
一种PVD双色喷涂方法及其喷涂装置.pdf

光誉****君哥

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种PVD双色喷涂方法及其喷涂装置.pdf
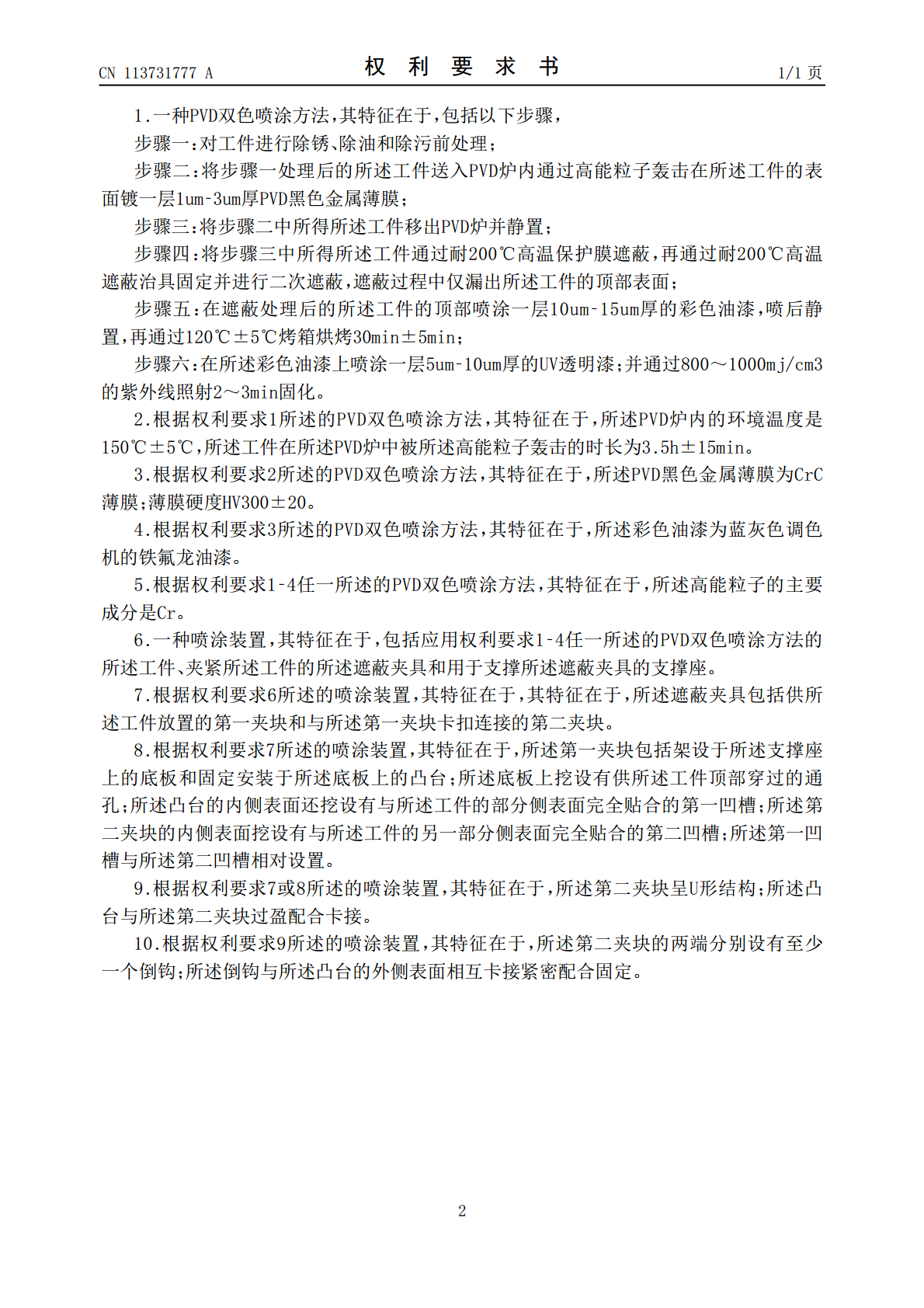
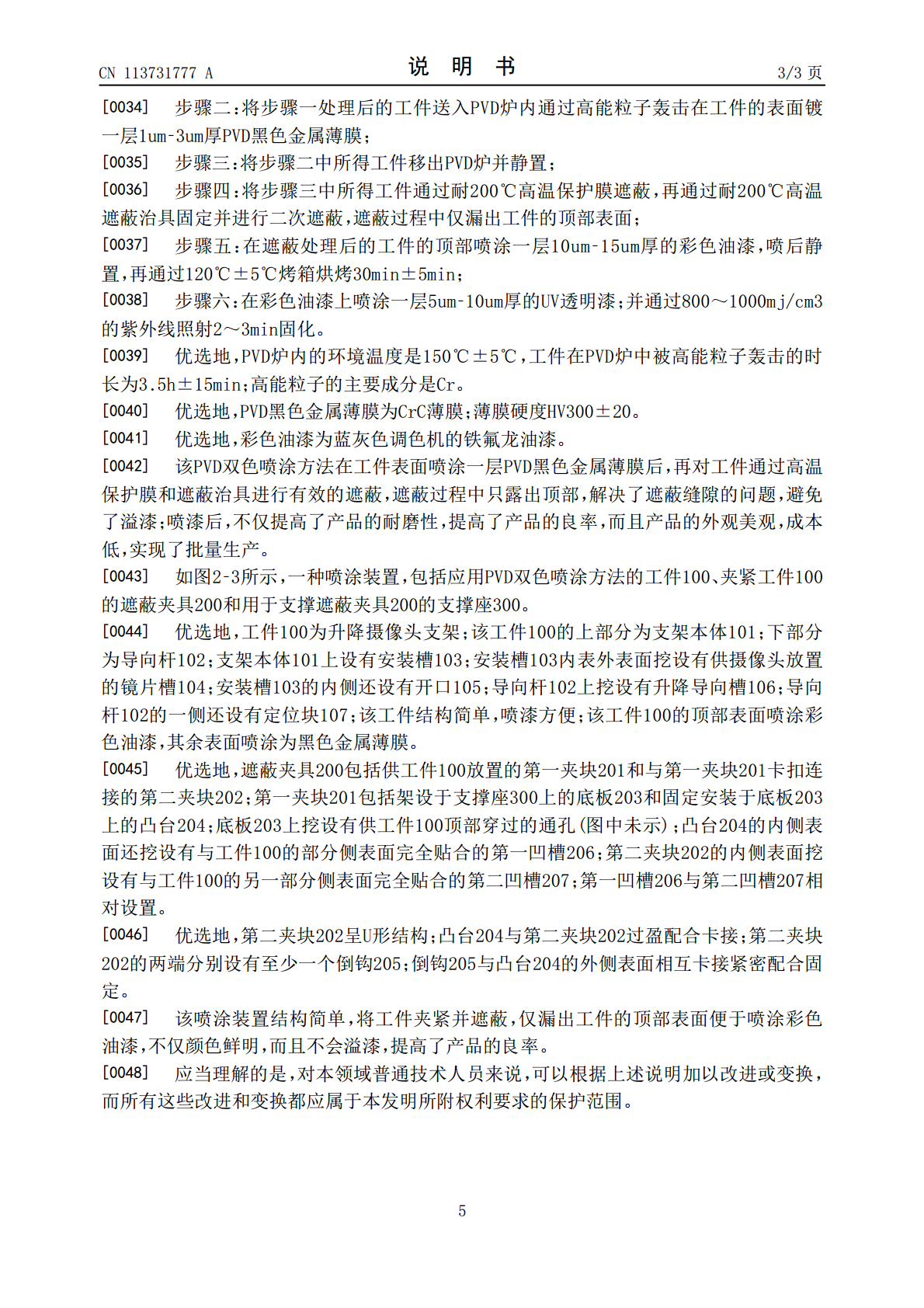
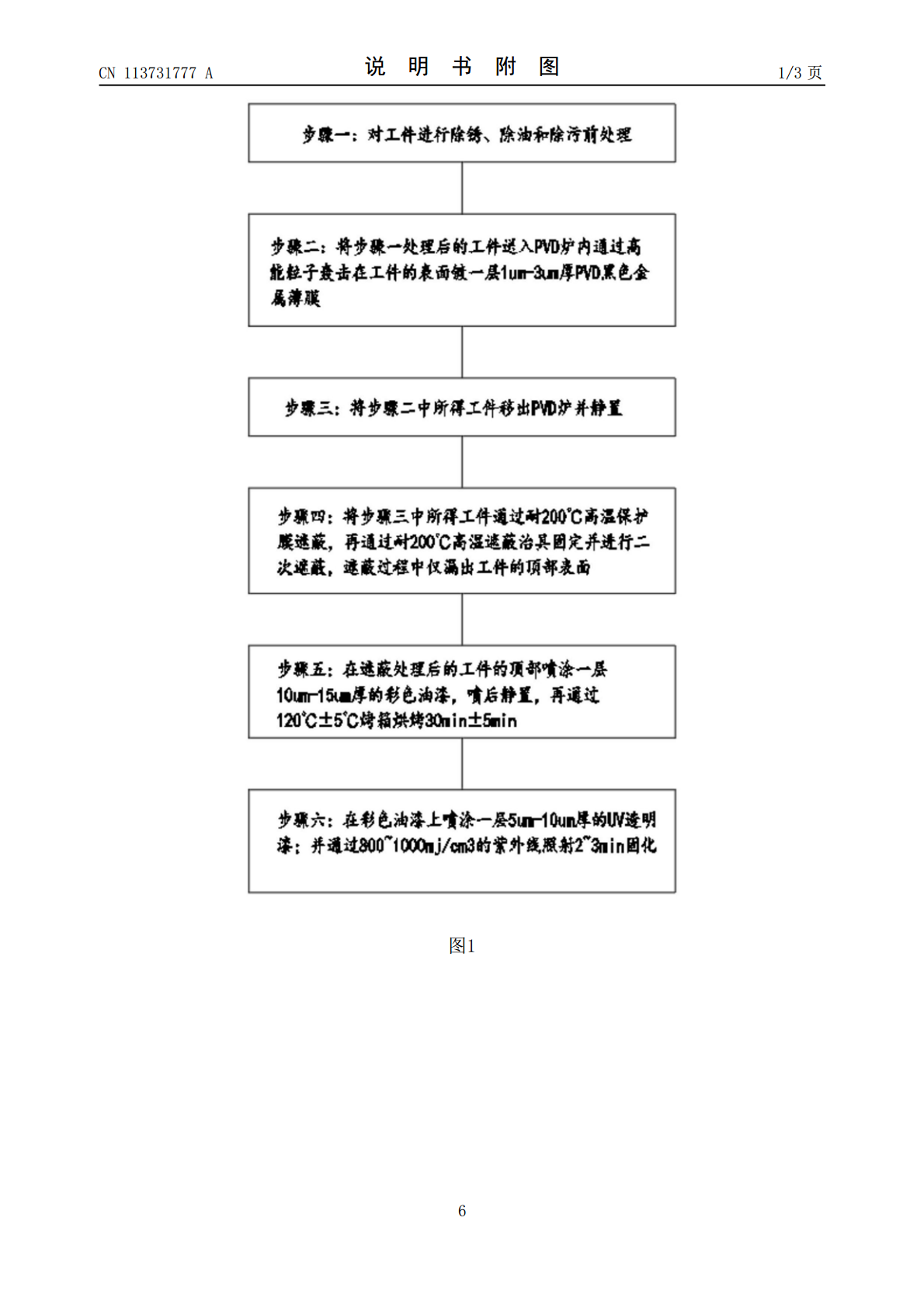
