
一种高温合金四通法兰的浇注系统及熔模铸造工艺.pdf

一吃****瀚文

1/8

2/8

3/8

4/8

5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高温合金四通法兰的浇注系统及熔模铸造工艺.pdf
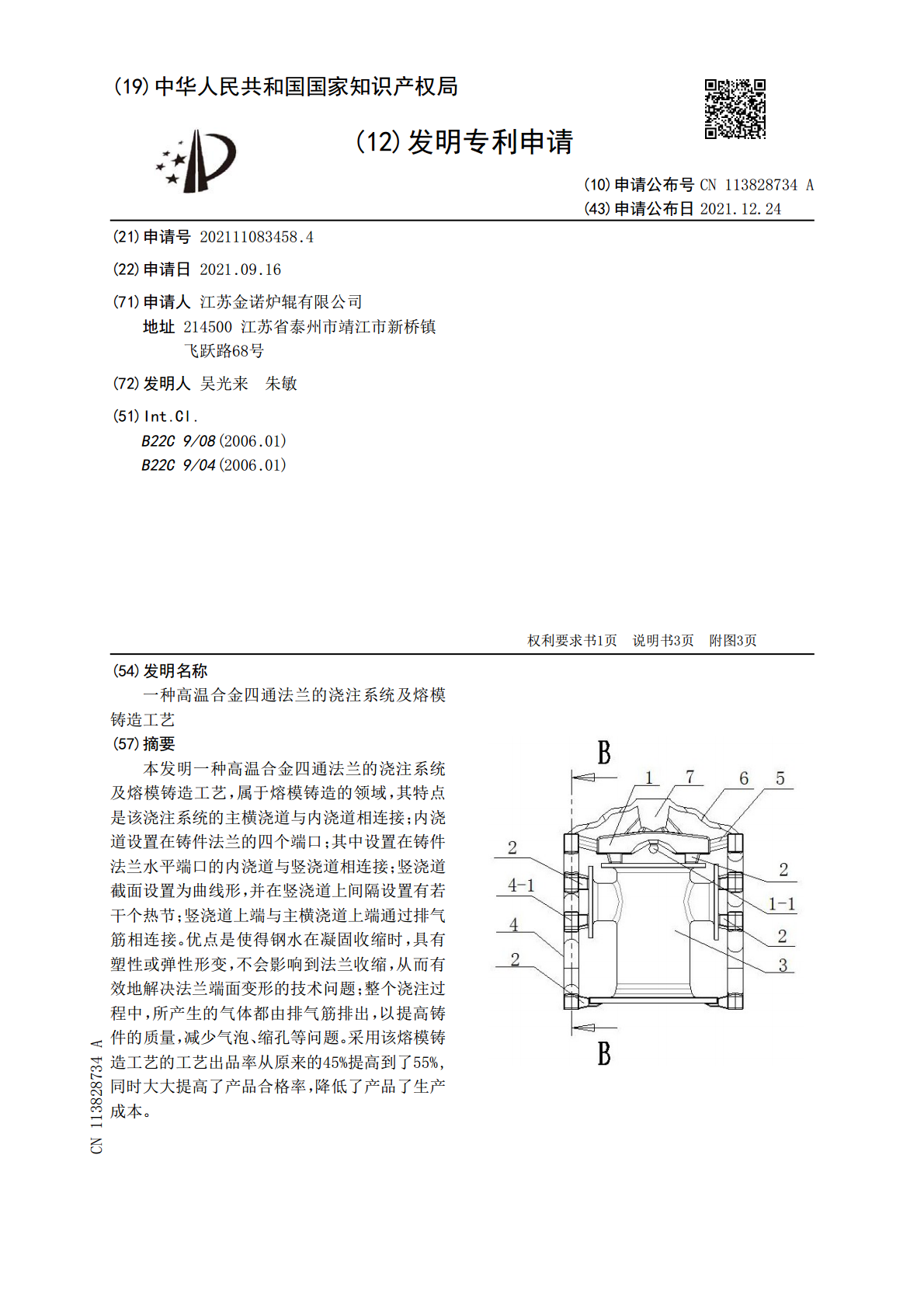
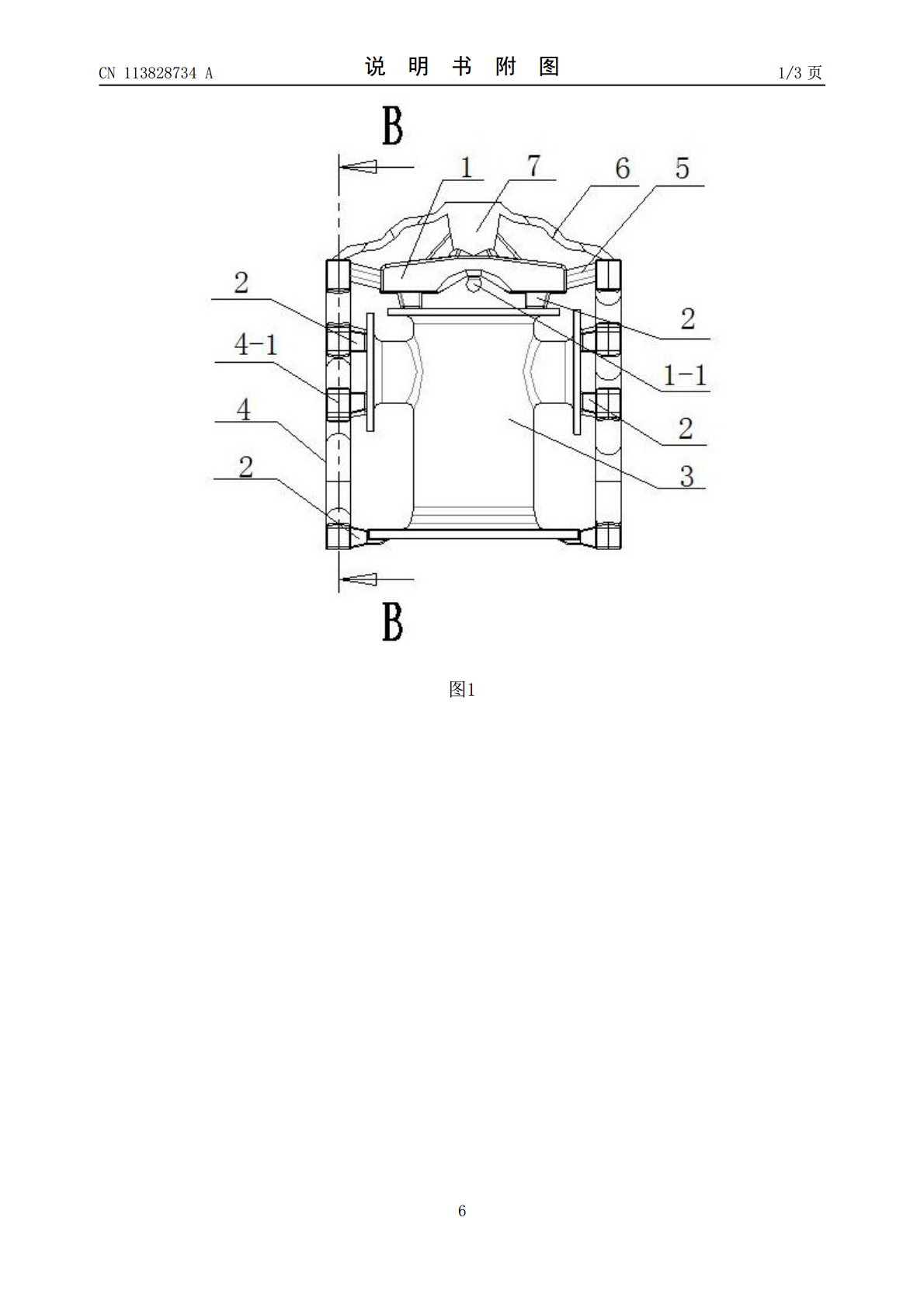
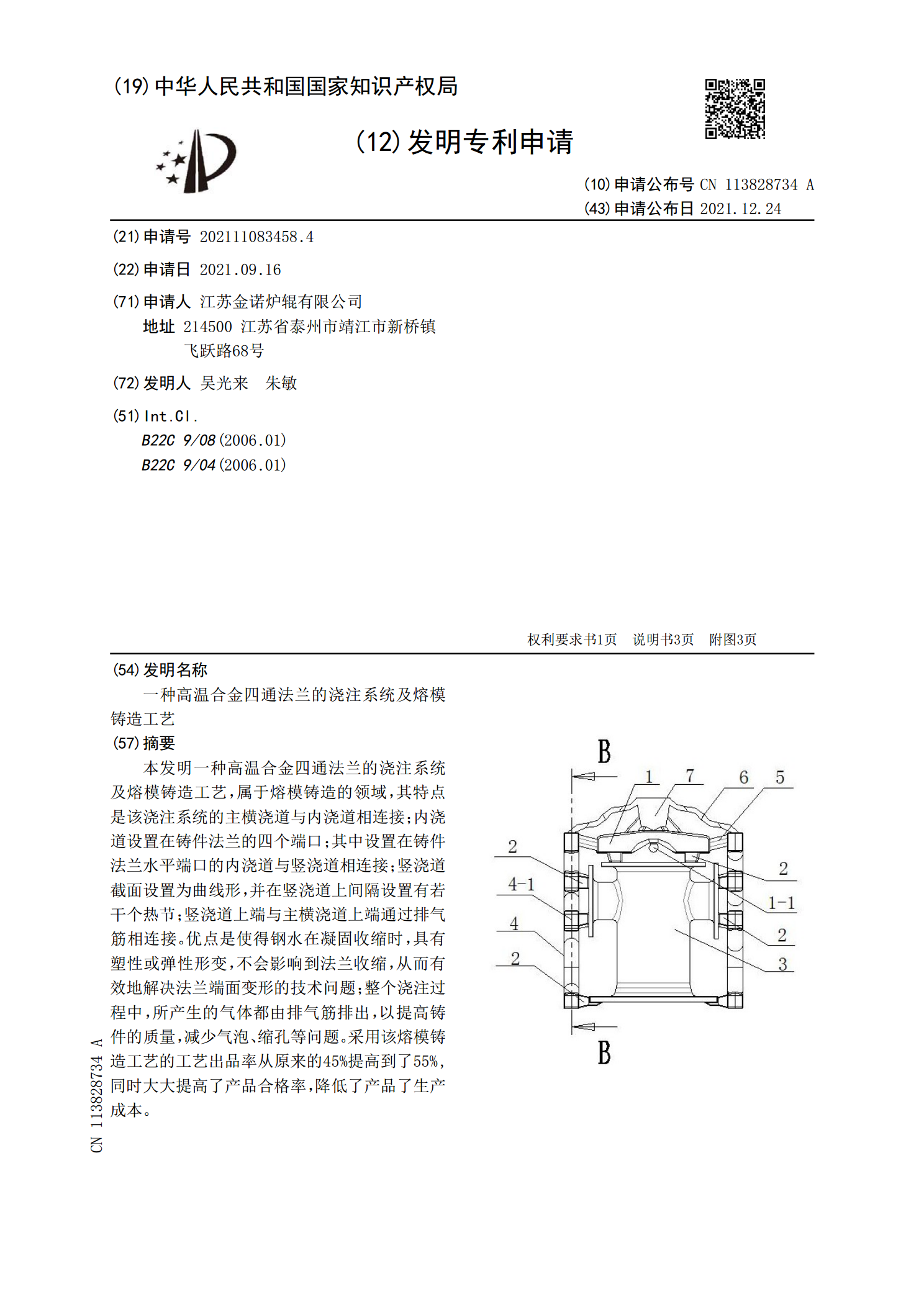
