
一种齿圈毛坯的加工设备与加工工艺.pdf

一只****iu


1/10
2/10

3/10
4/10
5/10
6/10

7/10

8/10
9/10

10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种齿圈毛坯的加工设备与加工工艺.pdf
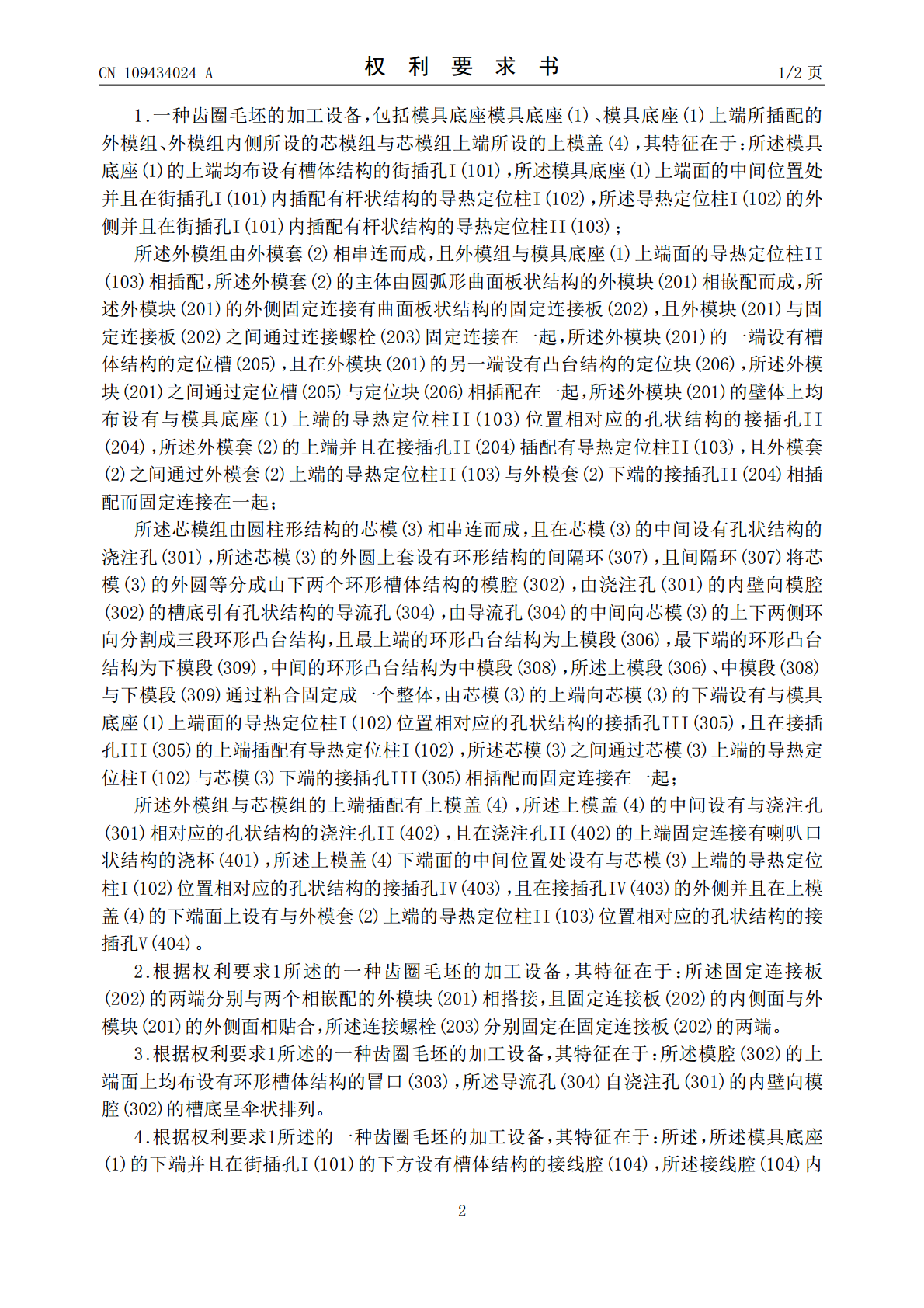
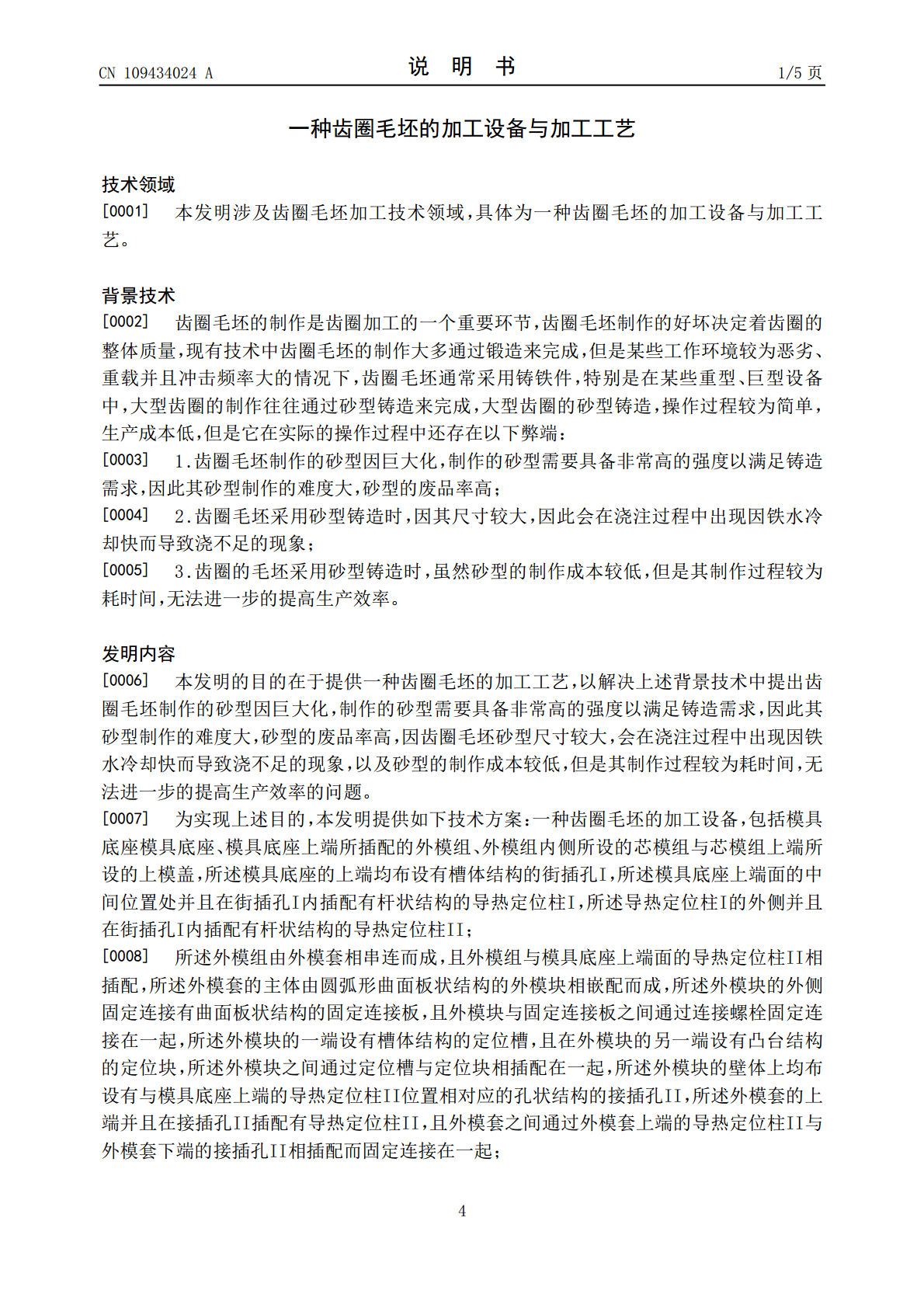
