
一种高温合金铸件的熔模铸造方法.pdf

念珊****写意

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高温合金铸件的熔模铸造方法.pdf
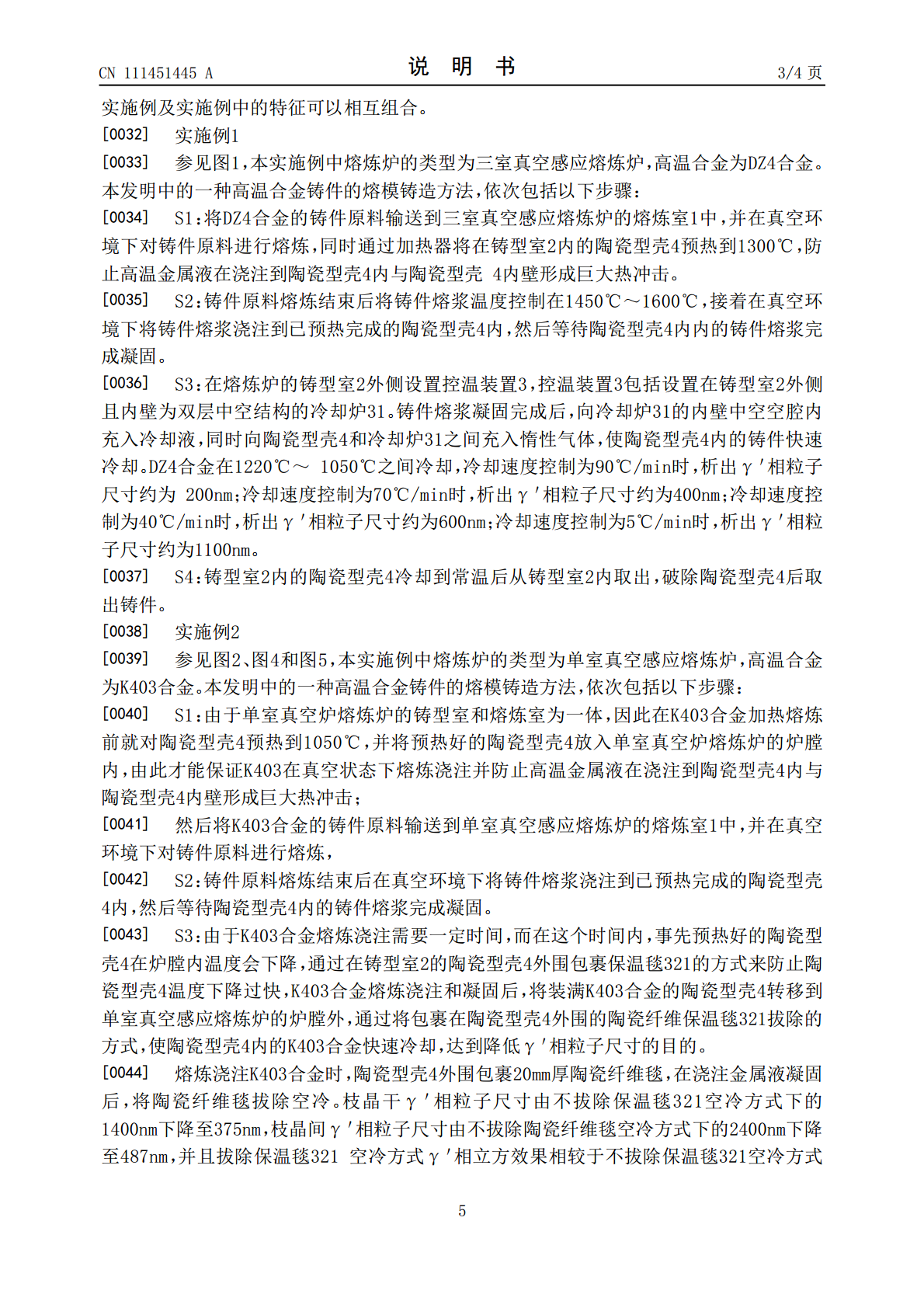
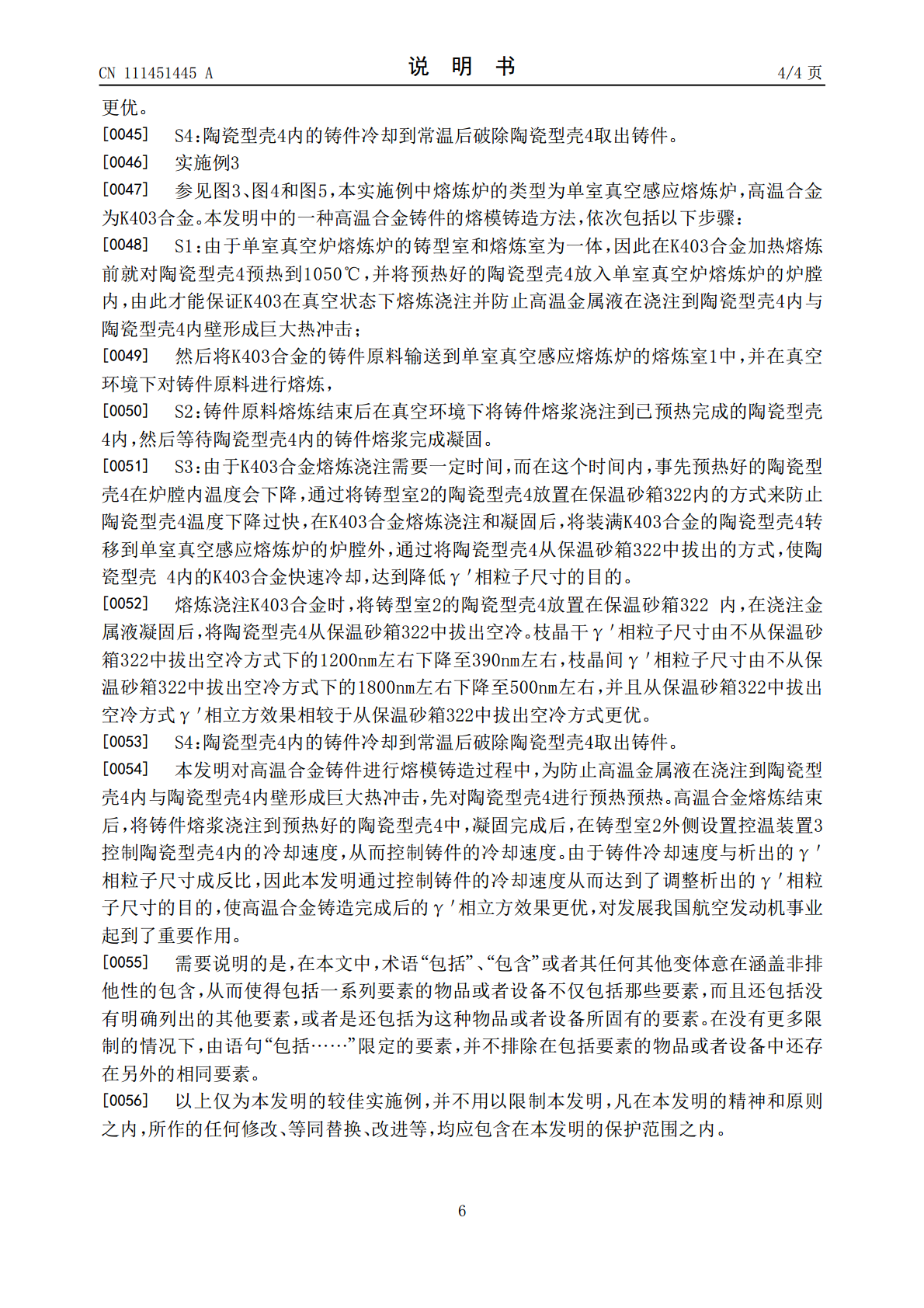
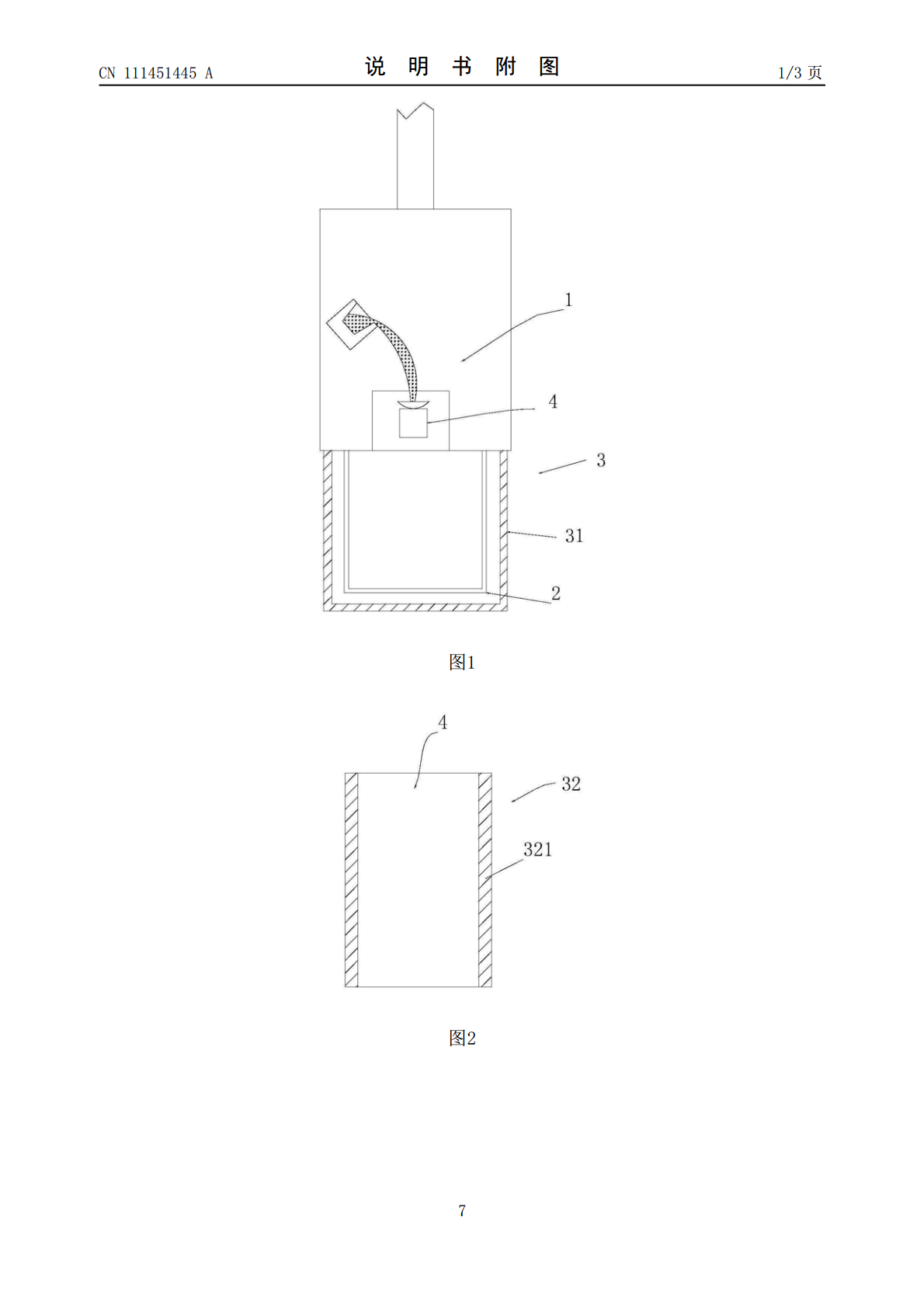
