
一种低碳高强焊丝用钢盘条的生产方法.pdf

书生****瑞梦

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种低碳高强焊丝用钢盘条的生产方法.pdf
本发明公开了一种低碳高强焊丝用钢盘条的生产方法,C含量为0.06~0.09%、Si含量为0.80~0.90%、Mn含量为1.5~1.60%、P含量为炉冶炼,炉后终脱氧剂采用铝渣球和硅钙钡,电炉出钢口使用≤50炉,保证出钢时间大于100秒;LF精炼要求分阶段进行定氧,定氧≥3次;连铸开机时,先同时开浇1、4流,且开浇速度控制在2min以内,1、4流开机正常后,迅速开2、3流,1、4流拉速比2、3流拉速快0.2m/min,引流部位出坯操作保证切割≥10m,焊丝钢钢坯放入保温坑保温缓冷≥24h,钢坯温度≤100
一种低碳焊丝钢的生产方法.pdf
一种低碳焊丝钢的生产方法,属于冶金技术领域。该钢种所需要的低碳锰铁中的碳含量小于等于0.6%。该焊丝钢的成分及重量百分含量要求为:碳0.06-0.15%,硅0.80-1.15%,锰1.40-1.85%,磷≤0.025%,硫≤0.025%。生产工艺为:100t转炉冶炼-100t?LF钢包炉精炼-小方坯铸机连铸-线材厂轧制。具体的生产控制工艺为:转炉出钢温度为1635℃-1655℃,转炉出钢碳含量≤0.05%,出钢磷含量≤0.015%;LF炉精炼离位温度为1565-1590℃,精炼处理时间为30-45min,
一种含钒铌的高强钢用焊丝钢水和高强钢用焊丝及其生产方法.pdf
本发明公开了一种含钒铌的高强钢用焊丝钢水和高强钢用焊丝及其生产方法,所述含钒铌的高强钢用焊丝钢水,以钢水的总重量为基准含有:0.06~0.12%的C,0.40~1.00%的Si,1.20~2.40%的Mn,1.00~4.00%Ni,0.20~1.0%Cr,0.60~1.00%Mo,0.06~0.10%V,0.02~0.10%Nb等。高强钢用焊丝采用真空感应熔炼钢水,经锻造、轧制、拉拔、镀铜等工序制备得到成品焊丝,采用该成品焊丝开展熔敷金属焊接试验,测试熔敷金属屈服强度大于1000MPa,抗拉强度大于106
一种低碳、低硅气体保护焊丝及焊条用热轧盘条冶炼方法.pdf
本发明公开一种低碳、低硅气体保护焊丝及焊条用热轧盘条冶炼方法,工艺路线优化为:KR铁水预处理→转炉/电炉→LF→5#连铸(150方)。转炉/电炉出钢按照铝块0.9kg/t、硅锰合金3.0kg/t加入量加入,炉后双挡渣控制下渣量,精炼过程使用电石和硅铁粉扩散脱氧;盘条全氧含量控制在(17~35)×10
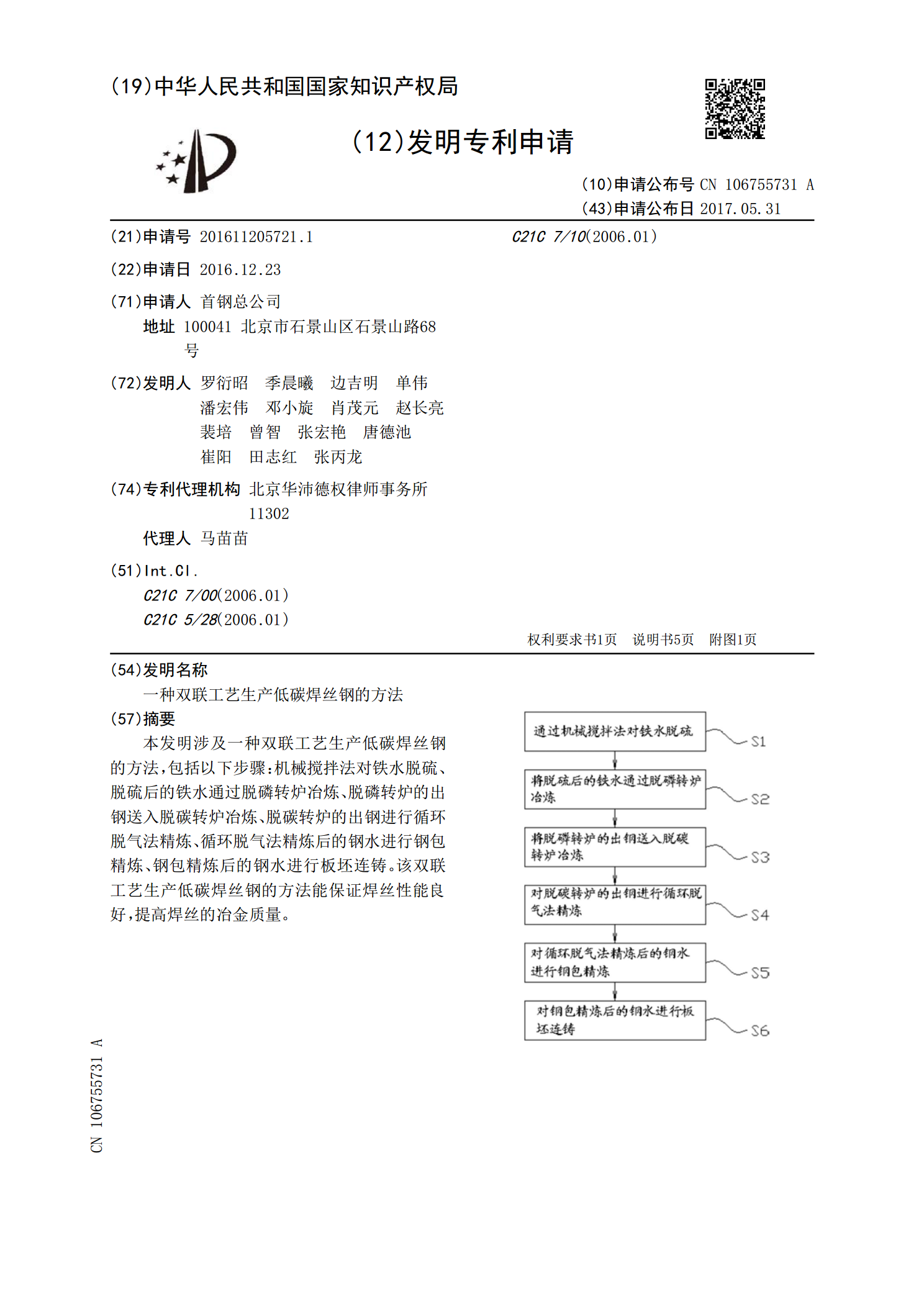
一种双联工艺生产低碳焊丝钢的方法.pdf
本发明涉及一种双联工艺生产低碳焊丝钢的方法,包括以下步骤:机械搅拌法对铁水脱硫、脱硫后的铁水通过脱磷转炉冶炼、脱磷转炉的出钢送入脱碳转炉冶炼、脱碳转炉的出钢进行循环脱气法精炼、循环脱气法精炼后的钢水进行钢包精炼、钢包精炼后的钢水进行板坯连铸。该双联工艺生产低碳焊丝钢的方法能保证焊丝性能良好,提高焊丝的冶金质量。