
一种提升板加区域热送热装率的方法.pdf

Ke****67

1/8
2/8
3/8
4/8

5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种提升板加区域热送热装率的方法.pdf
本发明属于轧钢技术领域,具体涉及一种提升板加区域热送热装率的方法,基于板坯库库存及时调整热坯物流,准确定位热坯垛位,促使热坯及时倒垛至上料垛位,缩短热坯在板坯库内的停留时间;基于对热坯规格以及轧辊轧制规格进行匹配分析,当30%以上的热坯因轧辊凸度问题不能入炉轧制时,于轧辊配辊末期及时换辊,确保热坯能够正常入炉轧制;通过对前排计划炉内板的加热过程进行调整,提高炉内板的出炉节奏,确保热坯倒垛至上料区能及时装炉;综上改进措施使得热坯热装率能够进一步提升10%,本发明方法具有良好的普适性,具有极高的推广应用价值。
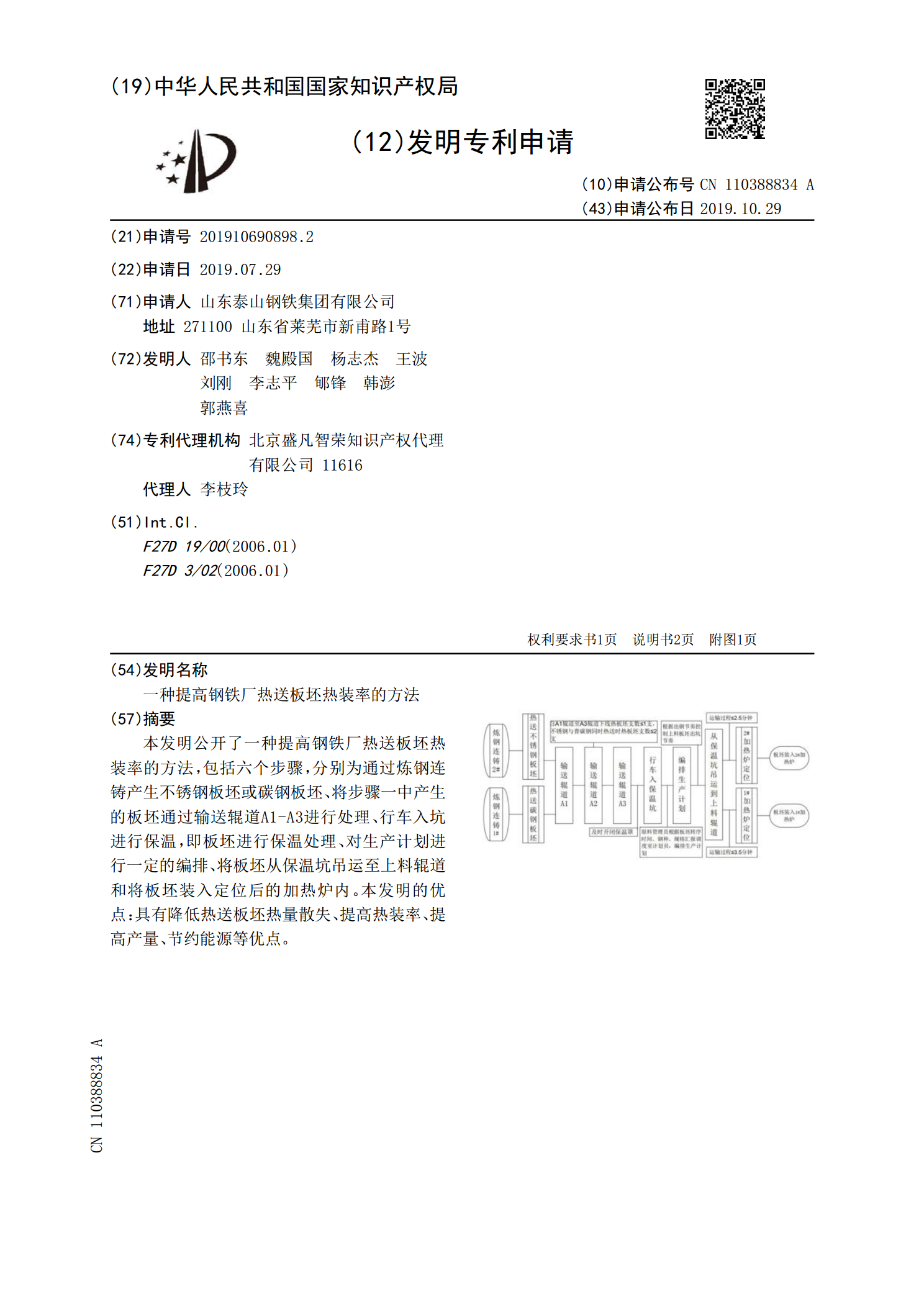
一种提高钢铁厂热送板坯热装率的方法.pdf
本发明公开了一种提高钢铁厂热送板坯热装率的方法,包括六个步骤,分别为通过炼钢连铸产生不锈钢板坯或碳钢板坯、将步骤一中产生的板坯通过输送辊道A1‑A3进行处理、行车入坑进行保温,即板坯进行保温处理、对生产计划进行一定的编排、将板坯从保温坑吊运至上料辊道和将板坯装入定位后的加热炉内。本发明的优点:具有降低热送板坯热量散失、提高热装率、提高产量、节约能源等优点。
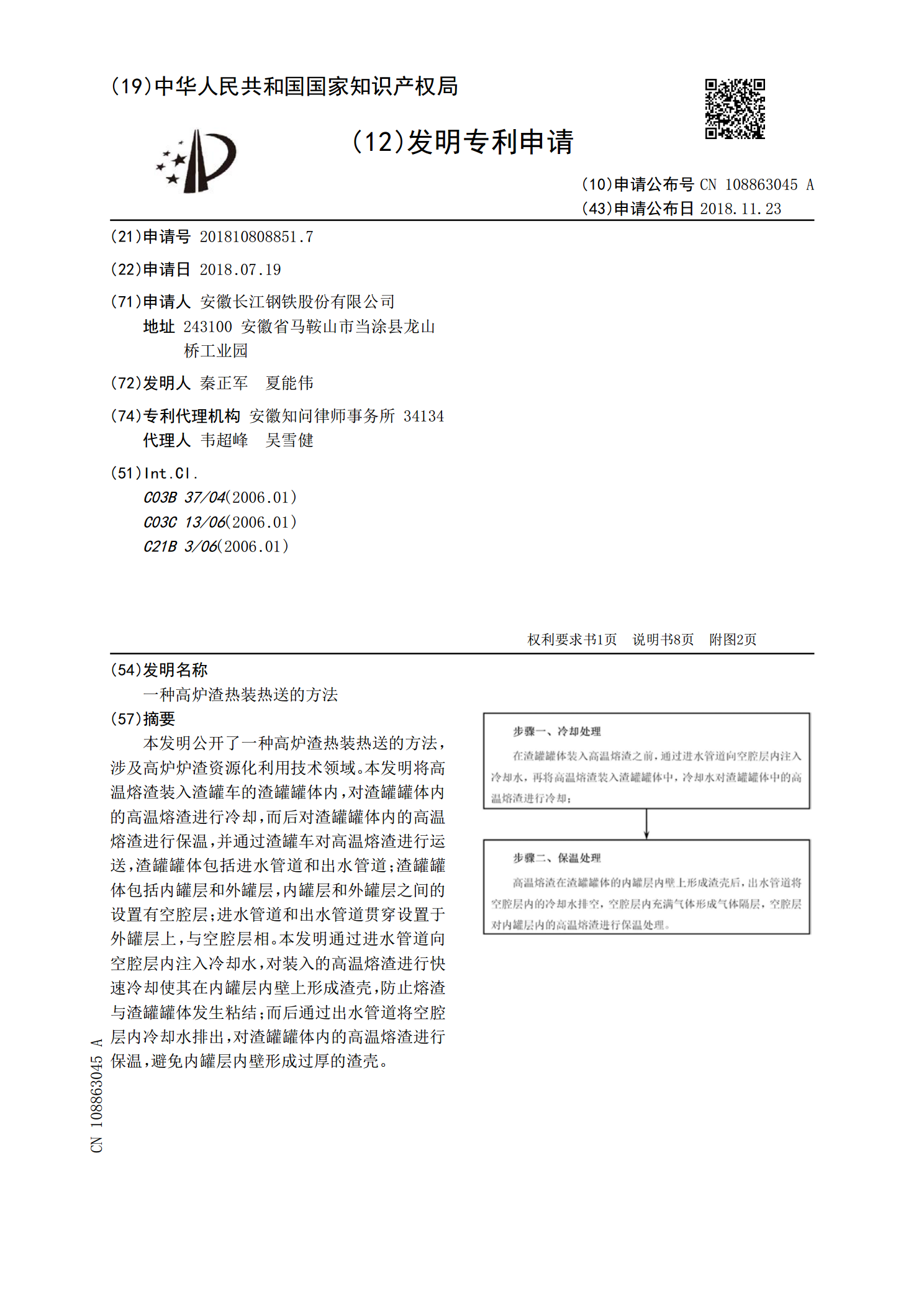
一种高炉渣热装热送的方法.pdf
