
一种高效率的同步器齿套毛坯加工工艺.pdf

涵蓄****09

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种高效率的同步器齿套毛坯加工工艺.pdf
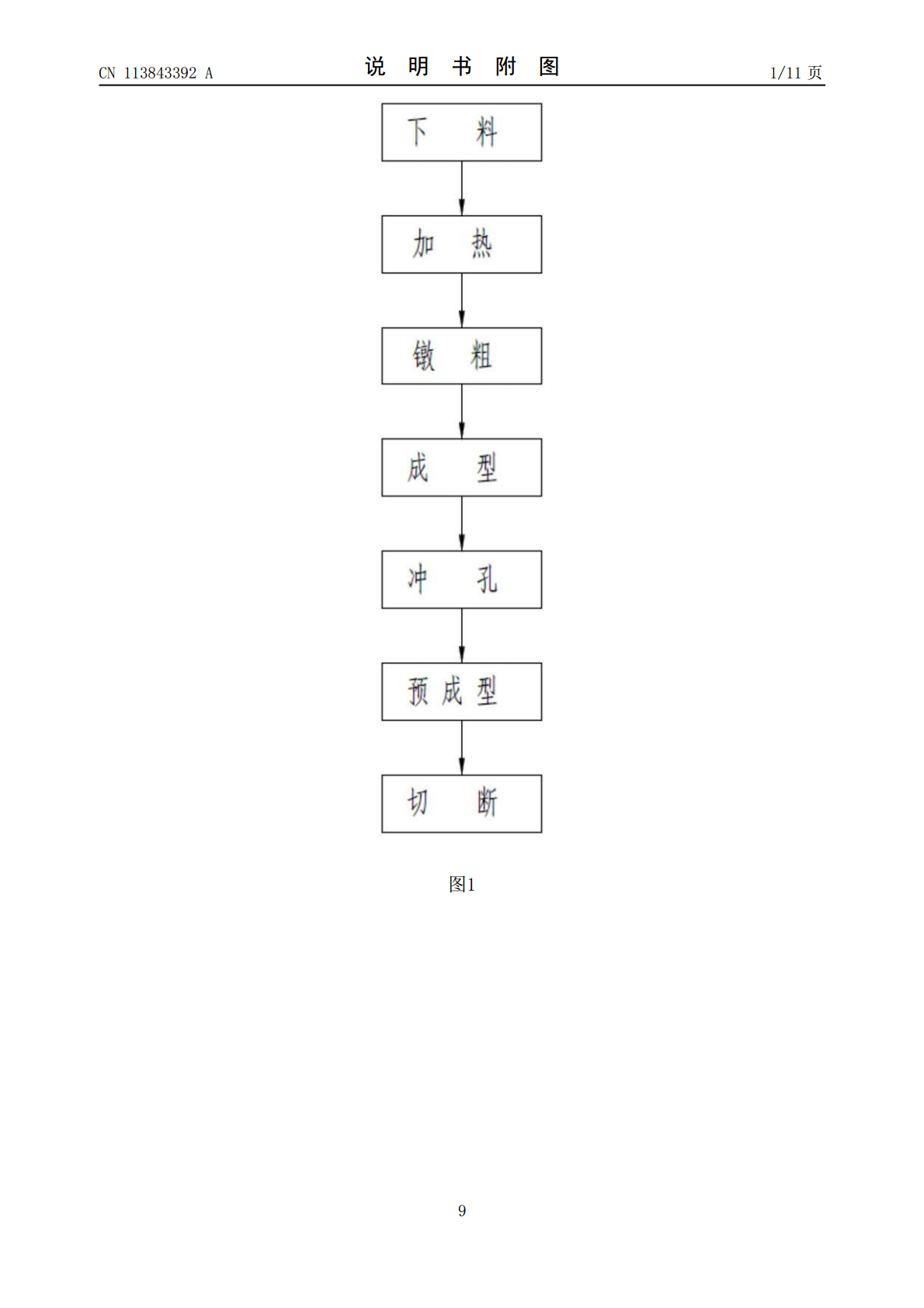
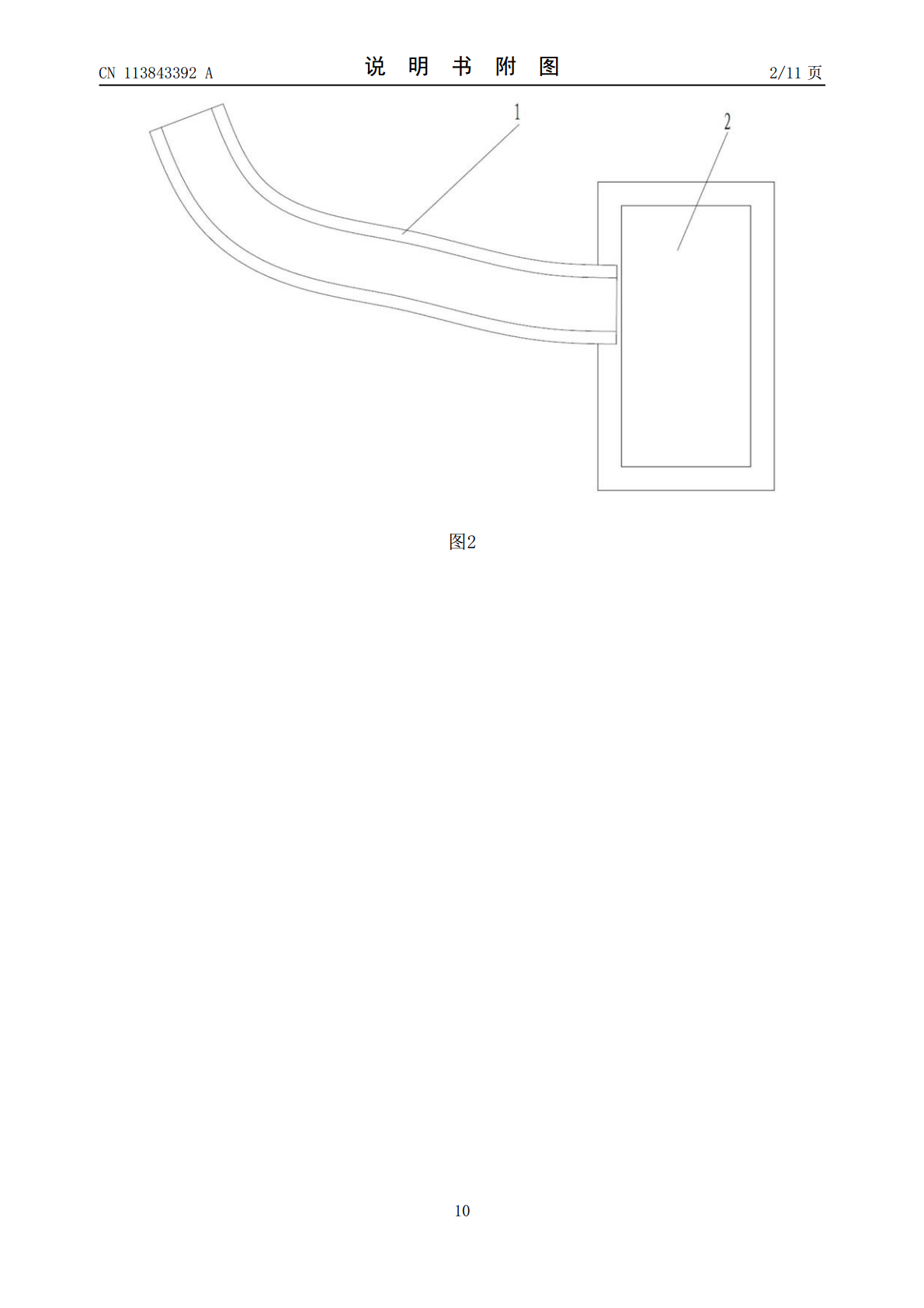
本发明公开了一种高效率的同步器齿套毛坯加工工艺,包括如下步骤:S1:下料,将长圆柱形原材料按照一定长度切成小段原材料;S2:加热,将S1中得到的小段原材料送入加热炉中进行加热;S3:镦粗,将加热后的小段原材料放置到镦粗装置上进行镦粗;S4:预成型,将镦粗后的工件放置到