
同步器滑套和齿座套淬工艺.pdf

雨巷****可歆


1/4
2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
同步器滑套和齿座套淬工艺.pdf
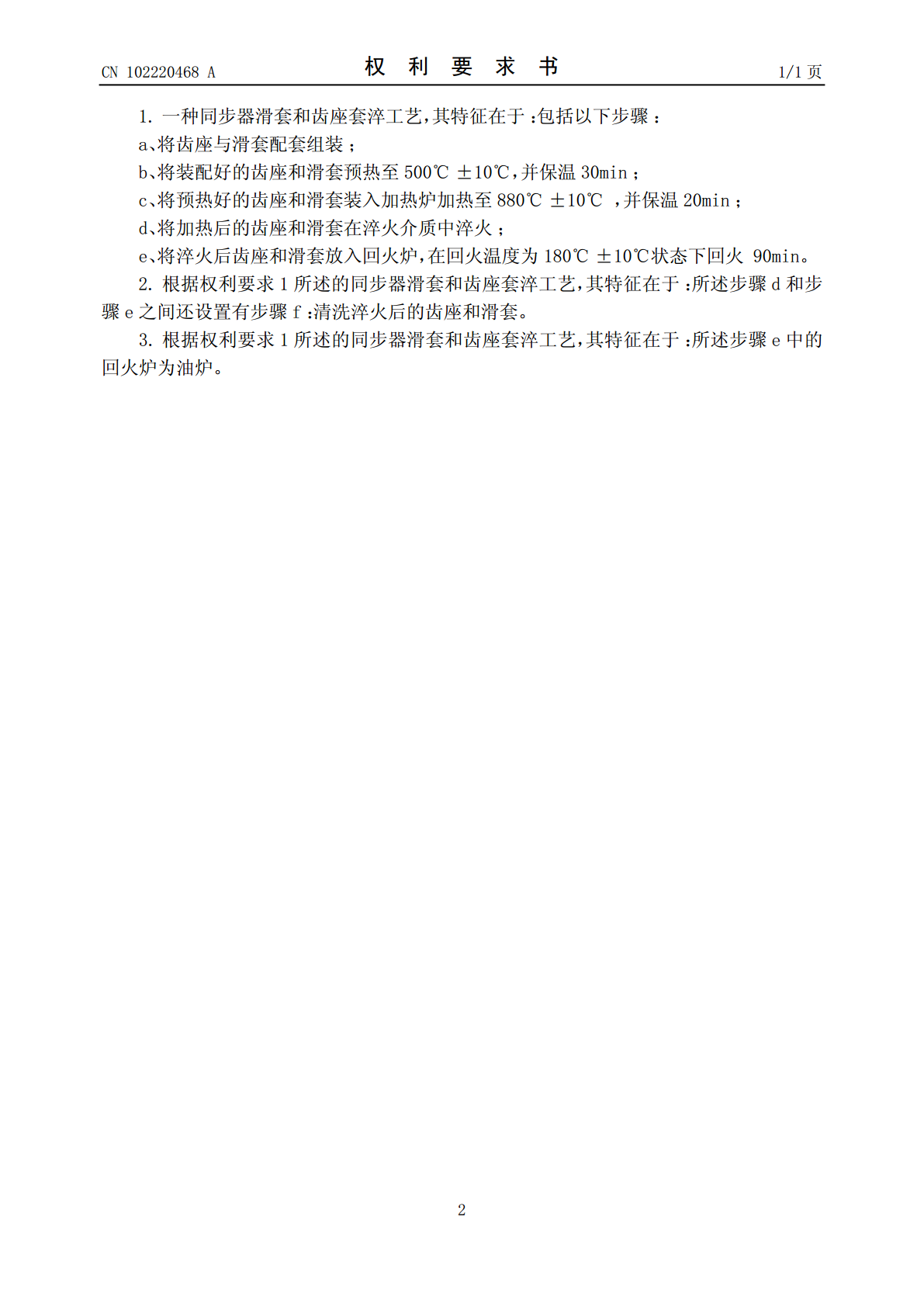
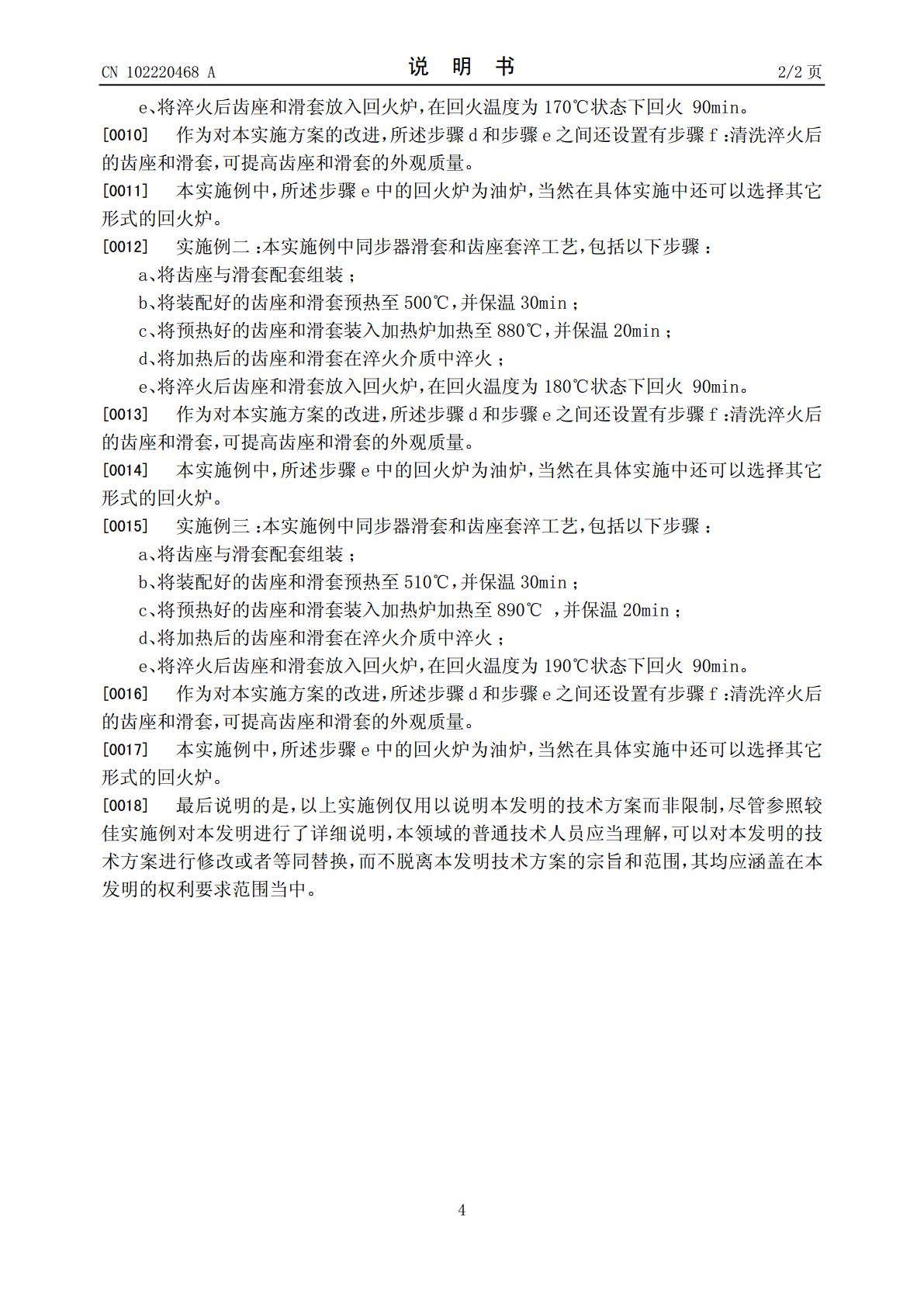
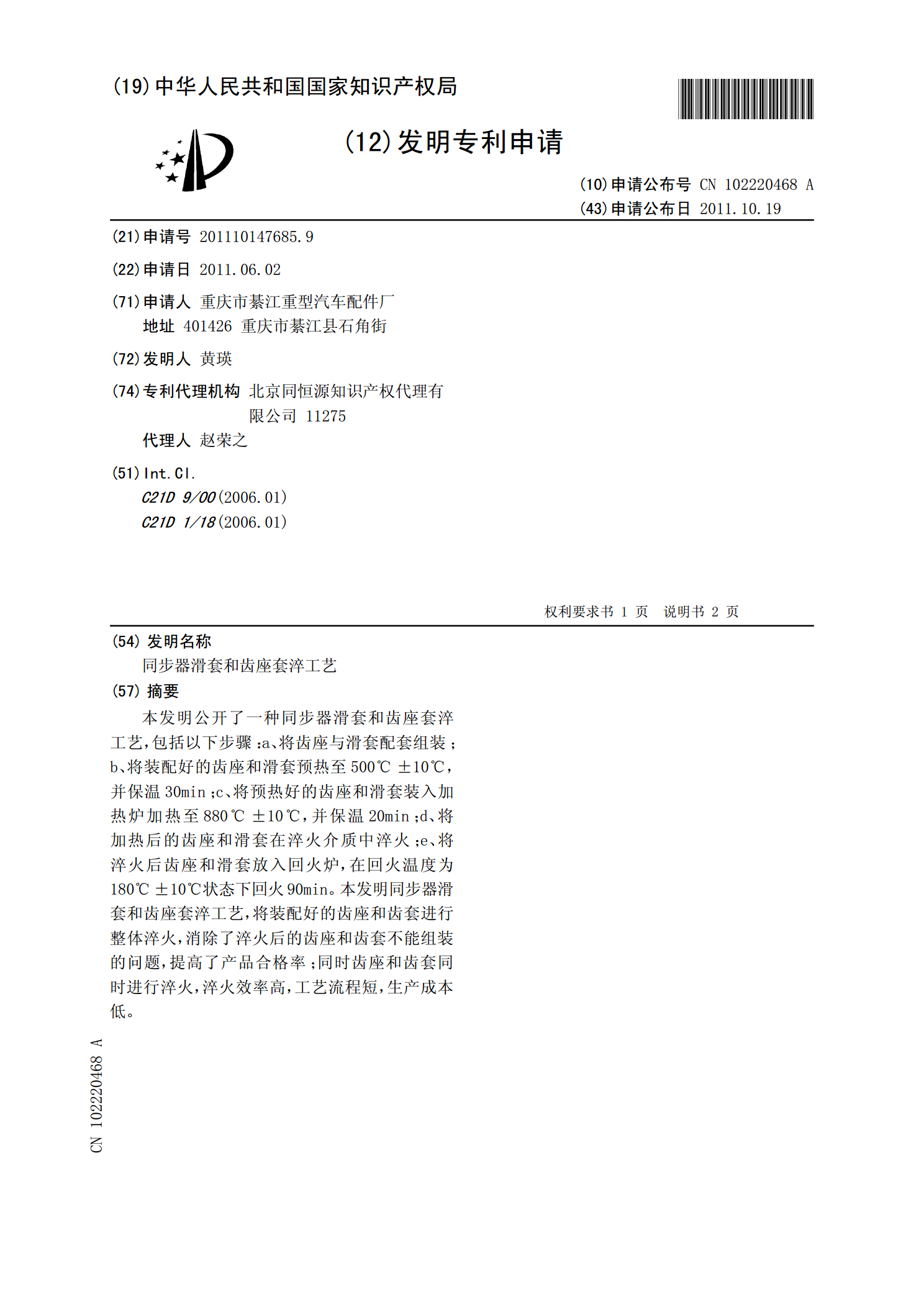
本发明公开了一种同步器滑套和齿座套淬工艺,包括以下步骤:a、将齿座与滑套配套组装;b、将装配好的齿座和滑套预热至500℃±10℃,并保温30min;c、将预热好的齿座和滑套装入加热炉加热至880