本发明公开了一种高炉渣热装热送的方法,涉及高炉炉渣资源化利用技术领域。本发明将高温熔渣装入渣罐车的渣罐罐体内,对渣罐罐体内的高温熔渣进行冷却,而后对渣罐罐体内的高温熔渣进行保温,并通过渣罐车对高温熔渣进行运送,渣罐罐体包括进水管道和出水管道;渣罐罐体包括内罐层和外罐层,内罐层和外罐层之间的设置有空腔层;进水管道和出水管道贯穿设置于外罐层上,与空腔层相。本发明通过进水管道向空腔层内注入冷却水,对装入的高温熔渣进行快速冷却使其在内罐层内壁上形成渣壳,防止熔渣与渣罐罐体发生粘结;而后通过出水管道将空腔层内冷却水
一种宽厚板坯热装热送方法.pdf
本发明公开了一种宽厚板坯热装热送方法,其特征在于,包括以下步骤:(1)、将样坯切割完毕后直接放入冷却水槽内,快速冷却后立即做表面质量检查;(2)、将等待表面质量检查的板坯临时下线放到缓冷区缓冷;(3)、根据步骤(1)铸坯表面质量检查的结果决定后序板坯及临时下线板坯是否热装。本发明的目的是提供一种宽厚板坯热装热送方法,降低产品制造成本。
一种包晶钢热送热装的工艺方法.pdf
本发明公开了一种包晶钢热送热装的工艺方法,具体包括以下步骤:S1,经过转炉冶炼、LF精炼、VD真空脱气、连铸,得到连铸坯;S2,连铸坯下冷床后,采用全封闭保温车运输至轧钢车间,控制入加热炉铸坯表面温度300‑500℃;S3,采用步进梁式加热炉,四段式加热连铸坯;S4,圆钢下冷床后收集、打包,避风堆冷48h以上,与缓冷工艺相比,省去入坑缓冷工序,加快生产节奏,减少煤气消耗,达到降本增效的目的;钢坯入加热炉后,通过调整加热炉低温段(包括预热段和加热一段)温度,使钢坯表面温度以较快的升温速率快速通过两相区,减少