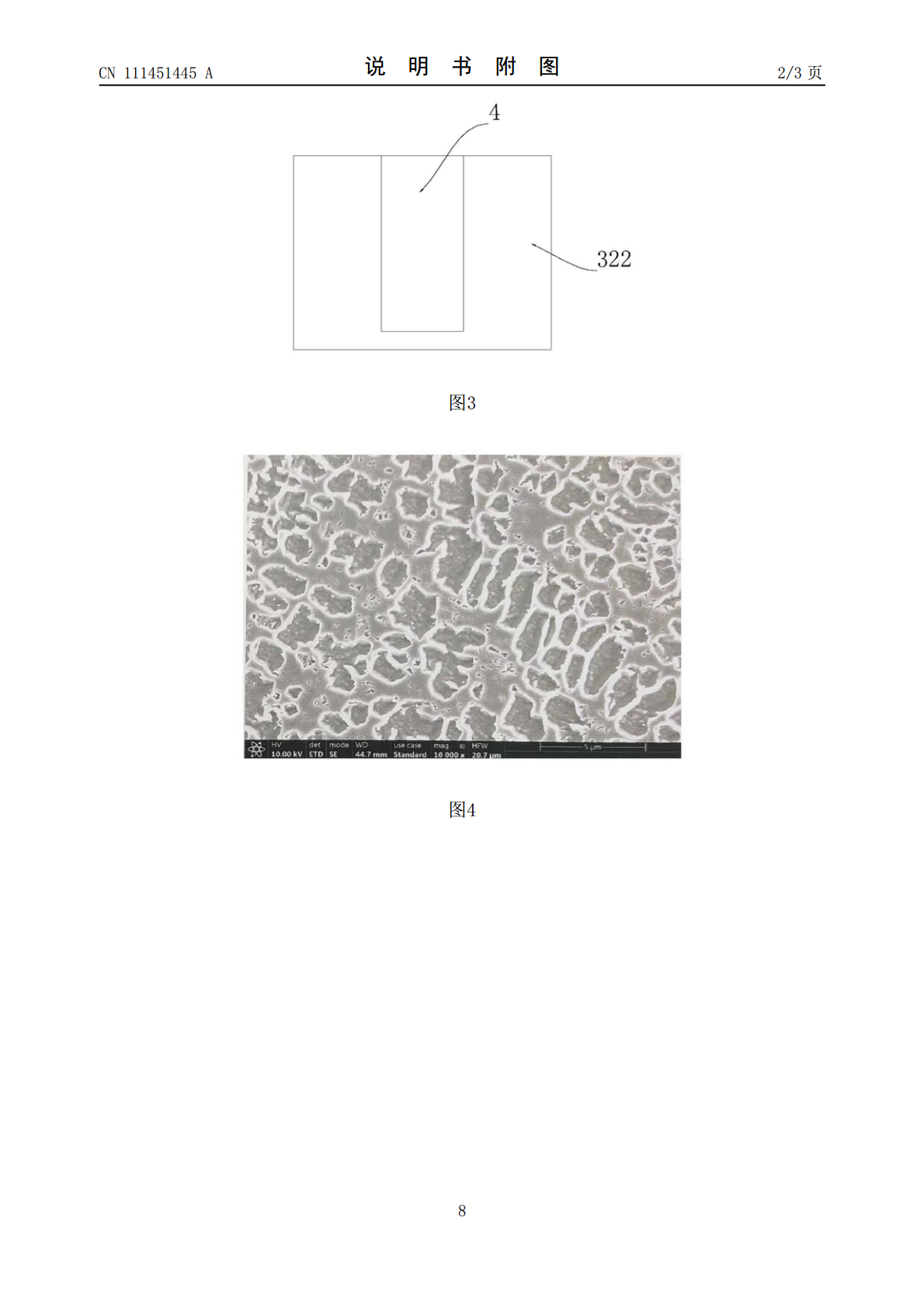
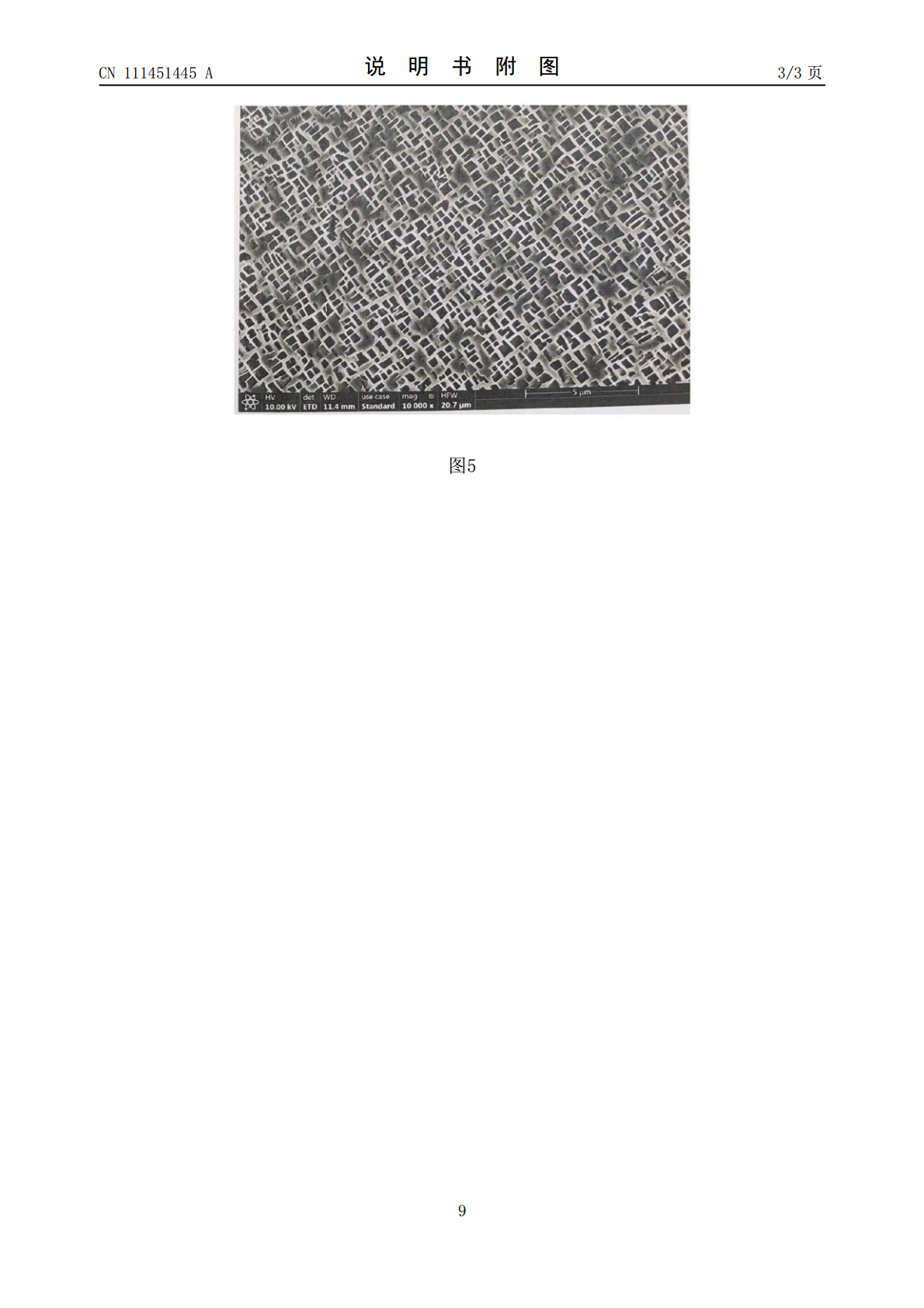
本发明公开了一种高温合金铸件的熔模铸造方法,属于高温合金铸造领域。依次包括以下步骤:S1:将铸件原料输送到熔炼室中进行熔炼,并对陶瓷型壳进行预热;S2:熔炼结束后将铸件熔浆浇注到已预热的陶瓷型壳内,并等待铸件熔浆凝固;S3:在熔炼炉的铸型室外侧设置控温装置,铸件熔浆凝固完成后通过控温装置加快铸型室内铸件熔浆的冷却速度;S4:铸造完成后破除陶瓷型壳取出铸件。