
一种废钢预热处理系统及方法.pdf

听容****55

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种废钢预热处理系统及方法.pdf
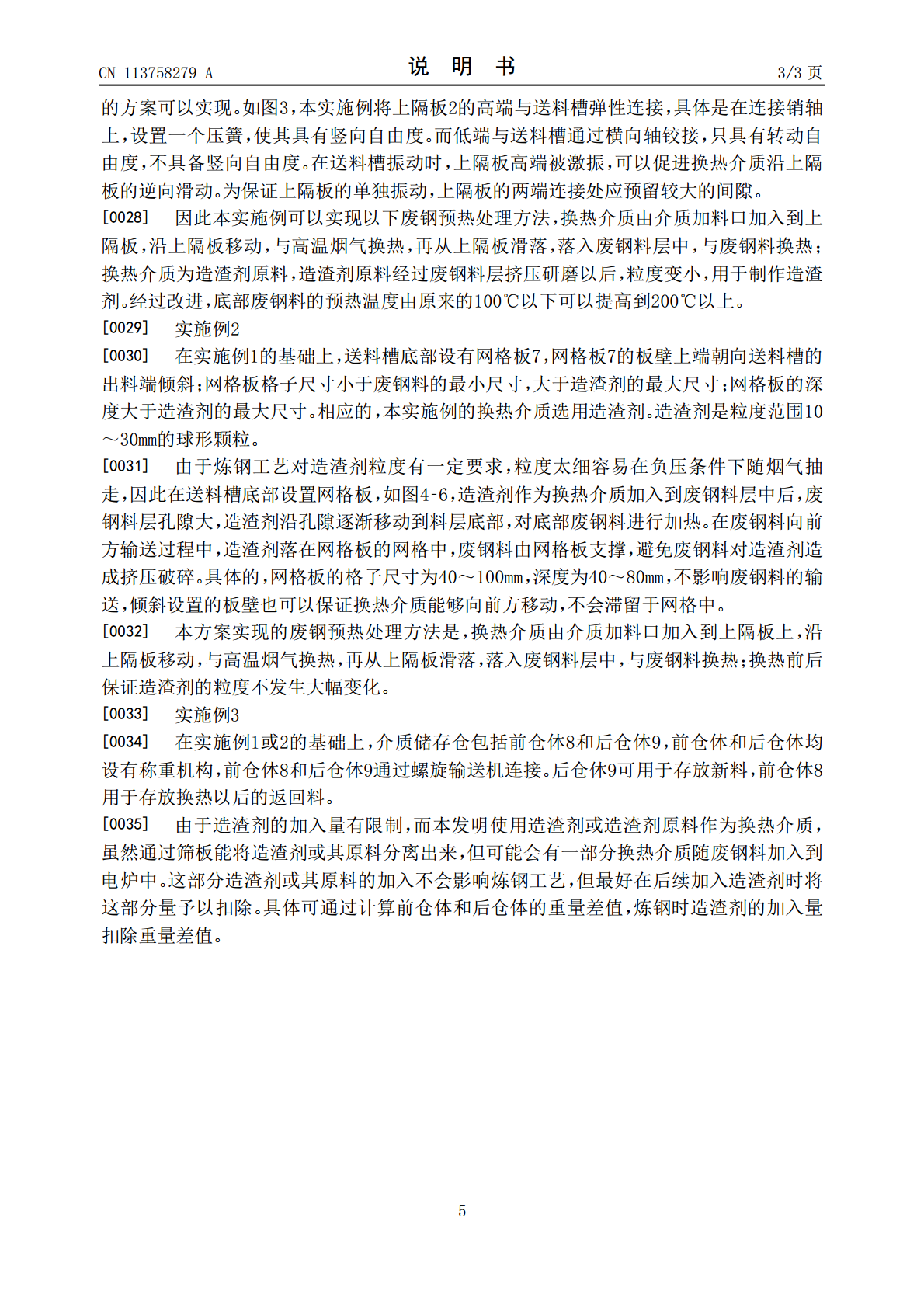
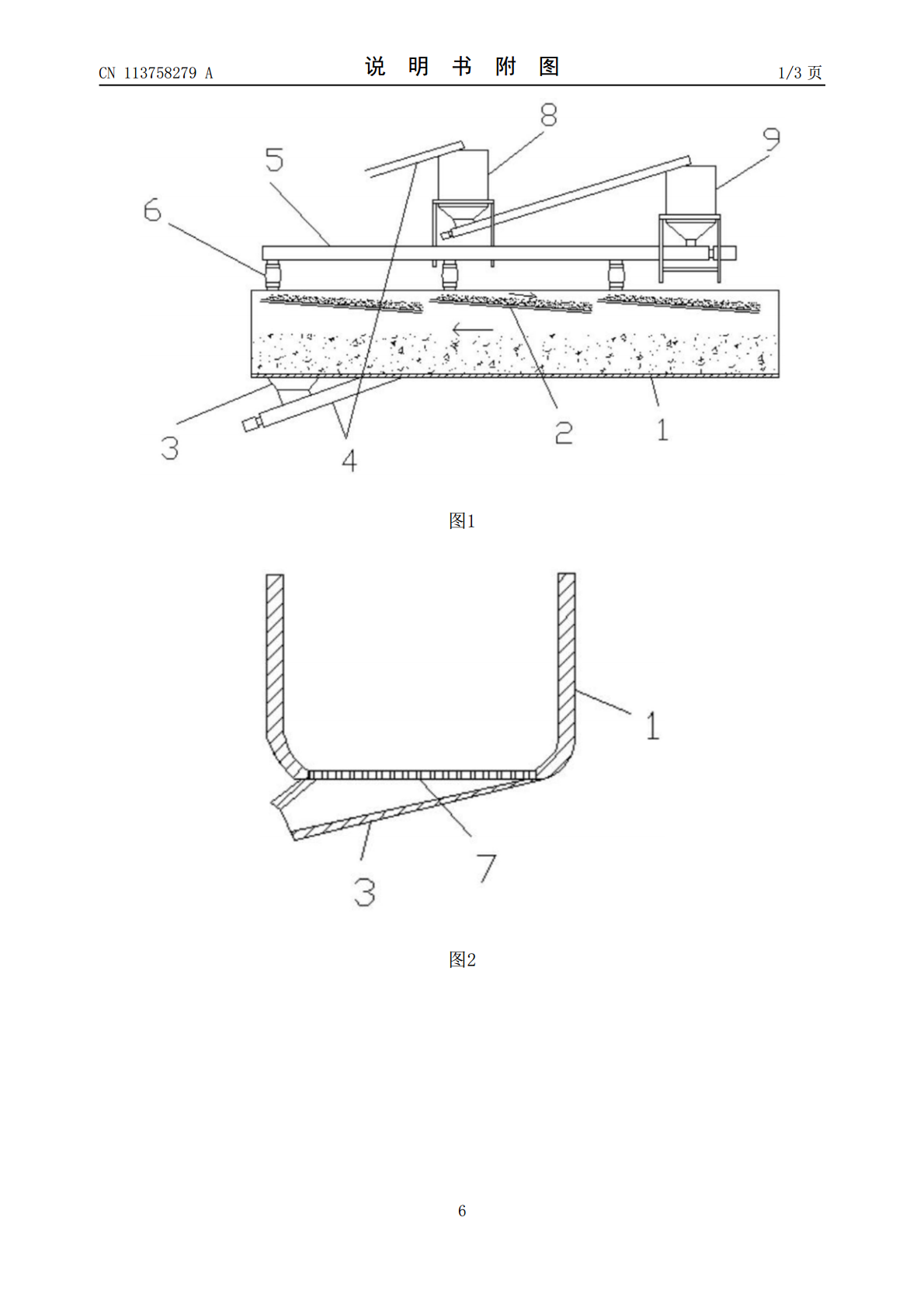
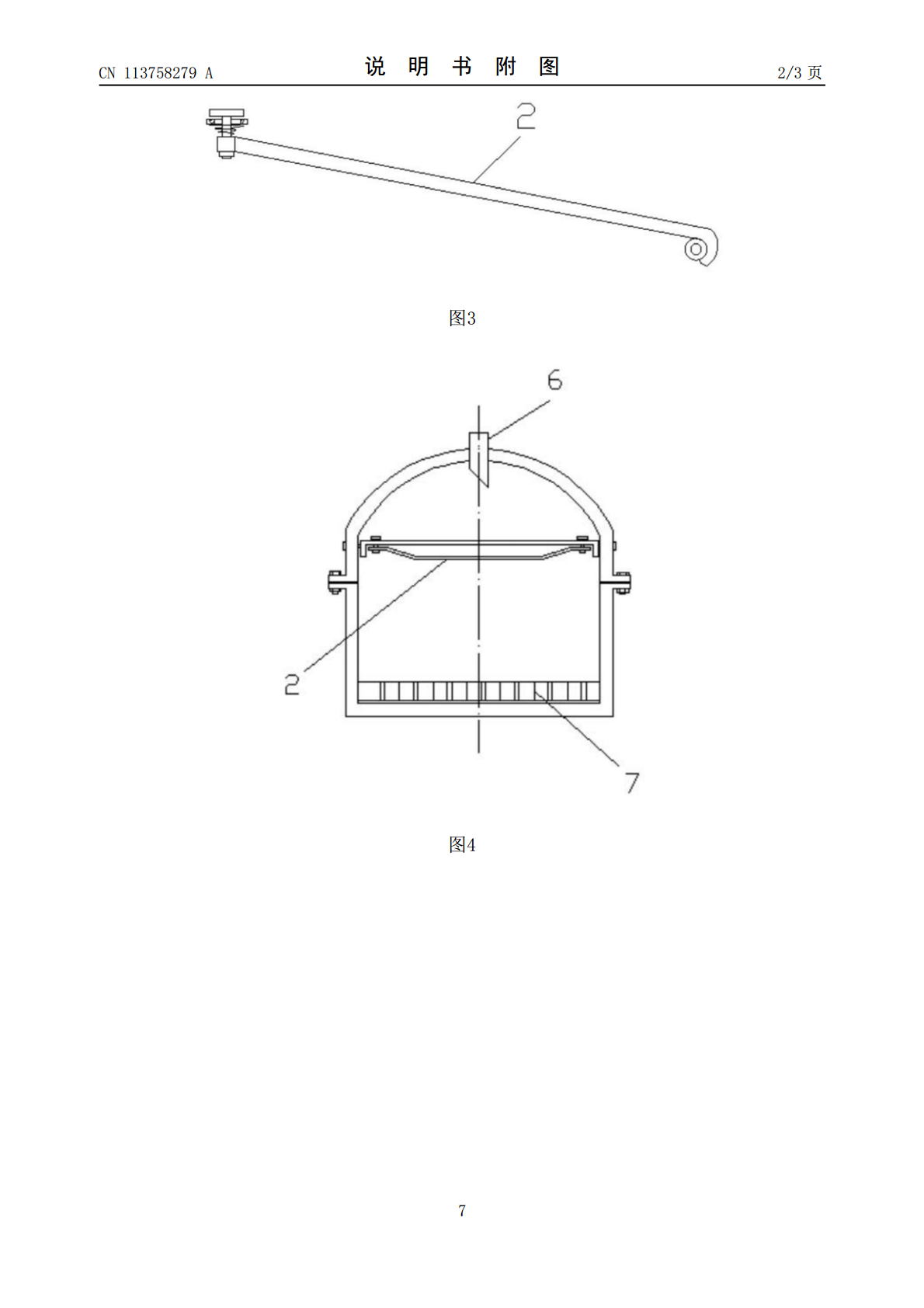
