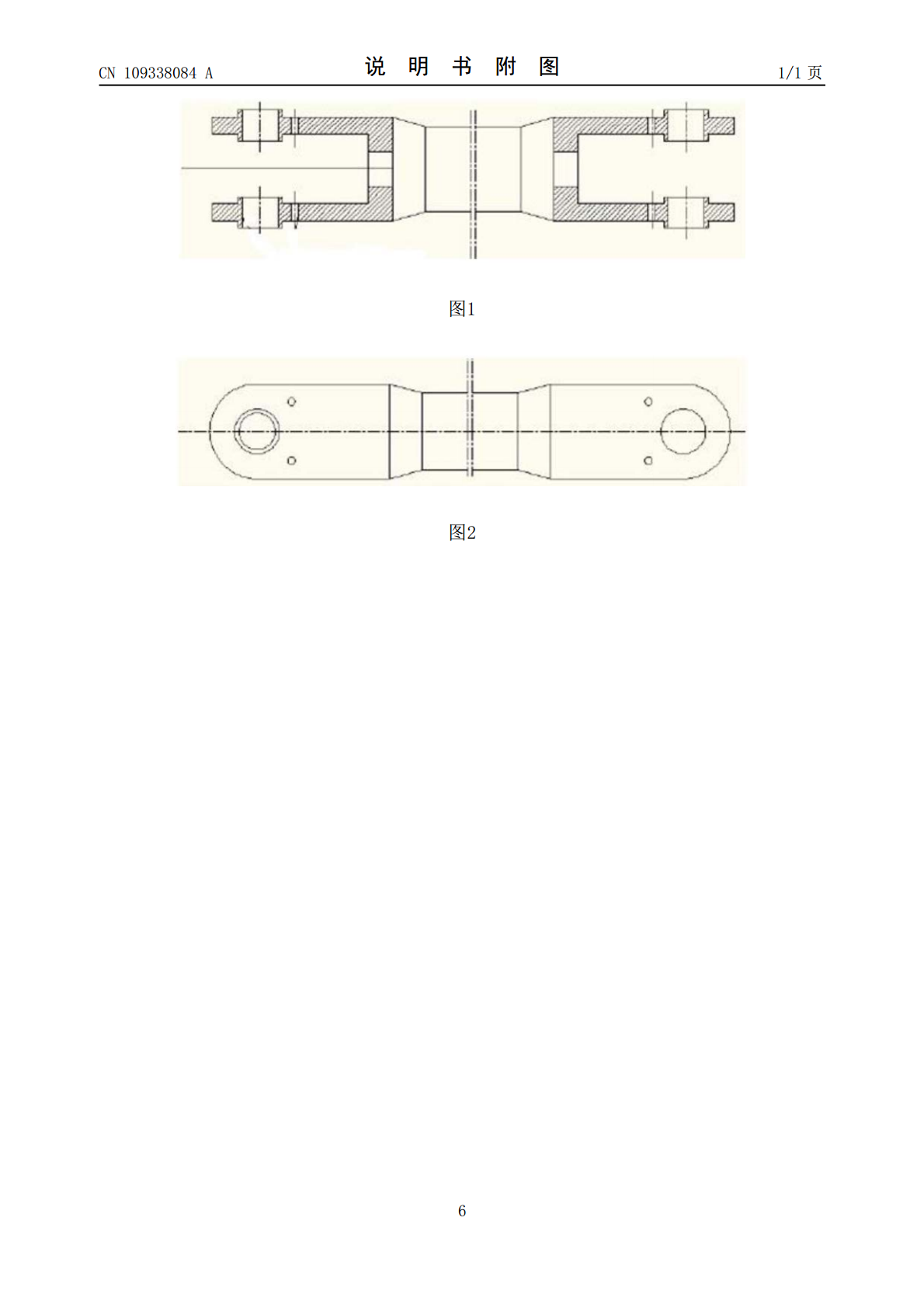
一种对铸钢件焊后热处理时精加工面保护方法.pdf
本发明公开了一种对铸钢件焊后热处理时精加工面保护方法,包括如下步骤:清理铸钢件表面和加工面,保持清洁、干燥、无污染利用耐高温涂料对铸钢件所有加工面及部分铸造表面进行涂刷,涂刷完成后,室温干燥4‑6小时;采用专用燃气热处理炉,在炉膛温度350℃以下,再将铸钢件装进炉内,根据对应焊后消应力热处理工艺,以升温速度≤55℃/小时,升温到610℃,保温16小时,再随炉冷至350℃以下,出炉,在空气中冷却;铸钢件冷却至室温后,铸造面利用砂轮机打磨,端面及所有加工面用抛光机和砂纸抛光,清除涂料,直至表面光滑。本发明操作
锅炉受热面销钉焊后热处理专用工装及热处理方法.pdf
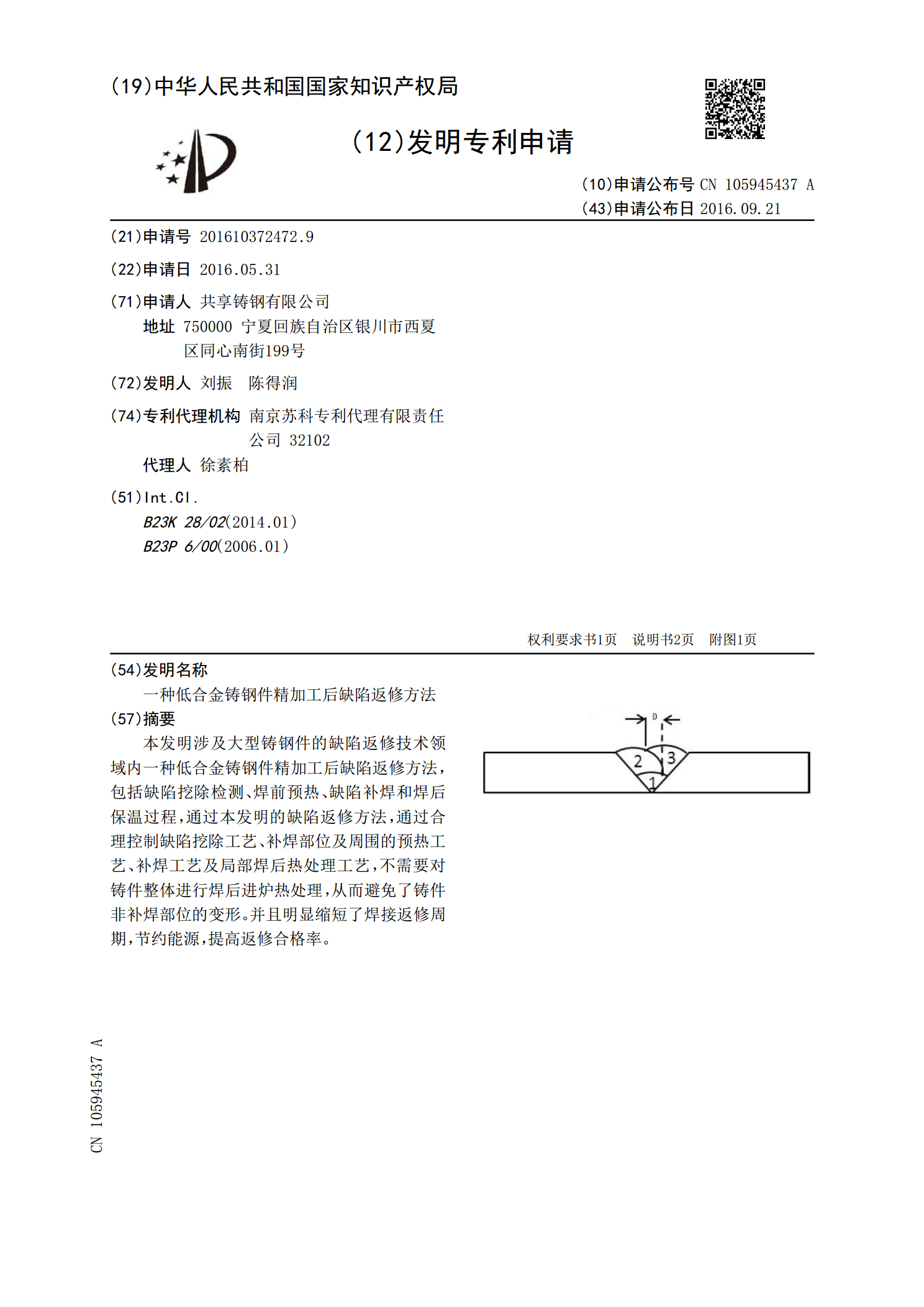
本发明涉及焊接处理技术,具体是锅炉受热面销钉焊后热处理专用工装及热处理方法。