预成型装置上进行初步成型;S5:成型,将初步成型的工件放置到成型装置上进行成型;S6:冲孔,将成型后的工件放置到冲孔装置上进行冲孔;S7:切断,将冲孔后的工件冷却后放置在车床上进行切断,切断后同时得到两个同步器齿套毛坯。采用本工艺能一次得到两
一种齿圈毛坯的加工设备与加工工艺.pdf
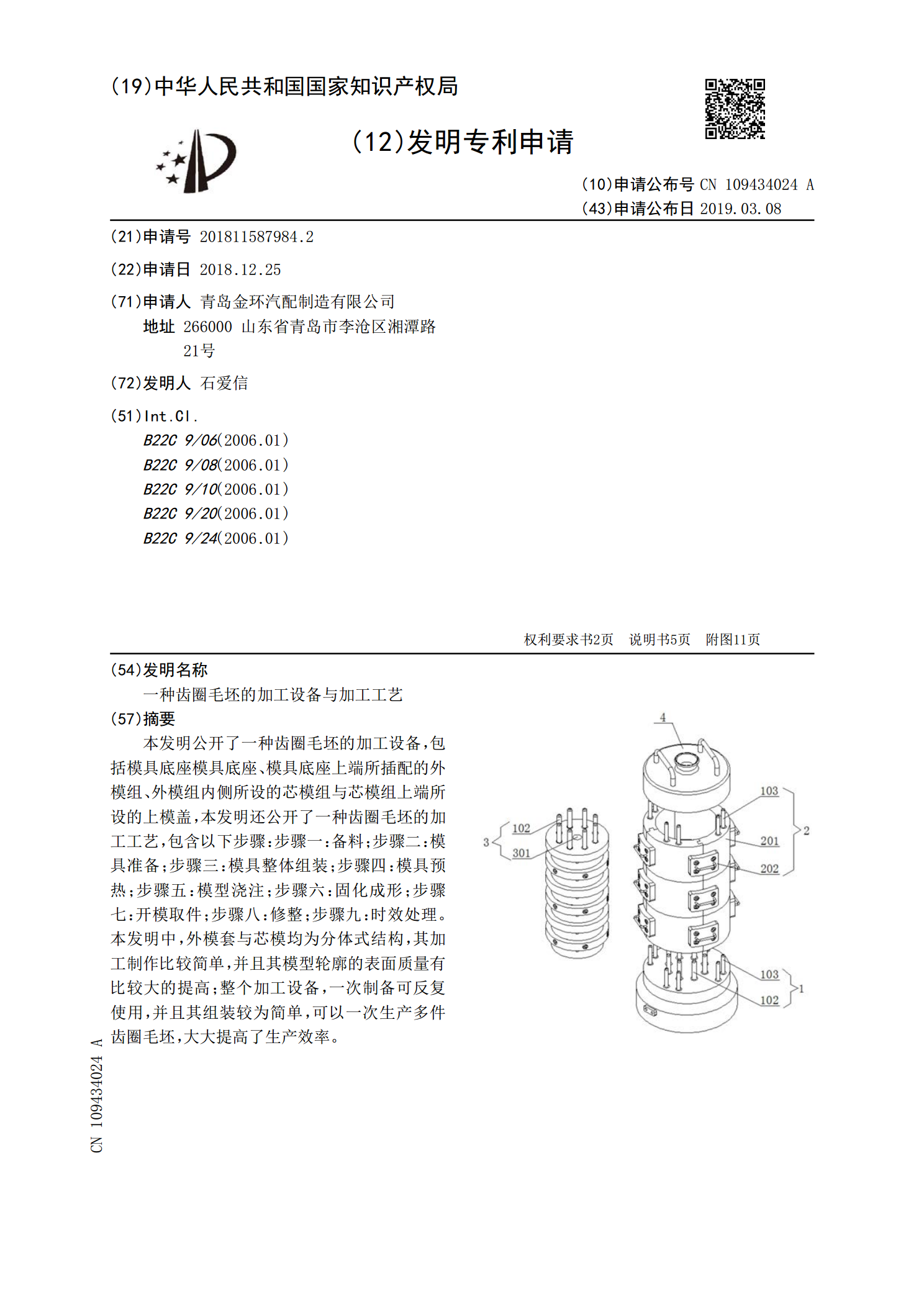
本发明公开了一种齿圈毛坯的加工设备,包括模具底座模具底座、模具底座上端所插配的外模组、外模组内侧所设的芯模组与芯模组上端所设的上模盖,本发明还公开了一种齿圈毛坯的加工工艺,包含以下步骤:步骤一:备料;步骤二:模具准备;步骤三:模具整体组装;步骤四:模具预热;步骤五:模型浇注;步骤六:固化成形;步骤七:开模取件;步骤八:修整;步骤九:时效处理。