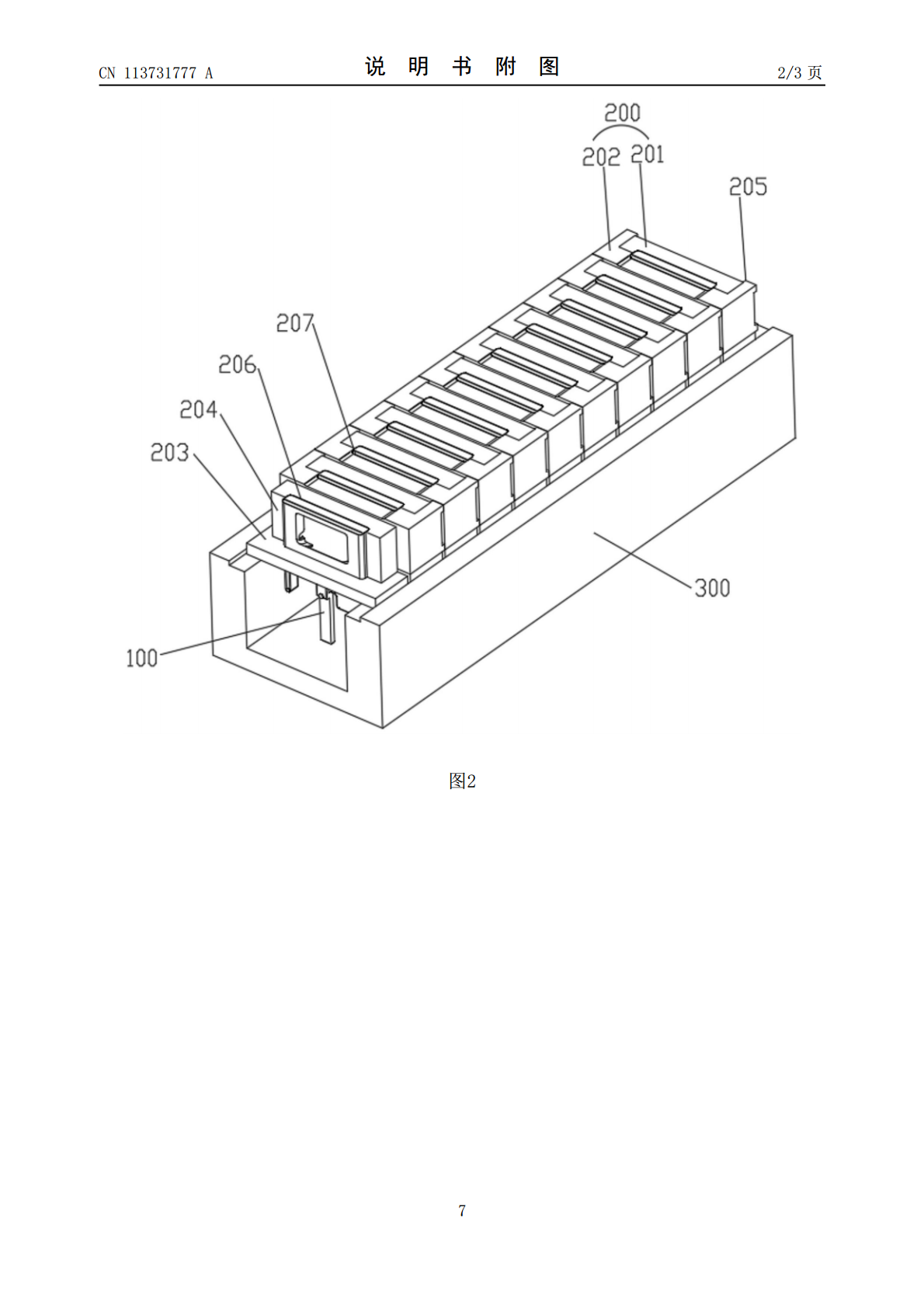
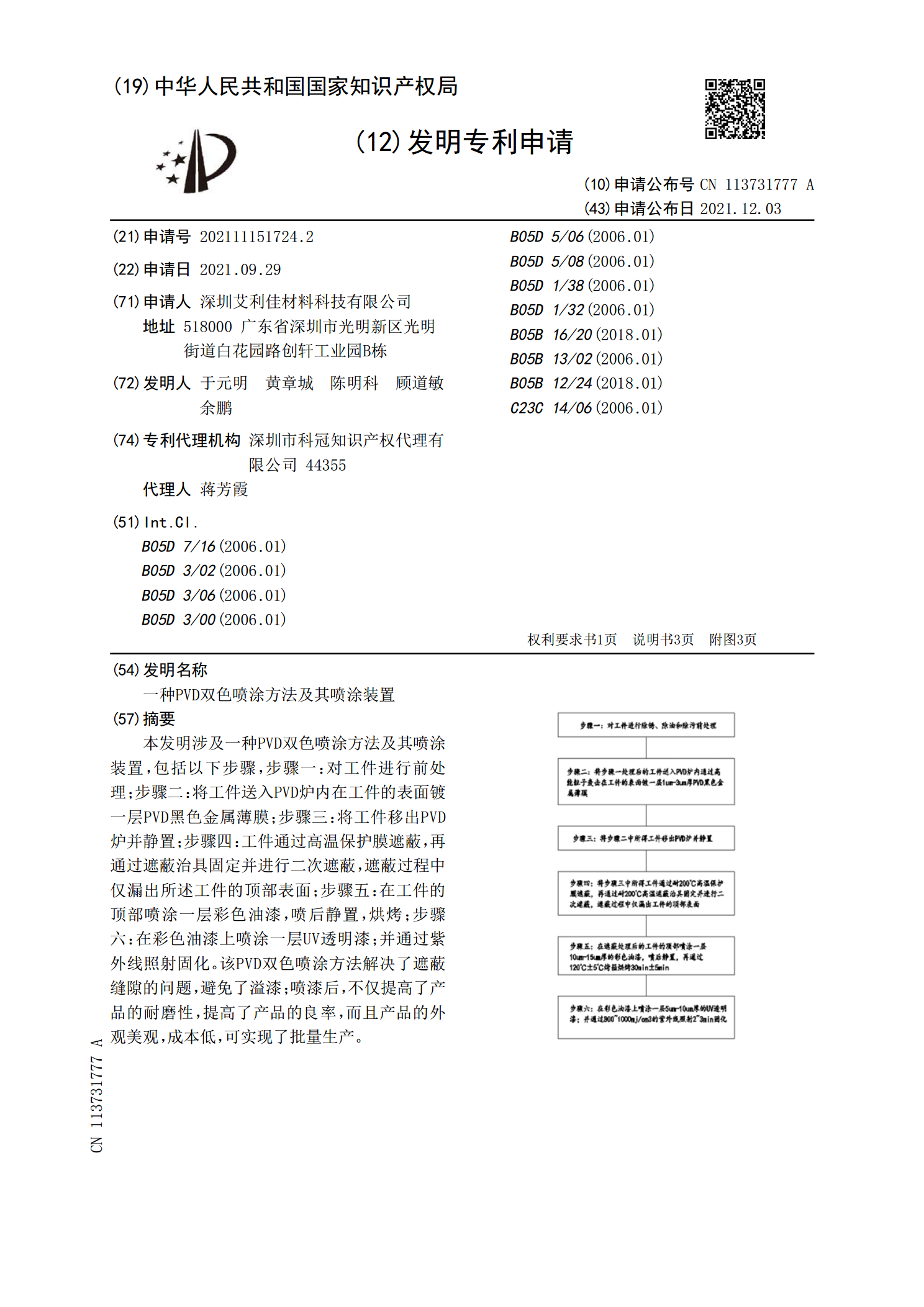
本发明涉及一种PVD双色喷涂方法及其喷涂装置,包括以下步骤,步骤一:对工件进行前处理;步骤二:将工件送入PVD炉内在工件的表面镀一层PVD黑色金属薄膜;步骤三:将工件移出PVD炉并静置;步骤四:工件通过高温保护膜遮蔽,再通过遮蔽治具固定并进行二次遮蔽