本发明一种高温合金四通法兰的浇注系统及熔模铸造工艺,属于熔模铸造的领域,其特点是该浇注系统的主横浇道与内浇道相连接;内浇道设置在铸件法兰的四个端口;其中设置在铸件法兰水平端口的内浇道与竖浇道相连接;竖浇道截面设置为曲线形,并在竖浇道上间隔设置有若干个热节;竖浇道上端与主横浇道上端通过排气筋相连接。优点是使得钢水在凝固收缩时,具有塑性或弹性形变,不会影响到法兰收缩,从而有效地解决法兰端面变形的技术问题;整个浇注过程中,所产生的气体都由排气筋排出,以提高铸件的质量,减少气泡、缩孔等问题。采用该熔模铸造工艺的工
一种高温合金弯头的浇注系统及熔模铸造工艺.pdf
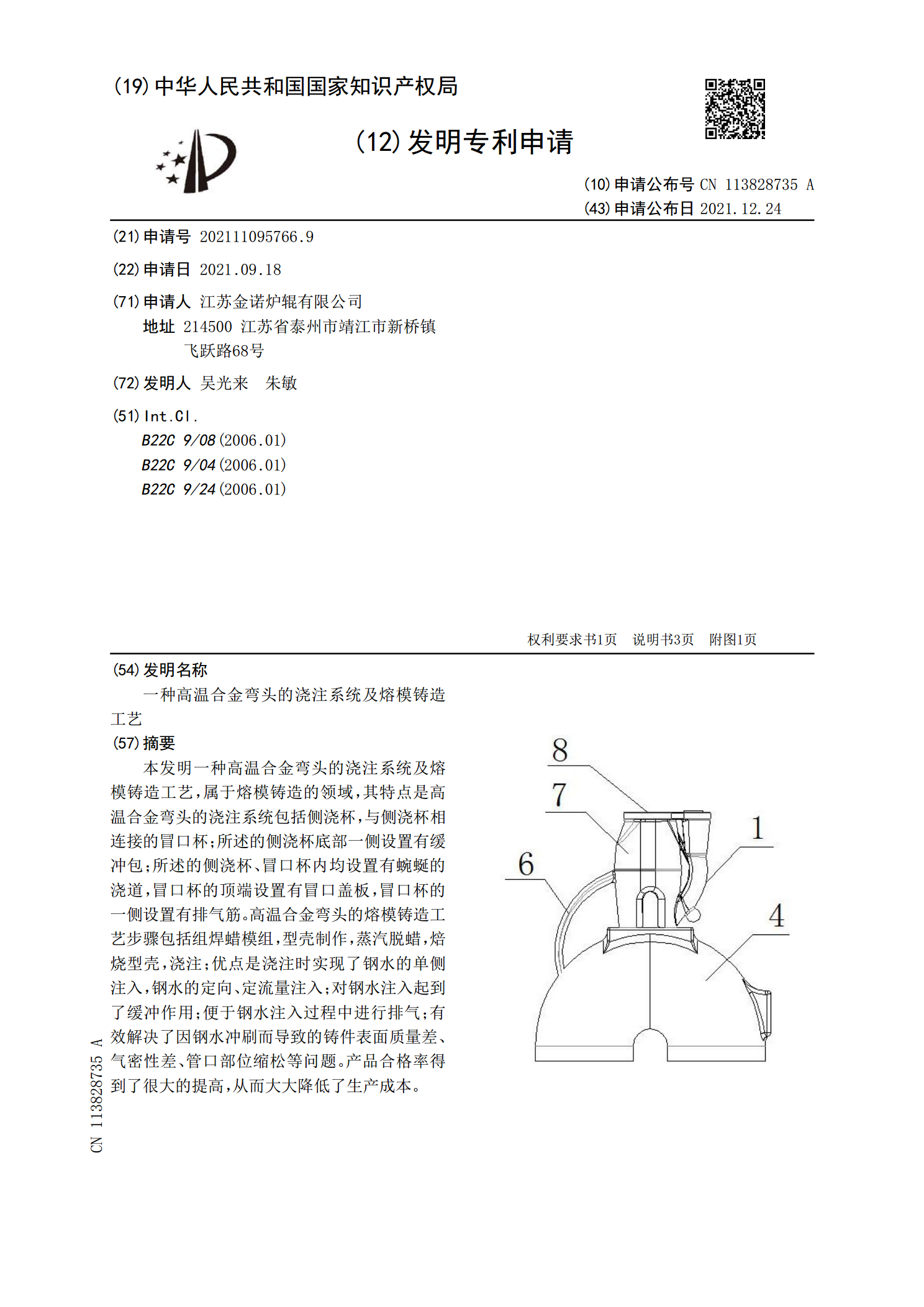