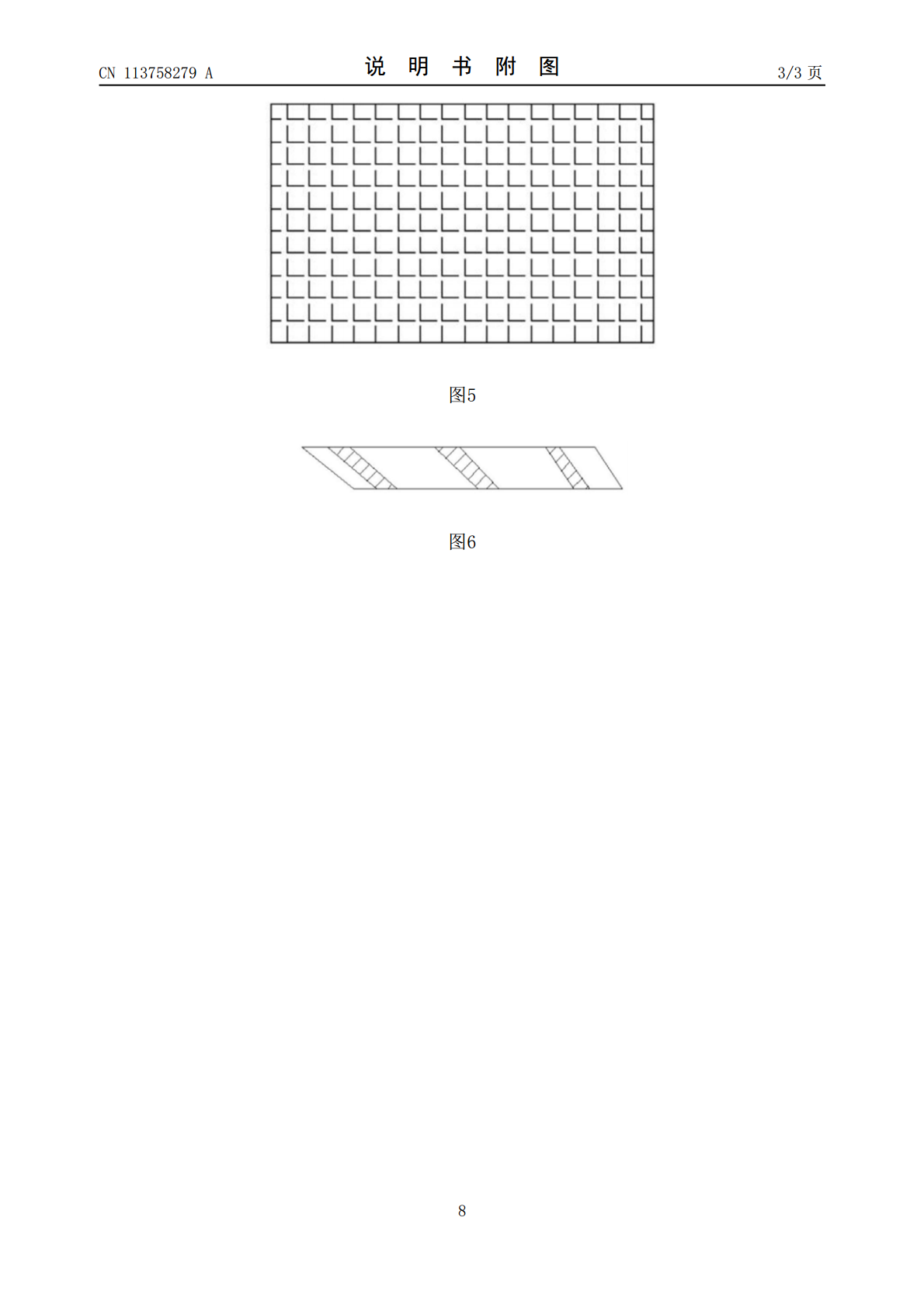
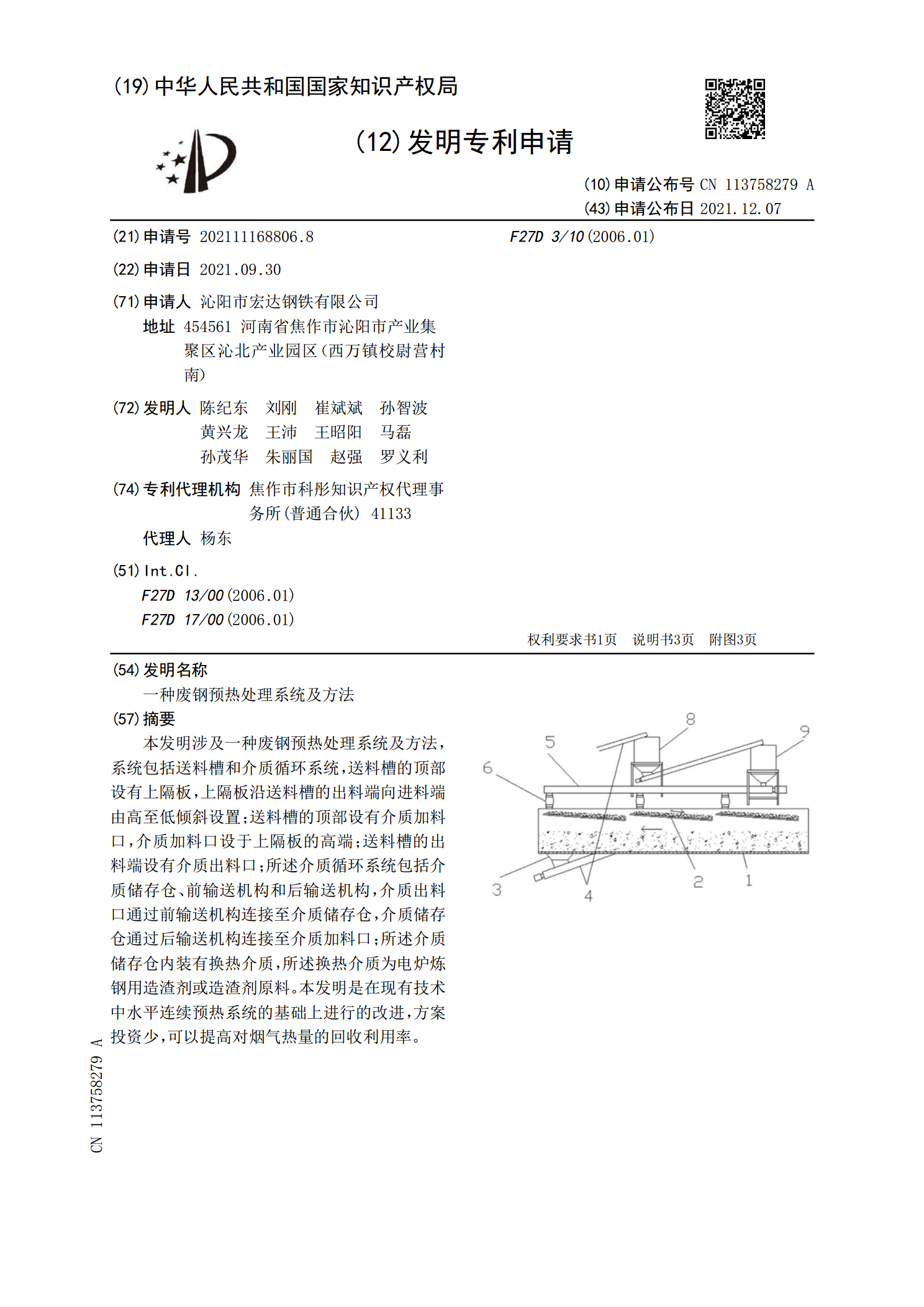
本发明涉及一种废钢预热处理系统及方法,系统包括送料槽和介质循环系统,送料槽的顶部设有上隔板,上隔板沿送料槽的出料端向进料端由高至低倾斜设置;送料槽的顶部设有介质加料口,介质加料口设于上隔板的高端;送料槽的出料端设有介质出