,遮蔽过程中仅漏出所述工件的顶部表面;步骤五:在工件的顶部喷涂一层彩色油漆,喷后静置,烘烤;步骤六:在彩色油漆上喷涂一层UV透明漆;并通过紫外线照射固化。该PVD双色喷涂方法解决了遮蔽缝隙的问题,避免了溢漆;喷漆后,不仅提高了产品的耐磨性,提高了产品的良率,而

双色轮毂喷涂方法.pdf
本发明公开了一种双色轮毂喷涂方法,包括黑色油漆配兑:用稀释剂配兑丙烯酸哑黑或亮黑油漆至流动杯粘度值为10~12秒;黑色油漆喷涂:向轮毂拟喷黑色油漆的部位喷涂所述配兑的丙烯酸哑黑或亮黑油漆至设定厚度;油漆烘干:对轮毂进行加热烘干至黑色漆膜干透;红色油漆喷涂部位加工:对轮毂拟喷红色的部位进行切削加工至完全露出轮毂基体本色;红色油漆配兑:用稀释剂配兑丙烯酸透明红油漆至流动杯粘度值为15秒;红色油漆喷涂:直接向轮毂拟喷红色油漆的部位喷涂所述配兑的丙烯酸透明红油漆至设定厚度;烘干:对轮毂进行加热烘干至红色漆膜干透。

一种铝型材表面喷涂装置及其喷涂方法.pdf