本发明通过控制铸件的冷却速度从而达到了调整析出的γ'相粒子尺寸的目的,使高温合金铸造完成后的γ'相立方效果更优,对发展我国航空发动机事业起到了重要作用。

一种防止高温合金铸件疏松的方法.pdf
本发明是一种防止等轴晶高温合金铸件疏松的方法,该工艺步骤如下:采用传统熔模精密铸造工艺制备蜡型和壳型;将壳型在定向凝固真空感应炉的加热器中加热到合金固液相线范围内的某一温度并保温;将合金重熔并浇注进壳型空腔再以一定速度抽拉出加热器。本发明的特征是壳型温度的选择取决于合金固液范围内枝晶骨架搭建完毕后枝晶间液体保持毛细管沟通的温度,上下壳型加热区选择同一温度,壳型在此温度下抽拉出加热区保证容易产生疏松的枝晶间始终有液体通过毛细管补充,从而改善和消除疏松缺陷。本发明优点是适合普通浇注工艺难以避免产生疏松的铸件结
一种高温合金铸件及其制备方法.pdf
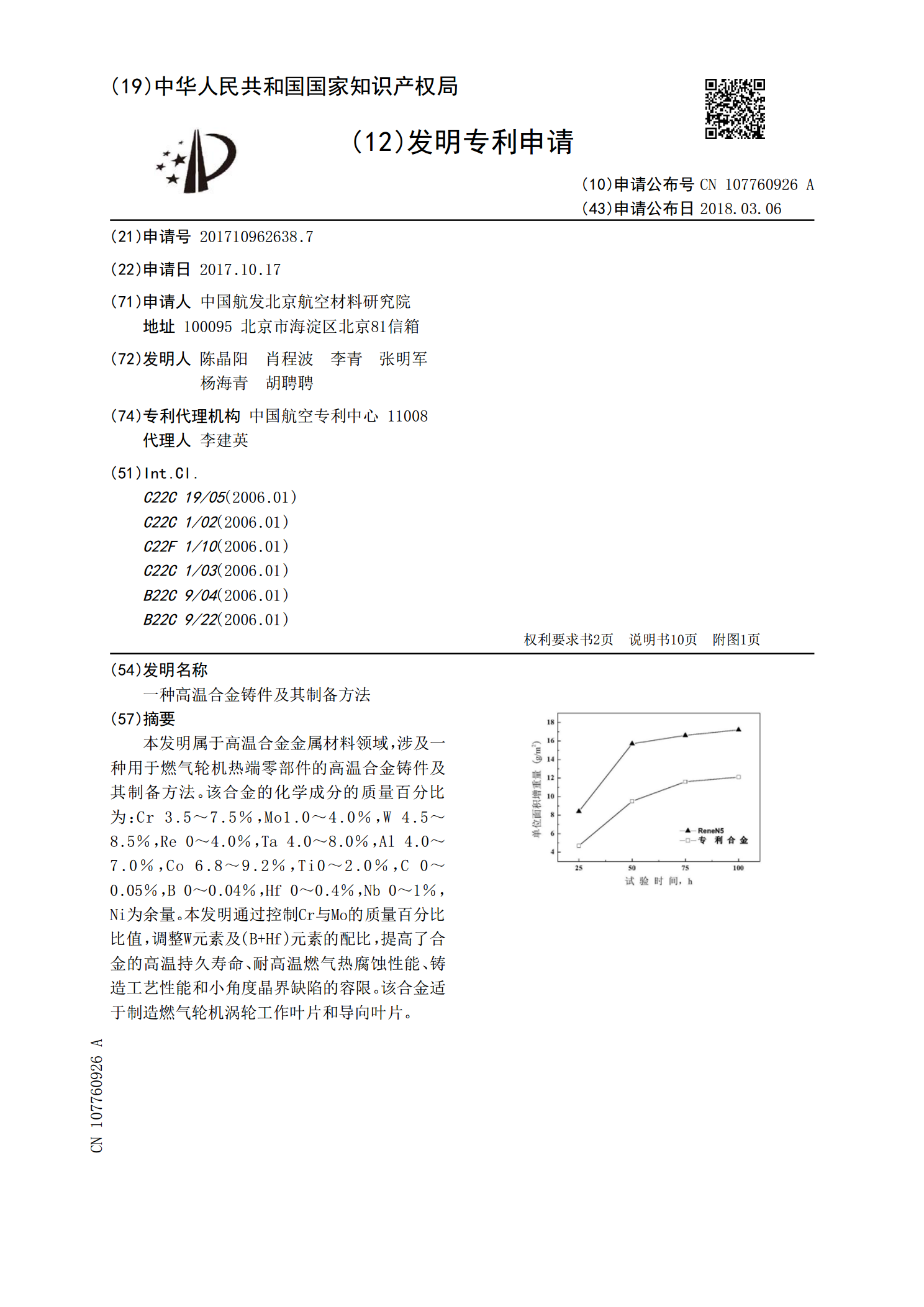
本发明属于高温合金金属材料领域,涉及一种用于燃气轮机热端零部件的高温合金铸件及其制备方法。