料口;所述介质循环系统包括介质储存仓、前输送机构和后输送机构,介质出料口通过前输送机构连接至介质储存仓,介质储存仓通过后输送机构连接至介质加料口;所述介质储存仓内装有换热介质,所述换热介质为电炉炼钢用造渣剂或造渣剂原料。本发明是在现有技术中水平连续预热系统的基础上进行的改进,方案投资少,可
一种转炉预热废钢提高废钢比的冶炼方法.pdf
本发明公开了一种转炉预热废钢提高废钢比的冶炼方法,该方法具体为:炉料结构中废钢比控制在24%~27%,铁水比控制在73%~76%;先将废钢加入到废钢斗,之后将废钢斗调运至加煤跨,往废钢斗中加入9~12kg/t的无烟煤,之后将废钢料斗调运至转炉炉前并加入转炉内;下氧枪吹氧进行废钢预热,吹氧量控制在10.0~12.2Nm
一种废钢预热方法及控制系统.pdf
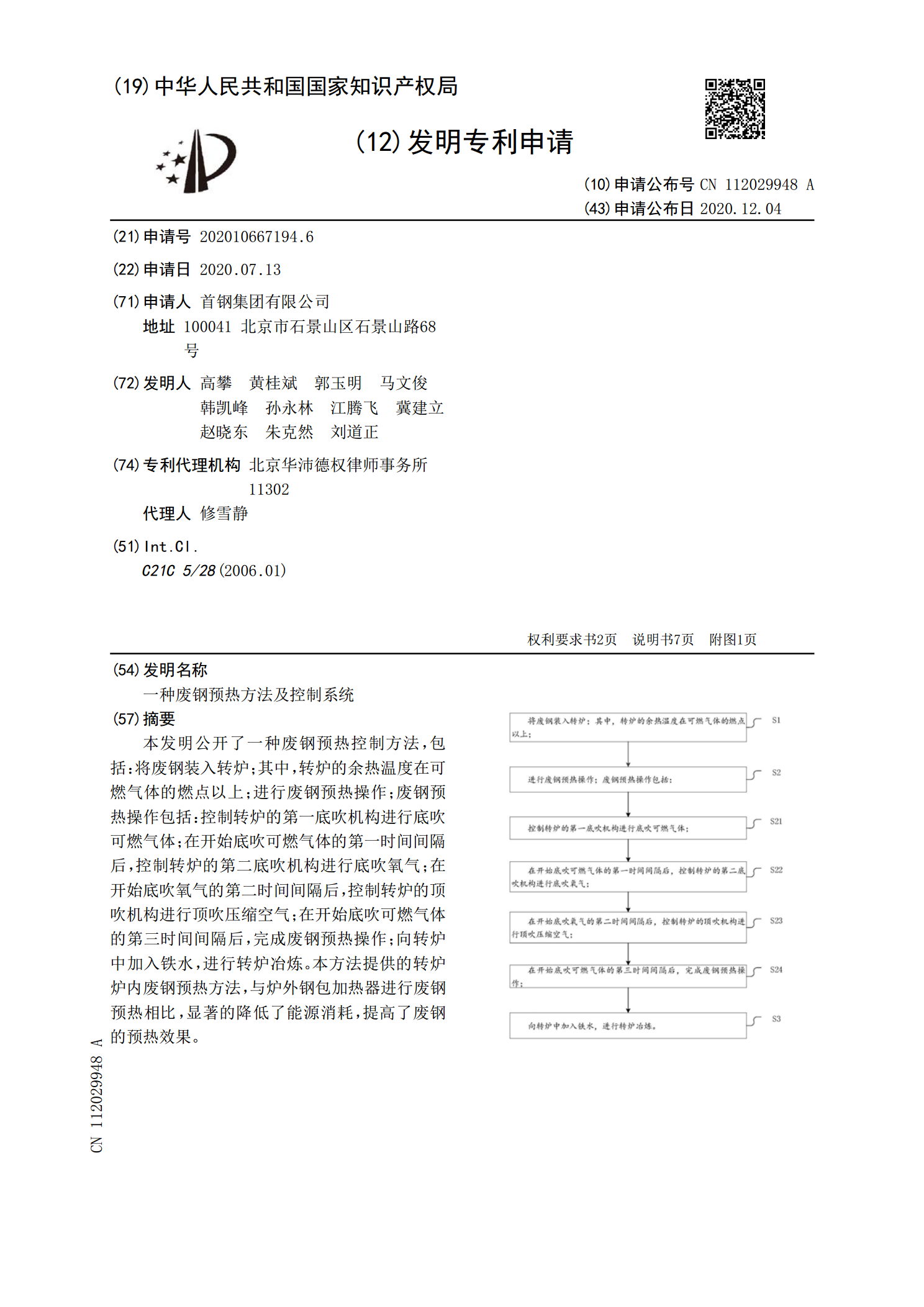