该工装包括两个履带式的加热器、至少一对铠装热电偶和用于放置加热器的至少两组支架;每对所述热电偶在受热面任意一个销钉根部呈上下对称布置,所述热电偶通过铁丝与销钉根部连接,所述铁丝缠绕在两个销钉根部上;两个所述加热器分别放置在待处理受热面的上下两侧。热处理方法采用电加热方式,比火焰加热更加均匀、升降温速率和恒温温度处于受控状态,便于跟踪热处理状态。
一种低合金铸钢件精加工后缺陷返修方法.pdf
本发明涉及大型铸钢件的缺陷返修技术领域内一种低合金铸钢件精加工后缺陷返修方法,包括缺陷挖除检测、焊前预热、缺陷补焊和焊后保温过程,通过本发明的缺陷返修方法,通过合理控制缺陷挖除工艺、补焊部位及周围的预热工艺、补焊工艺及局部焊后热处理工艺,不需要对铸件整体进行焊后进炉热处理,从而避免了铸件非补焊部位的变形。并且明显缩短了焊接返修周期,节约能源,提高返修合格率。

焊后热处理设备.ppt
焊后热处理设备1热处理设备是实现热处理工艺的重要保证设计或选用先进又合理的热处理设备充分满足热处理工艺参数的要求这是提高产品质量的关键而组建技术先进、设备效益好、生产组织合理的热处理车间才能有效地提高劳动生产效率和经济效益。