本发明涉及喷涂装置技术领域,且公开了一种铝型材表面喷涂装置,包括握把,所述握把的底部分别安装有进气管和进气调节装置,所述握把的上部固定连接有涂料调节装置,所述涂料调节装置的中部固定连接有顶针。通过弧形扇叶和限位板的设置,当锥形环到达最大位置时,从下方气体通孔喷出的气流会吹动弧形扇叶,带动锥形环随着套筒同步旋转,此时弧形槽口在一个旋转周期内会依次对准上下两侧喷射孔,即在一定旋转角度内,只有一个喷射孔会对准一个弧形槽口,便于集中气体压力,将喷射孔中的残留涂料排出干净,同理,也可在进行喷涂工作前进行料腔内部残留
一种外墙涂料的喷涂装置及其喷涂方法.pdf
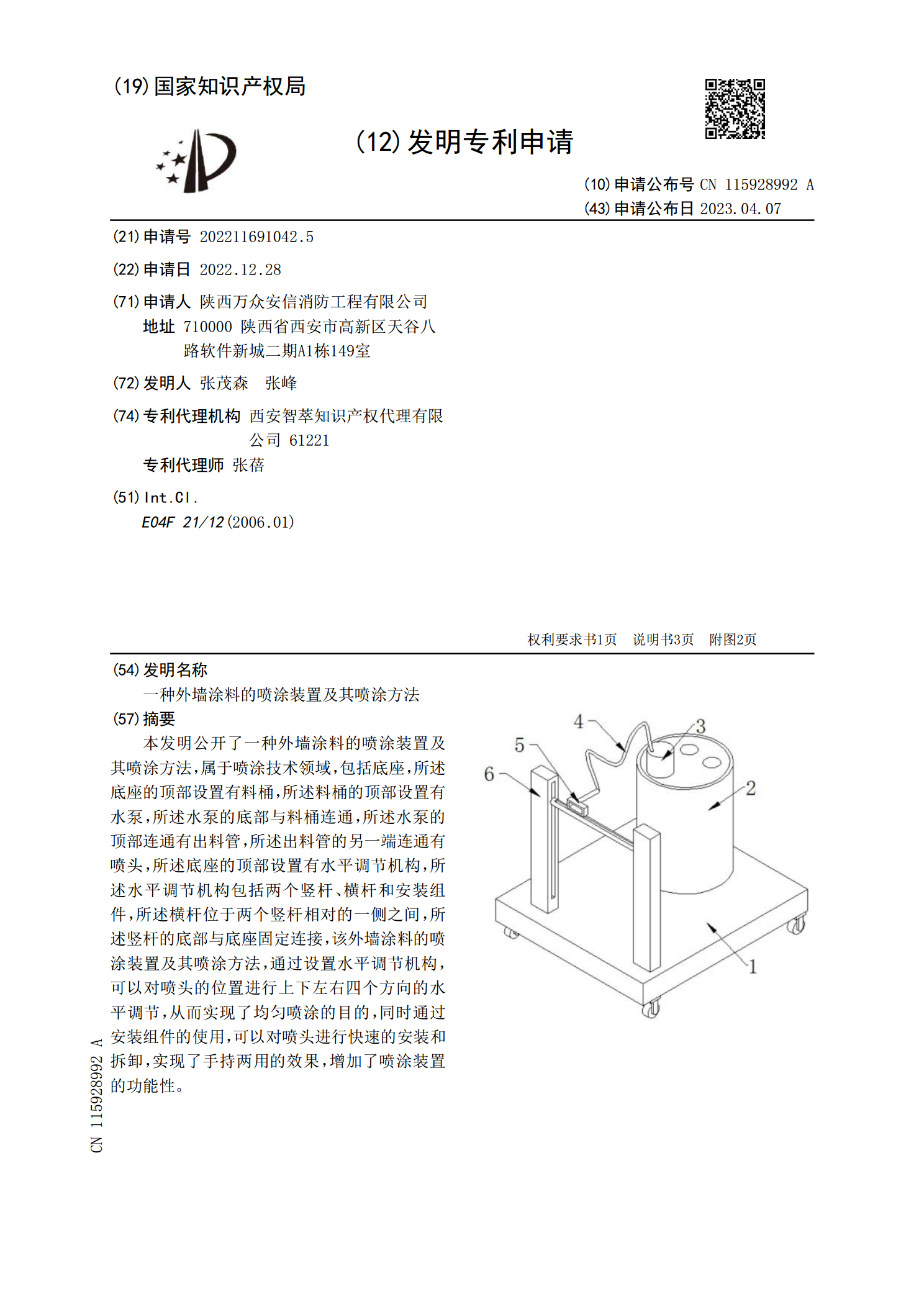
本发明公开了一种外墙涂料的喷涂装置及其喷涂方法,属于喷涂技术领域,包括底座,所述底座的顶部设置有料桶,所述料桶的顶部设置有水泵,所述水泵的底部与料桶连通,所述水泵的顶部连通有出料管,所述出料管的另一端连通有喷头,所述底座的顶部设置有水平调节机构,所述水平调节机构包括两