本发明公开了一种废钢预热控制方法,包括:将废钢装入转炉;其中,转炉的余热温度在可燃气体的燃点以上;进行废钢预热操作;废钢预热操作包括:控制转炉的第一底吹机构进行底吹可燃气体;在开始底吹可燃气体的第一时间间隔后,控制转炉的第二底吹机构进行底吹氧气;在开始底吹氧气的第二时间间隔后,控制转炉的顶吹机构进行顶吹压缩空气;在开始底吹可燃气体的第三时间间隔后,完成废钢预热操作;向转炉中加入铁水,进行转炉冶炼。本方法提供的转炉炉内废钢预热方法,与炉外钢包加热器进行废钢预热相比,显著的降低了能源消耗,提高了废钢的预热效果
一种对称双炉腔废钢预热熔化装置和废钢融化方法.pdf
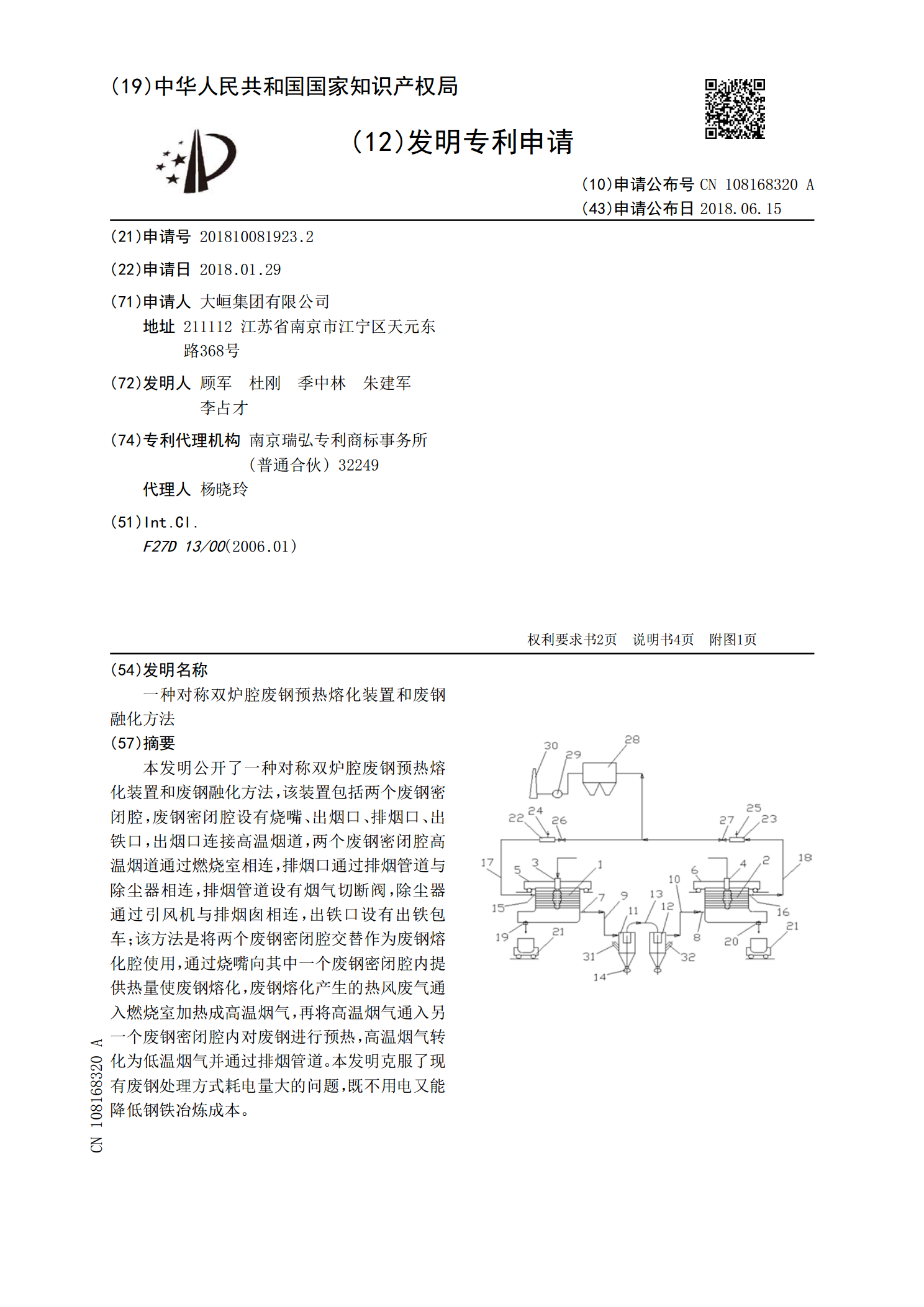
本发明公开了一种对称双炉腔废钢预热熔化装置和废钢融化方法,该装置包括两个废钢密闭腔,废钢密闭腔设有烧嘴、出烟口、排烟口、出铁口,出烟口连接高温烟道,两个废钢密闭腔高温烟道通过燃烧室相连,排烟口通过排烟管道与除尘器相连,排烟管道设有烟气切断