
一种双联工艺生产低碳焊丝钢的方法.pdf

是你****平呀

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种双联工艺生产低碳焊丝钢的方法.pdf
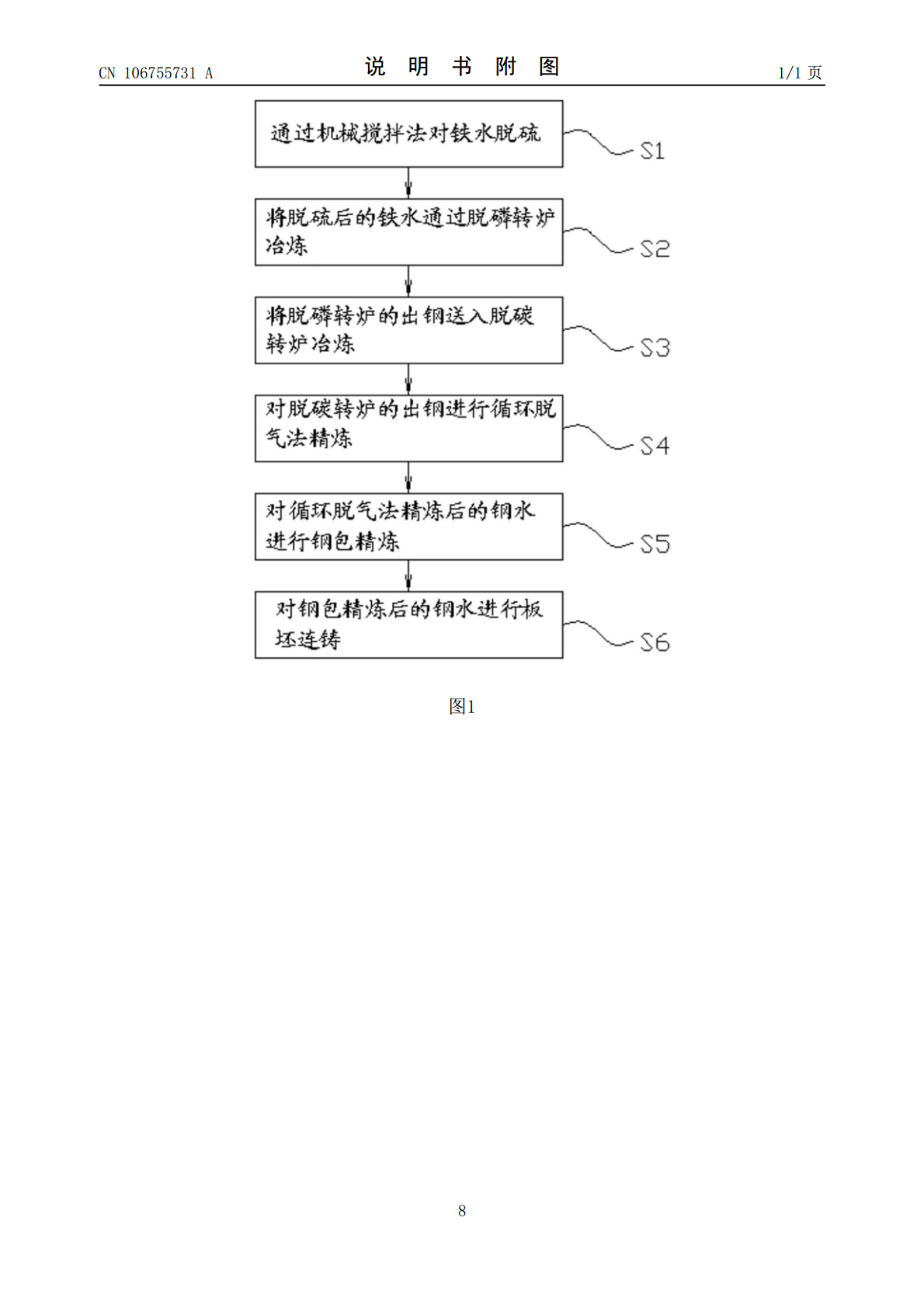
本发明涉及一种双联工艺生产低碳焊丝钢的方法,包括以下步骤:机械搅拌法对铁水脱硫、脱硫后的铁水通过脱磷转炉冶炼、脱磷转炉的出钢送入脱碳转炉冶炼、脱碳转炉的出钢进行循环脱气法精炼、循环脱气法精炼后的钢水进行钢包精炼、钢包精炼后的钢水进行板坯连铸。该双联工艺生产低碳焊丝钢的方法能保证焊丝性能良好,提高焊丝的冶金质量。
一种低碳焊丝钢的生产方法.pdf
一种低碳焊丝钢的生产方法,属于冶金技术领域。该钢种所需要的低碳锰铁中的碳含量小于等于0.6%。该焊丝钢的成分及重量百分含量要求为:碳0.06-0.15%,硅0.80-1.15%,锰1.40-1.85%,磷≤0.025%,硫≤0.025%。生产工艺为:100t转炉冶炼-100t?LF钢包炉精炼-小方坯铸机连铸-线材厂轧制。具体的生产控制工艺为:转炉出钢温度为1635℃-1655℃,转炉出钢碳含量≤0.05%,出钢磷含量≤0.015%;LF炉精炼离位温度为1565-1590℃,精炼处理时间为30-45min,
一种双联生产低碳铝镇静钢的方法.pdf
本发明涉及一种双联生产低碳铝镇静钢的方法,该低碳铝镇静钢的成品碳含量上限在0.02%~0.04%,包括以下步骤:转炉沸腾出钢,终点碳含量质量百分比不大于0.04%;沸腾状态下的钢水进RH或VD脱碳,处理后终点碳含量小于0.01%;脱碳结束后钢水不加脱氧剂镇静;钢水到达LF炉预处理位,吹氩后定氧;沸腾状态下的钢水进LF处理位后,先加入首批渣料以稀释钢水罐中顶渣的氧化性,再根据定氧值加入碳素脱氧剂;电极升温,利用白灰和碳素脱氧剂及电弧的高温造电石渣脱氧。优点是:利用碳素脱氧剂代替部分硅、铝作为脱氧剂,价格便宜
一种生产低碳焊丝钢的LF精炼脱氧方法.pdf
本发明公开了一种生产低碳焊丝钢的LF精炼脱氧方法,钢水经转炉冶炼,进入LF炉精炼;在LF炉使用硅铁粉和碳粉混合物作为发泡脱氧剂,通过料仓振料实现全过程小批量、多批次加入渣面上进行扩散脱氧,保持整个精炼过程炉渣发泡以及还原气氛。本发明通过使用混合物进行脱氧造渣方法,具有比传统造渣脱氧工艺更好的使用性能,同时,实现了绿色无污染低成本炼钢生产,具有显著的经济效益和社会效益,提高企业竞争力,拓展了生存发展空间。
一种低碳高强焊丝用钢盘条的生产方法.pdf
本发明公开了一种低碳高强焊丝用钢盘条的生产方法,C含量为0.06~0.09%、Si含量为0.80~0.90%、Mn含量为1.5~1.60%、P含量为炉冶炼,炉后终脱氧剂采用铝渣球和硅钙钡,电炉出钢口使用≤50炉,保证出钢时间大于100秒;LF精炼要求分阶段进行定氧,定氧≥3次;连铸开机时,先同时开浇1、4流,且开浇速度控制在2min以内,1、4流开机正常后,迅速开2、3流,1、4流拉速比2、3流拉速快0.2m/min,引流部位出坯操作保证切割≥10m,焊丝钢钢坯放入保温坑保温缓冷≥24h,钢坯温度≤100