个竖杆、横杆和安装组件,所述横杆位于两个竖杆相对的一侧之间,所述竖杆的底部与底座固定连接,该外墙涂料的喷涂装置及其喷涂方法,通过设置水平调节机构,可以对喷头的位置进行上下左右四个方向的水平调节,从而实现了均匀喷涂的目的,同时通过安装组件的使用
一种铝版基喷涂装置及其喷涂方法.pdf
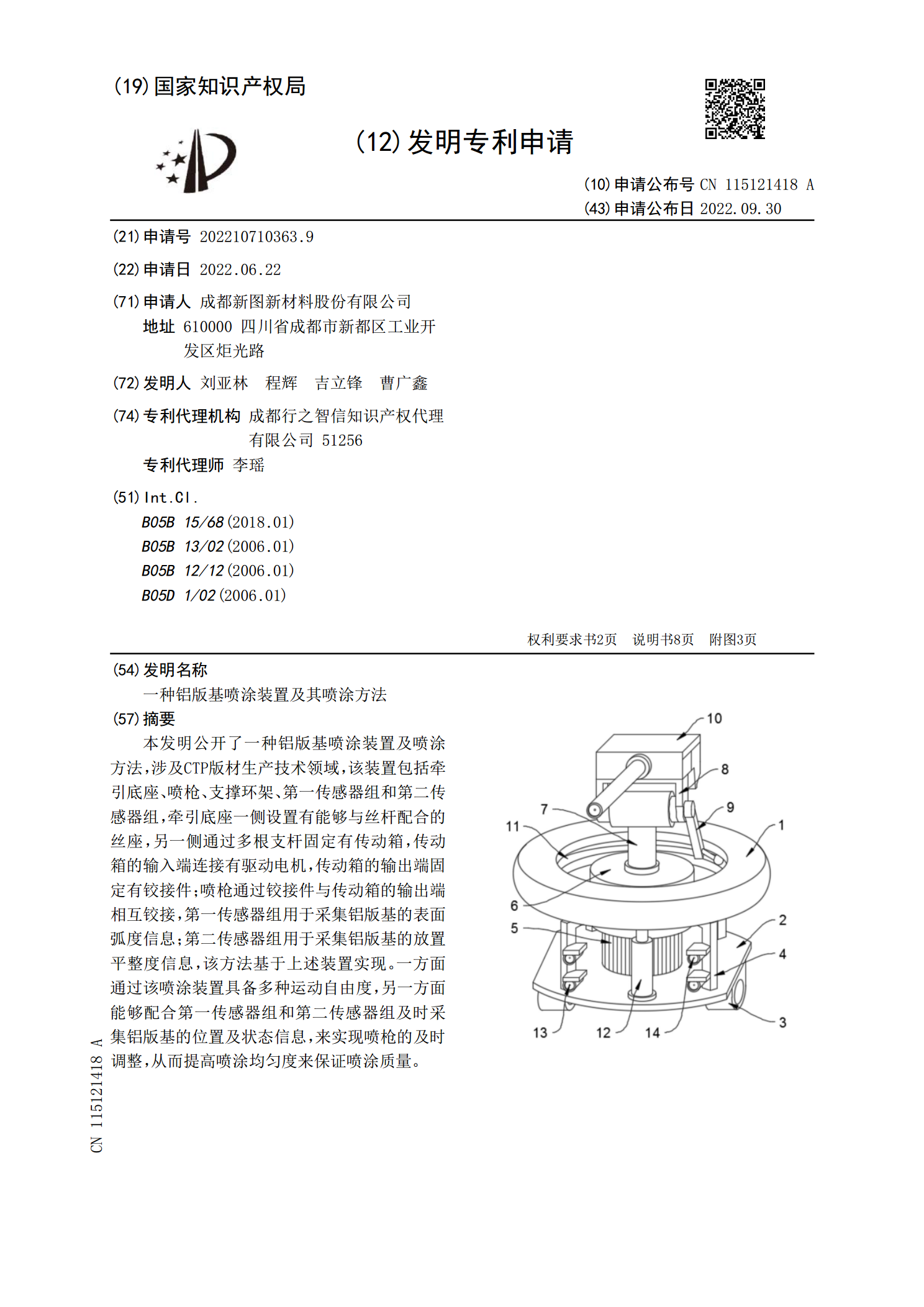
本发明公开了一种铝版基喷涂装置及喷涂方法,涉及CTP版材生产技术领域,该装置包括牵引底座、喷枪、支撑环架、第一传感器组和第二传感器组,牵引底座一侧设置有能够与丝杆配合的丝座,另一侧通过多根支杆固定有传动箱,传动箱的输入端连接有驱动电机,传动箱的输出端固定有铰接件;喷枪通过铰接件与传动箱的输出端相互铰接,第一传感器组用于采集铝版基的表面弧度信息;第二传感器组用于采集铝版基的放置平整度信息,该方法基于上述装置实现。一方面通过该喷涂装置具备多种运动自由度,另一方面能够配合第一传感器组和第二传感器组及时采集铝版基