℃±10℃,并保温20min;d、将加热后的齿座和滑套在淬火介质中淬火;e、将淬火后齿座和滑套放入回火炉,在回火温度为180℃±10℃状态下回火90min。本发明同步器滑套和齿座套淬工艺,将装配好的齿座和齿套进行整体淬火,消除了淬火后的齿座和齿套不能组装的问题,提高了产品合格率;同时齿座和齿套同时进行淬火,淬火效率

斜齿同步器齿套的成形工艺.docx
斜齿同步器齿套的成形工艺斜齿同步器是一种常用于传动装置中的齿轮装置,其通过斜齿齿套来实现齿轮之间的同步传动。斜齿同步器具有传动效率高、工作平稳、噪音小等优点,在汽车、机械、船舶等领域有着广泛的应用。本文将探讨斜齿同步器齿套的成形工艺,分析其工艺流程、关键参数以及工艺改进等内容。一、斜齿同步器齿套的工艺流程斜齿同步器齿套的成形工艺流程一般包括模具设计、原料选择、预制工艺、成形工艺和后处理等步骤。1.模具设计:模具设计是齿套成形过程中的关键环节,直接影响着成品的质量和生产效率。模具设计包括齿套凸模和凹模的构型
一种同步器齿套的生产工艺.pdf
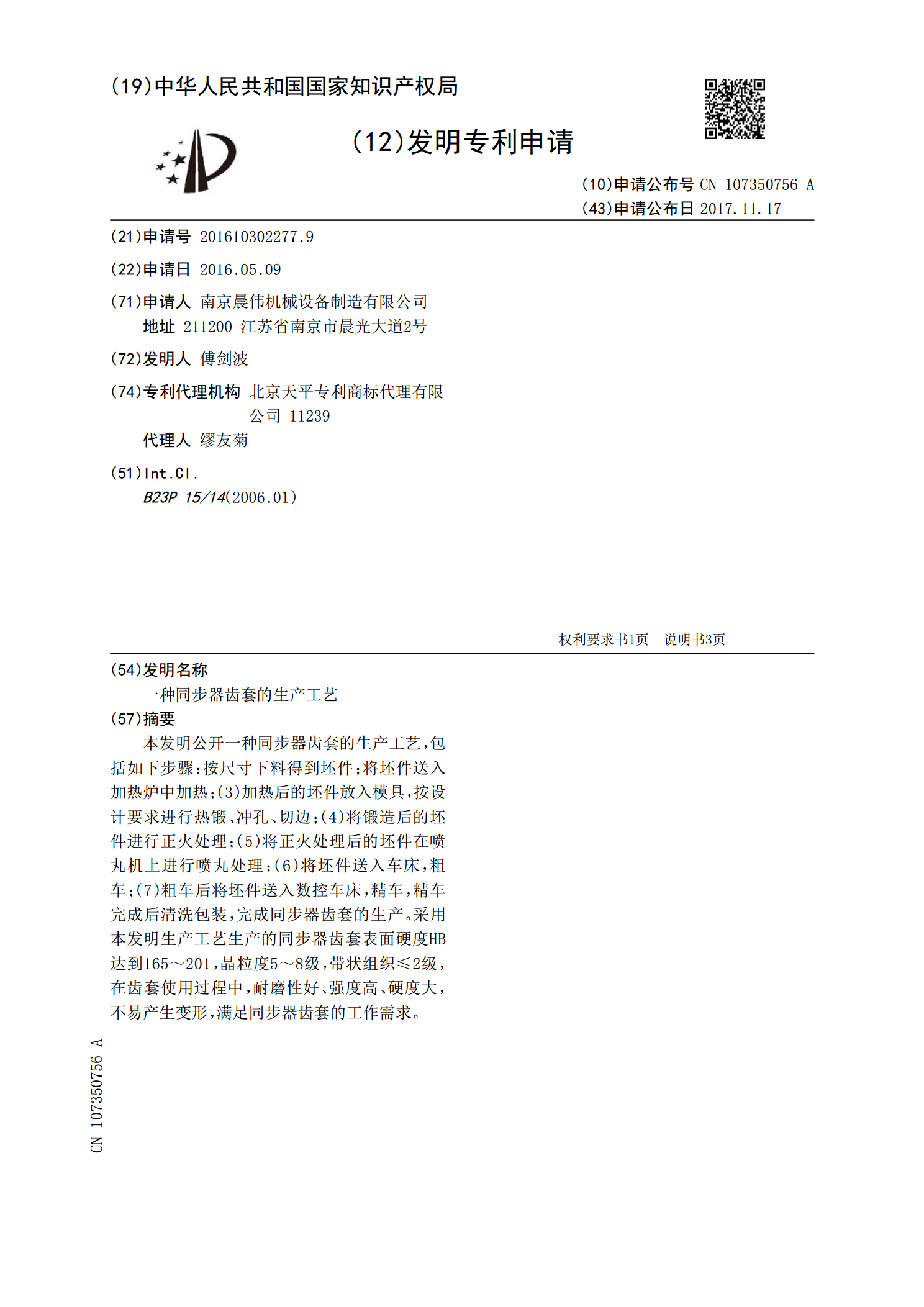
本发明公开一种同步器齿套的生产工艺,包括如下步骤:按尺寸下料得到坯件;将坯件送入加热炉中加热;(3)加热后的坯件放入模具,按设计要求进行热锻、冲孔、切边;(4)将锻造后的坯件进行正火处理;(5)将正火处理后的坯件在喷丸机上进行喷丸处理;(6)将坯件送入车床,粗车;(7)粗车后将坯件送入数控车床,精车,精车完成后清洗包装,完成同步器齿套的生产。