在长输管道建设中。需对焊口进行预热、后热和焊后热处理。针对野外施工的具体情况结合国内长输管道焊口加热技术现状研制出了管道焊接热处理设备。该设备包括感应加热电源、高频感应加热变压器和加热圈以及分布式微机温度控制系统三部分。完成主要热处理工序(加热和冷却工序)所用的设备。加热设备(加热炉与
惯性摩擦焊转子组件的焊前及焊后热处理方法.pdf
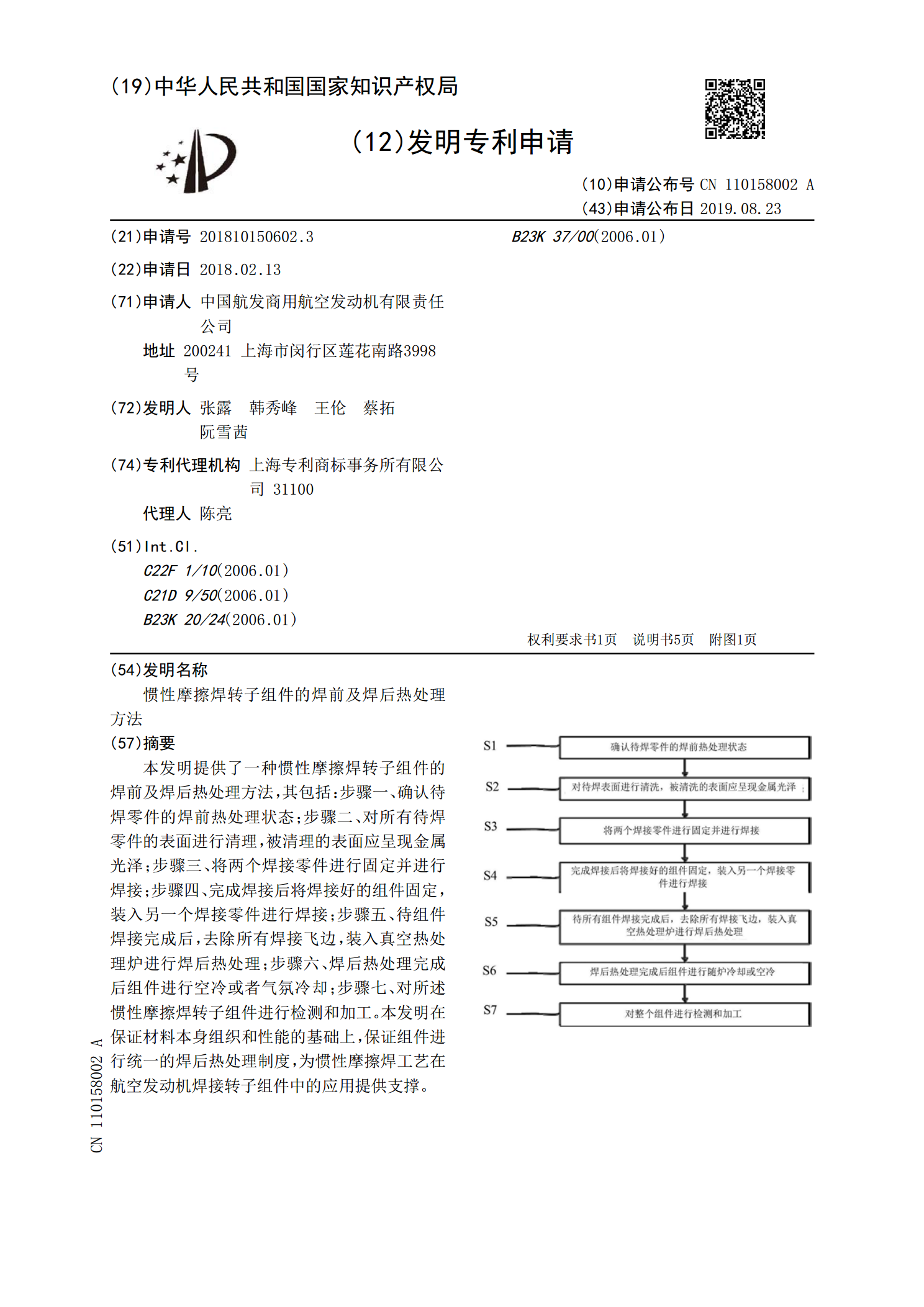
本发明提供了一种惯性摩擦焊转子组件的焊前及焊后热处理方法,其包括:步骤一、确认待焊零件的焊前热处理状态;步骤二、对所有待焊零件的表面进行清理,被清理的表面应呈现金属光泽;步骤三、将两个焊接零件进行固定并进行焊接;步骤四、完成焊接后将焊接好的组件固定,装入另一个焊接零件进行焊接;步骤五、待组件焊接完成后,去除所有焊接飞边,装入真空热处理炉进行焊后热处理;步骤六、焊后热处理完成后组件进行空冷或者气氛冷却;步骤七、对所述惯性摩擦焊转子组件进行检测和加工。本发明在保证材料本身组织和性能的基础上,保证组件进行统一的