该合金的化学成分的质量百分比为:Cr3.5~7.5%,Mo1.0~4.0%,W4.5~8.5%,Re0~4.0%,Ta4.0~8.0%,Al4.0~7.0%,Co6.8~9.2%,Ti0~2.0%,C0~0.05%,B0~0.04%,Hf0~0.4%,Nb0~1%,Ni为余量。本发明通过控制Cr与Mo的质量百分比比值,调整W元素及(B+Hf)元素的配比,提高了合金的高温持久寿命、耐高温燃气热腐蚀性

一种高温合金薄壁铸件的校型方法.pdf
本发明的目的在于提供一种高温合金薄壁铸件的校型方法,其特征在于:校型步骤:将高温合金薄壁铸件放入校型胎具内,随校型胎具一起放入真空热处理炉或有惰性气体保护的炉体内,装炉温度不高于150℃,在2~4h内随炉升温至700~1100℃保温1~5h,然后在1~2h之内随炉升温至900~1220℃保温2~6h,再随炉冷却至600~800℃,充惰性气体0.1~0.4MPa冷却至80℃以下出炉;其中在加热保温及冷却至600~800℃期间,真空室内工作压强大于100Pa。该方法能够大幅提高高温合金大型薄壁铸件的校型合格率
一种降低高温合金铸件夹杂物含量的方法.pdf
本发明涉及高温合金熔模铸造领域,具体为一种降低高温合金铸件夹杂物含量的方法。该方法包括如下步骤:(1)采用纳米氧化物制备陶瓷面层浆料;(2)将蜡模放入陶瓷浆料中进行涂挂;(3)将涂挂完成后的蜡模放到脱蜡釜中进行脱蜡;(4)脱蜡完成后,将型壳放到气氛炉中进行烧结;(5)浇注前,对型壳进行清洗;(6)清洗后采用热处理炉中对型壳进行烘干及预热。本发明通过型壳面层、烧结及清洗等方法,提高型壳的洁净度,降低合金中降低夹杂物形成,从而提高特种铸件的纯净度,解决了目前高温合金铸件制备领域中有型壳不稳定所带来的铸件中夹杂