本发明一种高温合金弯头的浇注系统及熔模铸造工艺,属于熔模铸造的领域,其特点是高温合金弯头的浇注系统包括侧浇杯,与侧浇杯相连接的冒口杯;所述的侧浇杯底部一侧设置有缓冲包;所述的侧浇杯、冒口杯内均设置有蜿蜒的浇道,冒口杯的顶端设置有冒口盖板,冒口杯的一侧设置有排气筋。高温合金弯头的熔模铸造工艺步骤包括组焊蜡模组,型壳制作,蒸汽脱蜡,焙烧型壳,浇注;优点是浇注时实现了钢水的单侧注入,钢水的定向、定流量注入;对钢水注入起到了缓冲作用;便于钢水注入过程中进行排气;有效解决了因钢水冲刷而导致的铸件表面质量差、气密性差

高温合金支撑管熔模铸造模具及其浇注工艺.pdf
本发明公开了高温合金支撑管熔模铸造模具,特点是浇注模,支撑管模一体成型;浇注模包括拱形横浇道,横浇道下方连接有内浇道;支撑管模设置在浇注模下方,支撑管模设置为与内浇道相垂直;镶块设置在支撑管模一端;支撑管模另一端设置有模具抽芯。优点是实现了两种长度的支撑管共模,提高了支撑管熔模铸造模的利用率,提高了支撑管的生产效率,简化了制造工序,降低了制造成本。还公开了高温合金支撑管浇注工艺,特点是采用上述支撑管熔模铸造模具进行制模,注蜡一次成型即为蜡模组;然后进行型壳制作,蒸汽脱蜡,焙烧型壳,浇注;优点是减少了支撑管
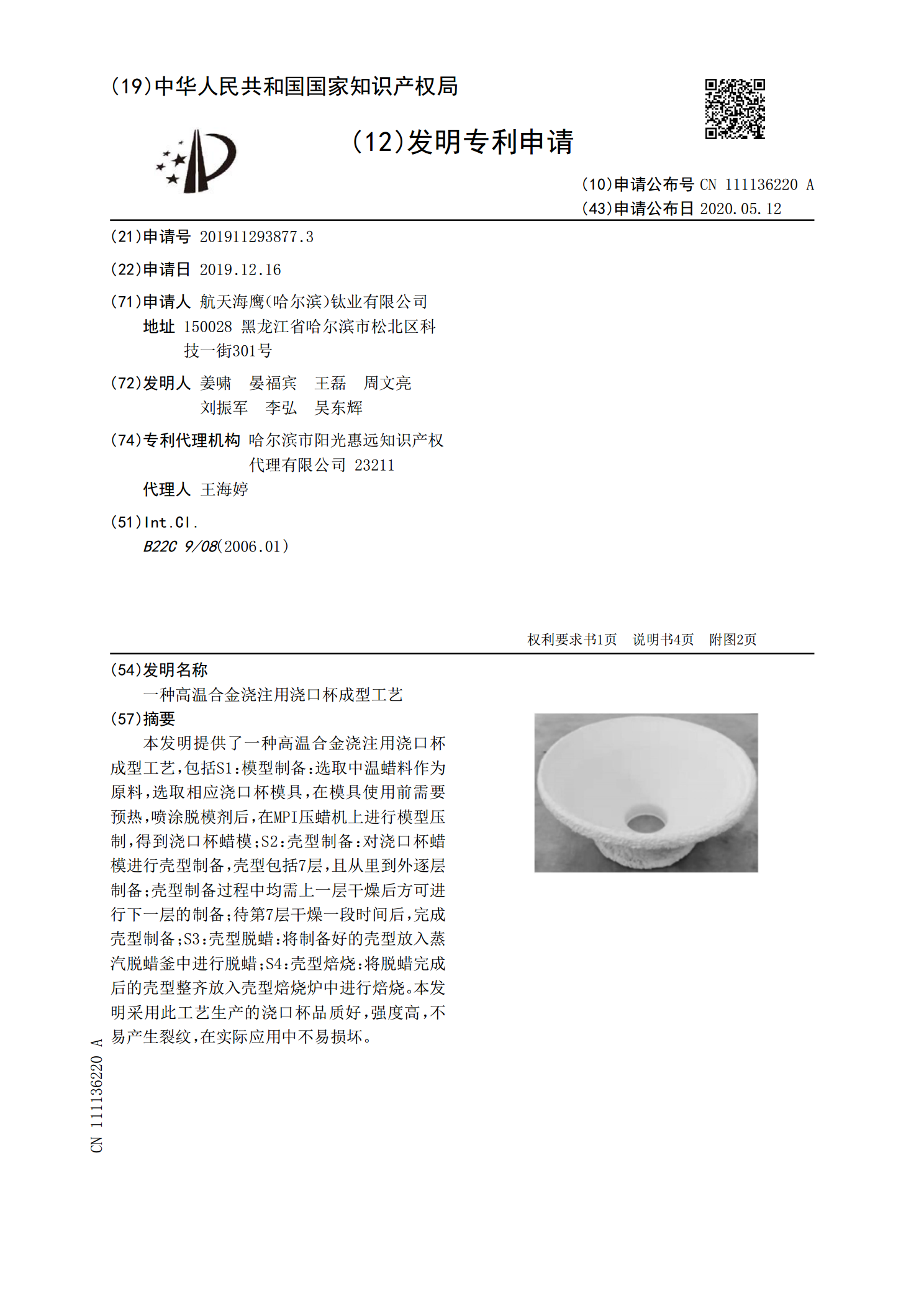