采用本发明生产工艺生产的同步器齿套表面硬度HB达到165~201,晶粒度5~8级,带状组织≤2级,在齿套使用过程中,耐磨性好、强度高、硬度大,不易产生变形,满足同步器

同步器倒锥齿加工工艺分析.docx
同步器倒锥齿加工工艺分析同步器倒锥齿是一种在汽车变速器中常用的关键零部件,其主要作用是传递动力并使车辆顺畅运行。同步器倒锥齿的加工工艺对其质量和稳定性至关重要,因此科学合理的加工工艺对于车辆的性能和寿命等方面具有重要影响。同步器倒锥齿加工过程主要包括车削、滚齿和磨齿三个步骤。其中车削是接下来滚齿和磨齿过程的基础,车削完成后,接下来缺口形凹槽和倒锥面都是用滚刀来完成的。最后的磨削过程是对表面进行处理和修整,然后进行检测和清洗,将同步器倒锥齿进行喷涂和防锈处理。在同步器倒锥齿加工的过程中,车削工序是最关键的一

一种高效率的同步器齿套毛坯加工工艺.pdf
本发明公开了一种高效率的同步器齿套毛坯加工工艺,包括如下步骤:S1:下料,将长圆柱形原材料按照一定长度切成小段原材料;S2:加热,将S1中得到的小段原材料送入加热炉中进行加热;S3:镦粗,将加热后的小段原材料放置到镦粗装置上进行镦粗;S4:预成型,将镦粗后的工件放置到预成型装置上进行初步成型;S5:成型,将初步成型的工件放置到成型装置上进行成型;S6:冲孔,将成型后的工件放置到冲孔装置上进行冲孔;S7:切断,将冲孔后的工件冷却后放置在车床上进行切断,切断后同时得到两个同步器齿套毛坯。采用本工艺能一次得到两