
一种同步器齿套的生产工艺.pdf

努力****骞北

1/5
2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种同步器齿套的生产工艺.pdf
本发明公开一种同步器齿套的生产工艺,包括如下步骤:按尺寸下料得到坯件;将坯件送入加热炉中加热;(3)加热后的坯件放入模具,按设计要求进行热锻、冲孔、切边;(4)将锻造后的坯件进行正火处理;(5)将正火处理后的坯件在喷丸机上进行喷丸处理;(6)将坯件送入车床,粗车;(7)粗车后将坯件送入数控车床,精车,精车完成后清洗包装,完成同步器齿套的生产。采用本发明生产工艺生产的同步器齿套表面硬度HB达到165~201,晶粒度5~8级,带状组织≤2级,在齿套使用过程中,耐磨性好、强度高、硬度大,不易产生变形,满足同步器
一种同步器内齿齿顶部涂油装置.pdf
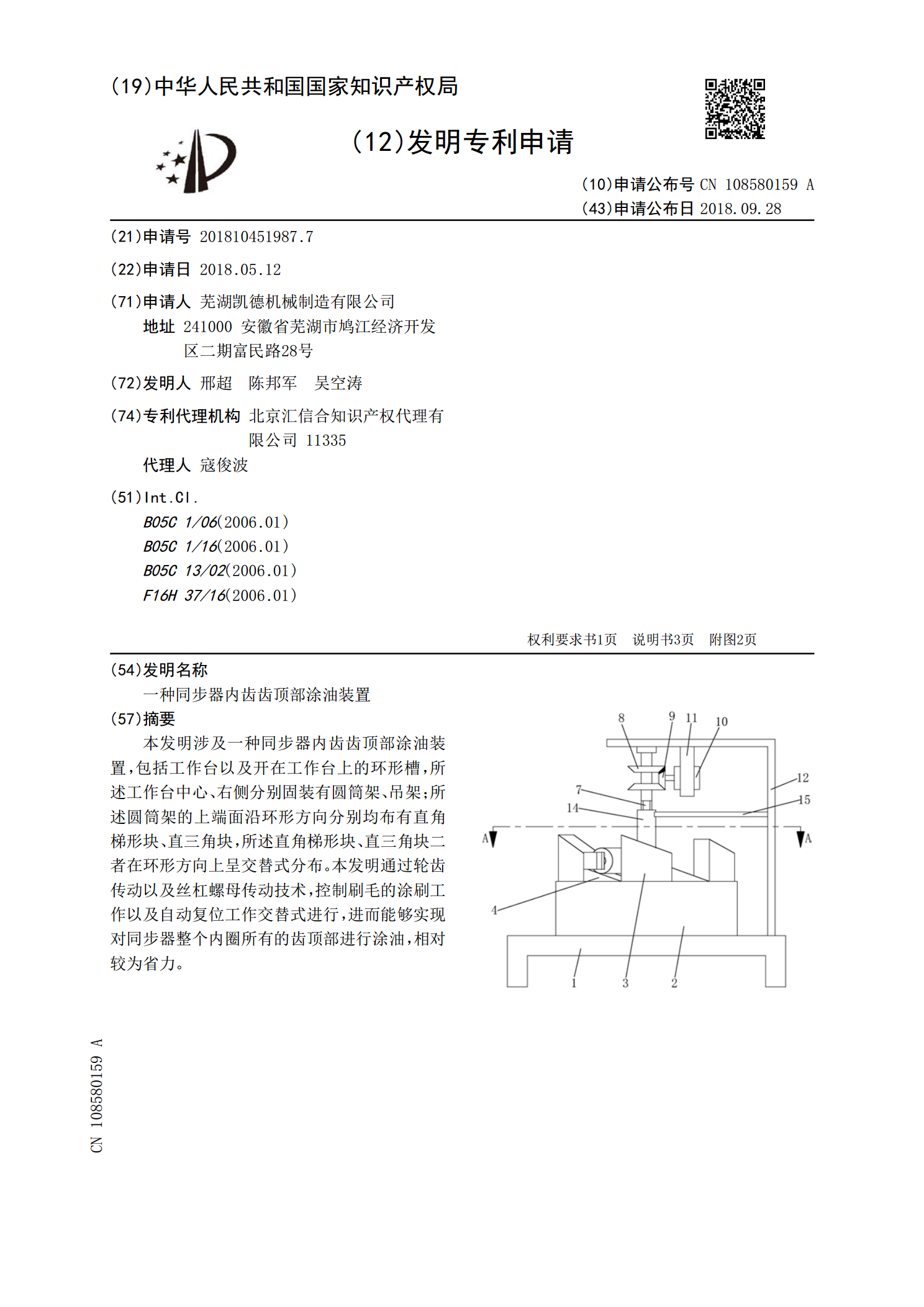
本发明涉及一种同步器内齿齿顶部涂油装置,包括工作台以及开在工作台上的环形槽,所述工作台中心、右侧分别固装有圆筒架、吊架;所述圆筒架的上端面沿环形方向分别均布有直角梯形块、直三角块,所述直角梯形块、直三角块二者在环形方向上呈交替式分布。本发明通过轮齿传动以及丝杠螺母传动技术,控制刷毛的涂刷工作以及自动复位工作交替式进行,进而能够实现对同步器整个内圈所有的齿顶部进行涂油,相对较为省力。
一种高性能汽车同步器齿环新型粉末冶金生产工艺.pdf
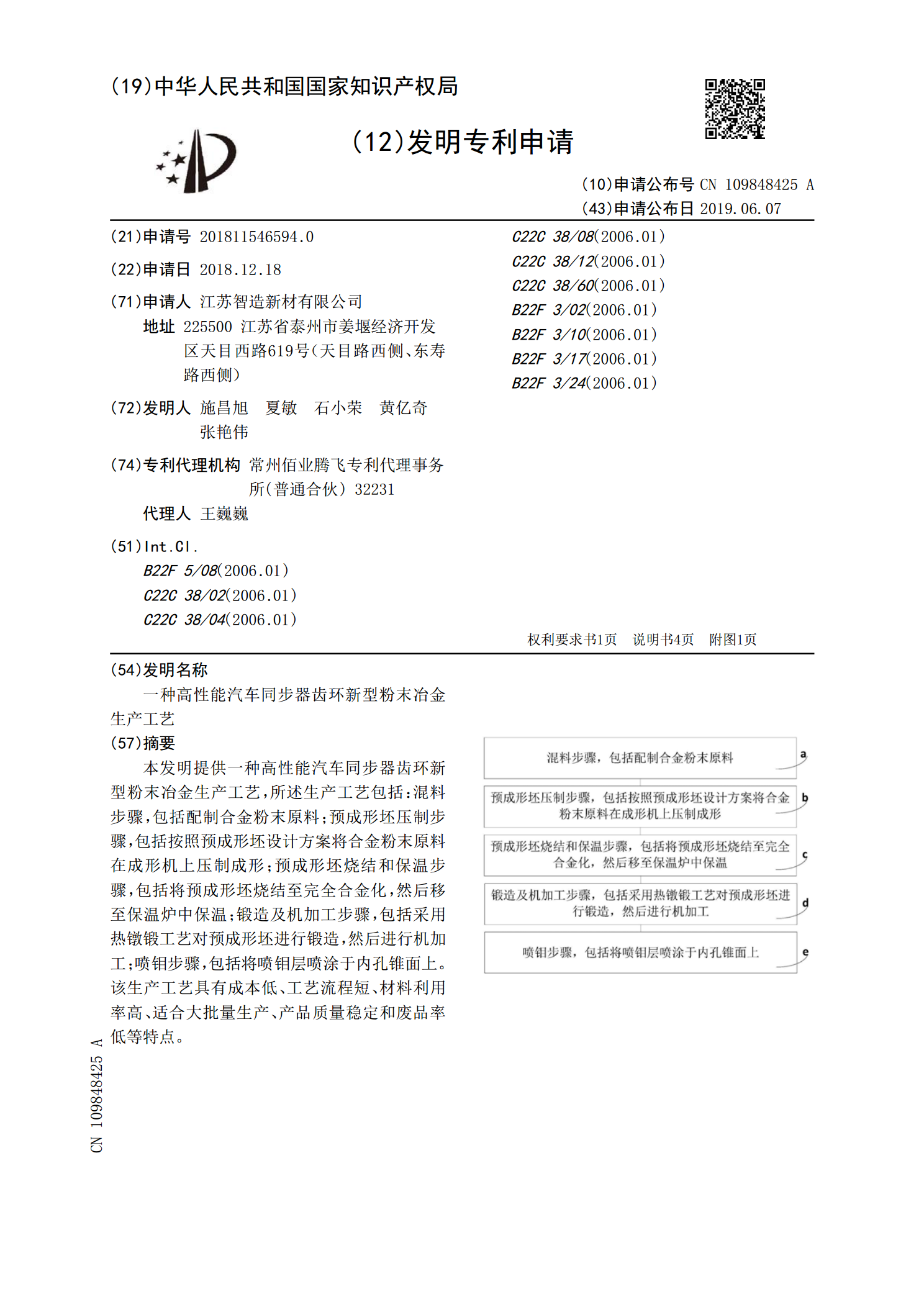
本发明提供一种高性能汽车同步器齿环新型粉末冶金生产工艺,所述生产工艺包括:混料步骤,包括配制合金粉末原料;预成形坯压制步骤,包括按照预成形坯