本发明中,外模套与芯模均为分体式结构,其加工制作比较简单,并且其模型轮廓的表面质量有比较大的提高;整个加工设备,一次制备可反复使用,并且其组装较为简单,可以一次生产多
一种同步器齿套的生产工艺.pdf
本发明公开一种同步器齿套的生产工艺,包括如下步骤:按尺寸下料得到坯件;将坯件送入加热炉中加热;(3)加热后的坯件放入模具,按设计要求进行热锻、冲孔、切边;(4)将锻造后的坯件进行正火处理;(5)将正火处理后的坯件在喷丸机上进行喷丸处理;(6)将坯件送入车床,粗车;(7)粗车后将坯件送入数控车床,精车,精车完成后清洗包装,完成同步器齿套的生产。采用本发明生产工艺生产的同步器齿套表面硬度HB达到165~201,晶粒度5~8级,带状组织≤2级,在齿套使用过程中,耐磨性好、强度高、硬度大,不易产生变形,满足同步器
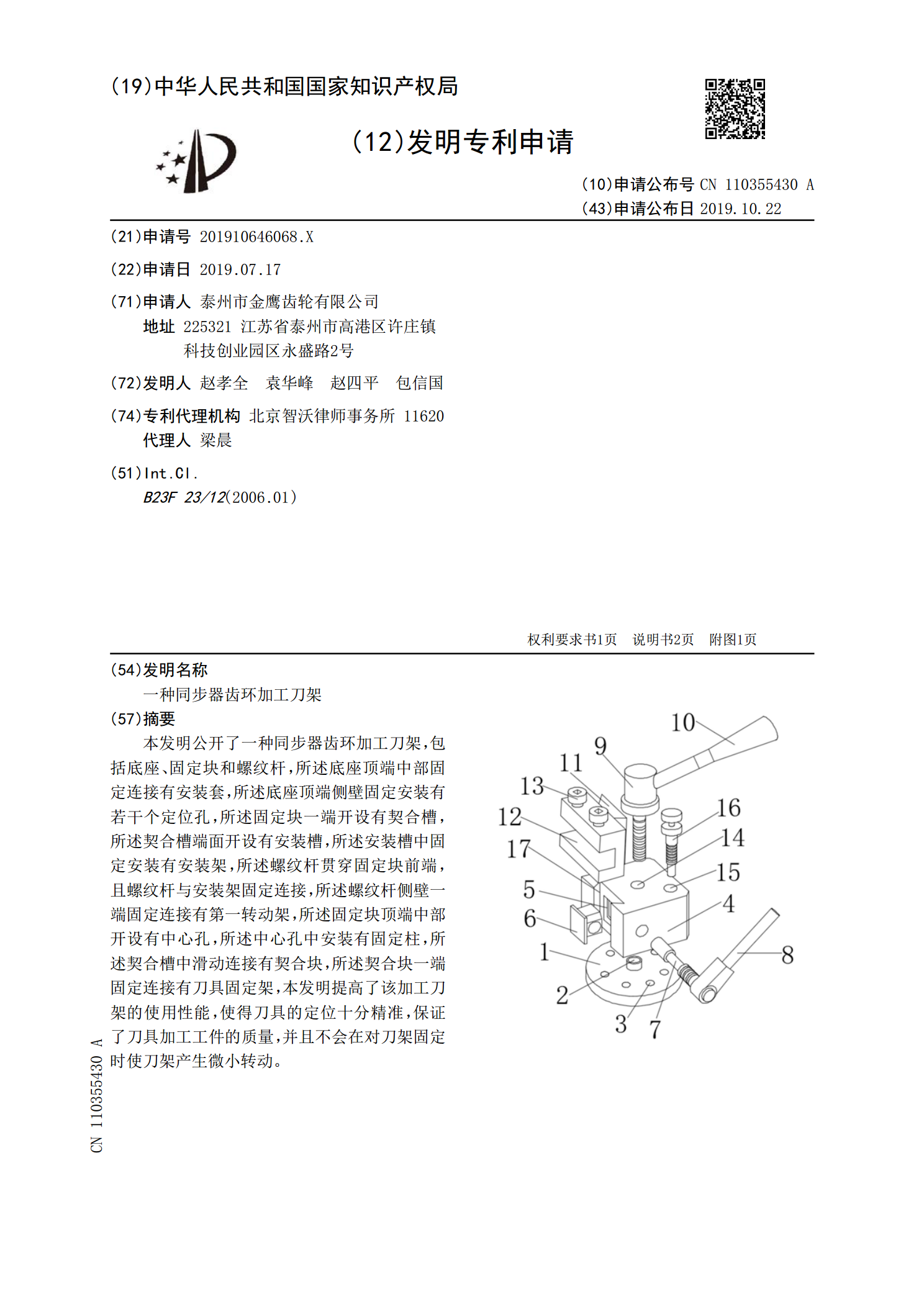
一种同步器齿环加工刀架.pdf
本发明公开了一种同步器齿环加工刀架,包括底座、固定块和螺纹杆,所述底座顶端中部固定连接有安装套,所述底座顶端侧壁固定安装有若干个定位孔,所述固定块一端开设有契合槽,所述契合槽端面开设有安装槽,所述安装槽中固定安装有安装架,所述螺纹杆贯穿固定块前端,且螺纹杆与安装架固定连接,所述螺纹杆侧壁一端固定连接有第一转动架,所述固定块顶端中部开设有中心孔,所述中心孔中安装有固定柱,所述契合槽中滑动连接有契合块,所述契合块一端固定连接有刀具固定架,本发明提高了该加工刀架的使用性能,使得刀具的定位十分精准,保证了刀具加工
同步器滑套和齿座套淬工艺.pdf
本发明公开了一种同步器滑套和齿座套淬工艺,包括以下步骤:a、将齿座与滑套配套组装;b、将装配好的齿座和滑套预热至500℃±10℃,并保温30min;c、将预热好的齿座和滑套装入加热炉加热至880℃±10℃,并保温20min;d、将加热后的齿座和滑套在淬火介质中淬火;e、将淬火后齿座和滑套放入回火炉,在回火温度为180℃±10℃状态下回火90min。本发明同步器滑套和齿座套淬工艺,将装配好的齿座和齿套进行整体淬火,消除了淬火后的齿座和齿套不能组装的问题,提高了产品合格率;同时齿座和齿套同时进行淬火,淬火效率