一种高温合金浇注用浇口杯成型工艺.pdf
本发明提供了一种高温合金浇注用浇口杯成型工艺,包括S1:模型制备:选取中温蜡料作为原料,选取相应浇口杯模具,在模具使用前需要预热,喷涂脱模剂后,在MPI压蜡机上进行模型压制,得到浇口杯蜡模;S2:壳型制备:对浇口杯蜡模进行壳型制备,壳型包括7层,且从里到外逐层制备;壳型制备过程中均需上一层干燥后方可进行下一层的制备;待第7层干燥一段时间后,完成壳型制备;S3:壳型脱蜡:将制备好的壳型放入蒸汽脱蜡釜中进行脱蜡;S4:壳型焙烧:将脱蜡完成后的壳型整齐放入壳型焙烧炉中进行焙烧。本发明采用此工艺生产的浇口杯品质好
一种耐高温镍基合金法兰的制造工艺.pdf
本发明涉及法兰生产的技术领域,特别是涉及一种耐高温镍基合金法兰的制造工艺,其具有良好的耐高温、耐腐蚀性能,并且具有良好的硬度,减少在特种环境中使用时出现变形和裂纹现象,保持良好使用状态;包括以下步骤:S1、将所使用的原材料镍基合金加入至中频电炉中进行熔炼;S2、将法兰生产所使用的模具预热;S3、熔融后的钢水注入至模具中;S4、自然冷却至800~900℃保持1~10分钟,得到法兰铸件;S5、水冷将铸件降温后,脱模;S6、加热,根据所需要的使用要求对其进行自由锻造;S7、将合金法兰表面清洗干净并烘干;S8、再