设计方案将合金粉末原料在成形机上压制成形;预成形坯烧结和保温步骤,包括将预成形坯烧结至完全合金化,然后移至保温炉中保温;锻造及机加工步骤,包括采用热镦锻工艺对预成形坯进行锻造,然后进行机加工;喷钼步骤,包括将喷钼层喷涂于内孔锥面上。该生产工艺具有成本低、工艺流程短、材料利用率高、适合大批量生产、产品质量稳定和废品率低等特点。
同步器滑套和齿座套淬工艺.pdf
本发明公开了一种同步器滑套和齿座套淬工艺,包括以下步骤:a、将齿座与滑套配套组装;b、将装配好的齿座和滑套预热至500℃±10℃,并保温30min;c、将预热好的齿座和滑套装入加热炉加热至880℃±10℃,并保温20min;d、将加热后的齿座和滑套在淬火介质中淬火;e、将淬火后齿座和滑套放入回火炉,在回火温度为180℃±10℃状态下回火90min。本发明同步器滑套和齿座套淬工艺,将装配好的齿座和齿套进行整体淬火,消除了淬火后的齿座和齿套不能组装的问题,提高了产品合格率;同时齿座和齿套同时进行淬火,淬火效率
一种同步器齿环加工刀架.pdf
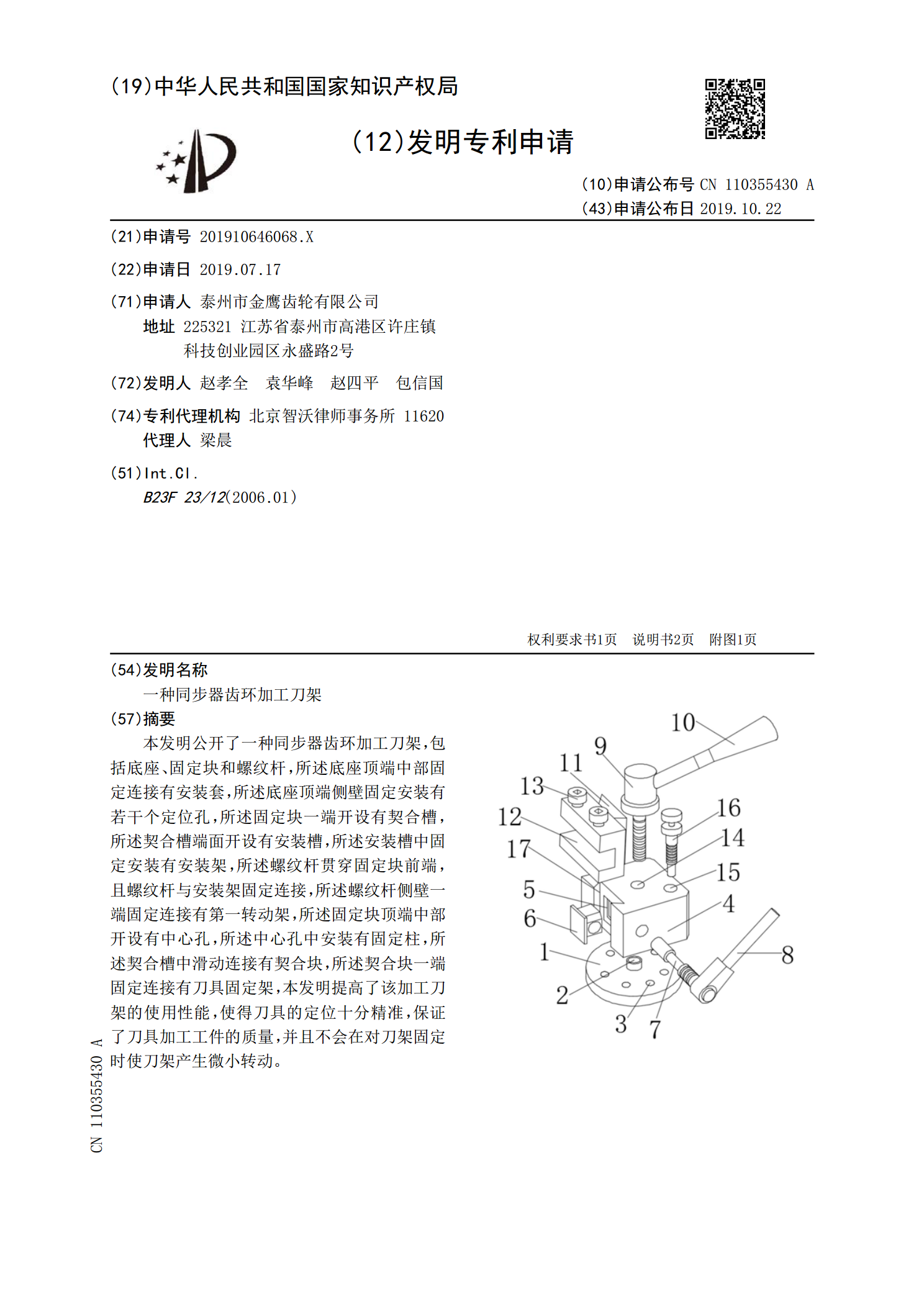
本发明公开了一种同步器齿环加工刀架,包括底座、固定块和螺纹杆,所述底座顶端中部固定连接有安装套,所述底座顶端侧壁固定安装有若干个定位孔,所述固定块一端开设有契合槽,所述契合槽端面开设有安装槽,所述安装槽中固定安装有安装架,所述螺纹杆贯穿固定块前端,且螺纹杆与安装架固定连接,所述螺纹杆侧壁一端固定连接有第一转动架,所述固定块顶端中部开设有中心孔,所述中心孔中安装有固定柱,所述契合槽中滑动连接有契合块,所述契合块一端固定连接有刀具固定架,本发明提高了该加工刀架的使用性能,使得刀具的定位十分精准,保证了刀具加工