阀,除尘器通过引风机与排烟囱相连,出铁口设有出铁包车;该方法是将两个废钢密闭腔交替作为废钢熔化腔使用,通过烧嘴向其中一个废钢密闭腔内提供热量使废钢熔化,废钢熔化产生的热风废气通入燃烧室加热成高温烟气,再将高温烟气通入另一个废钢密闭腔内对废钢进行预热,高温烟气转化为低温烟气

一种外燃式废钢预热竖炉及其预热方法.pdf
本发明的一种外燃式废钢预热竖炉及其预热方法,属于冶金领域,竖炉包括外燃式燃烧炉、废钢预热竖炉和烟气活性炭处理系统;废钢预热竖炉内设有机械手,废钢预热竖炉侧壁设有下环形烟道和上环形烟道,下环形烟道和上环形烟道一侧通过支气管与废钢预热竖炉连接,另一侧通过管道与外燃式燃烧炉连接;废钢预热竖炉内包括有二次燃烧区。预热时,向废钢预热竖炉内分层加入废钢;外燃式燃烧炉产生烟气,经由下、上环形烟道通入废钢预热竖炉内,对废钢进行分层预热,获得预热后废钢与换热后烟气,废钢进行出钢操作。该设备及方法能够大幅提高热效率,减少碳排