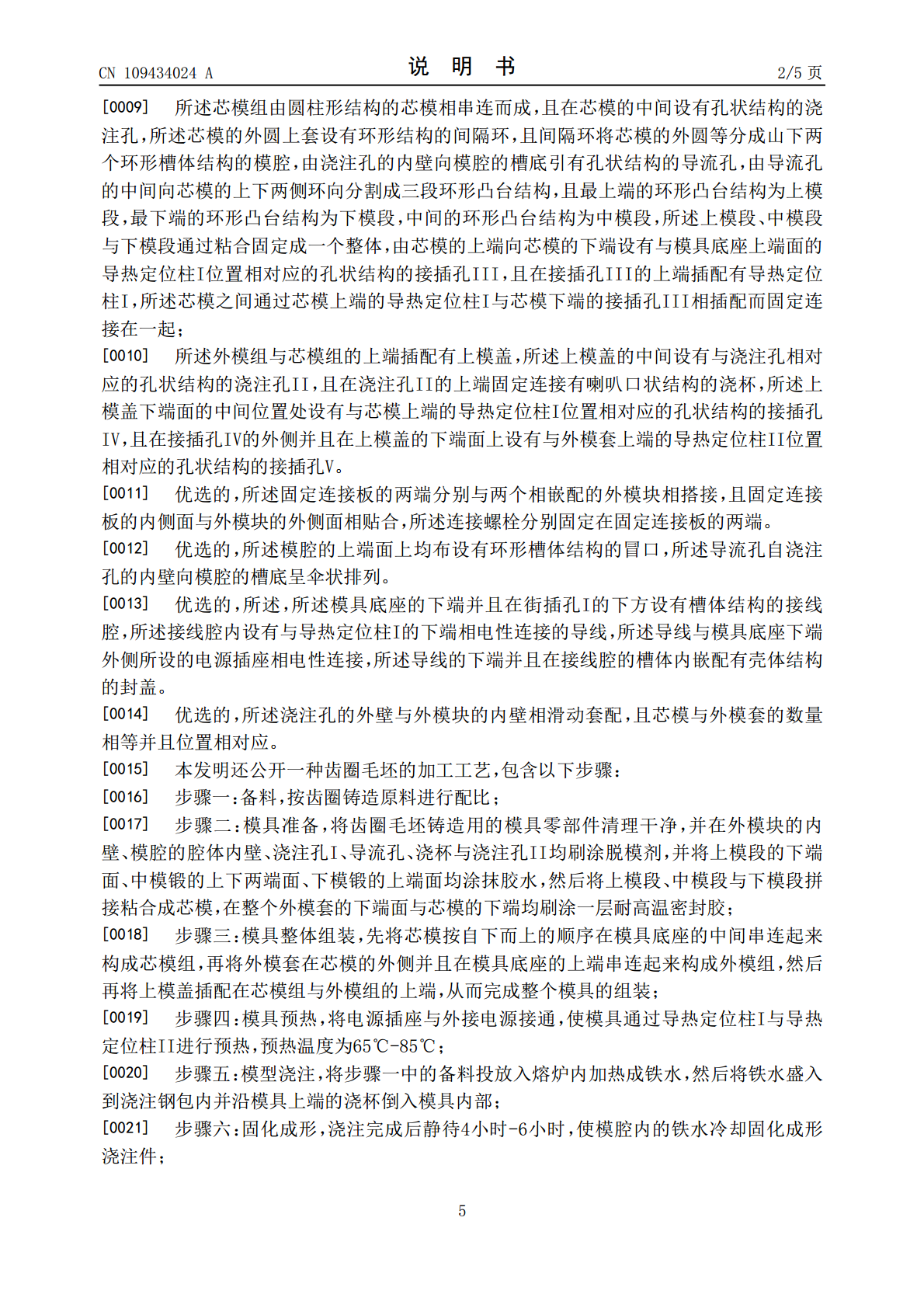
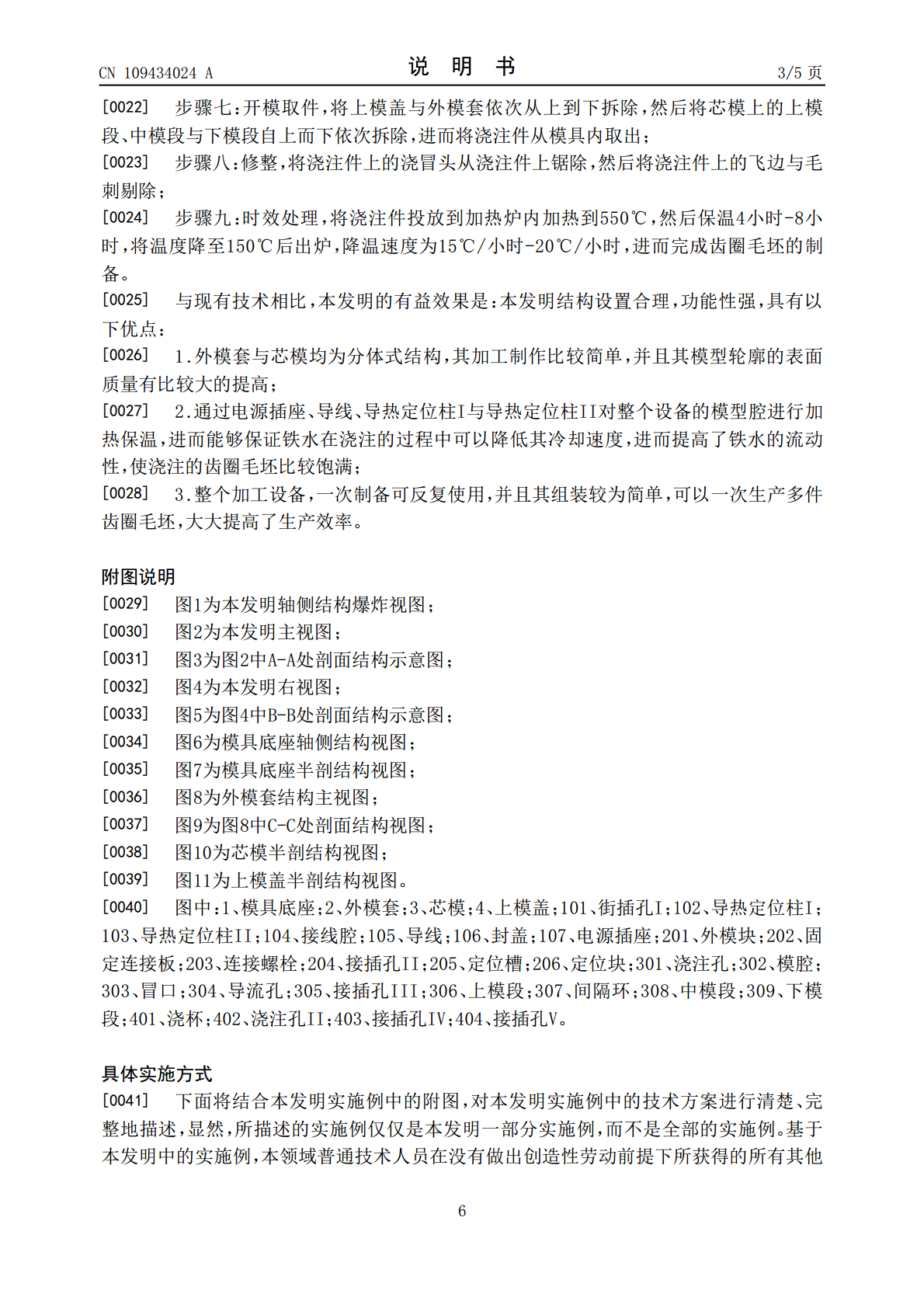
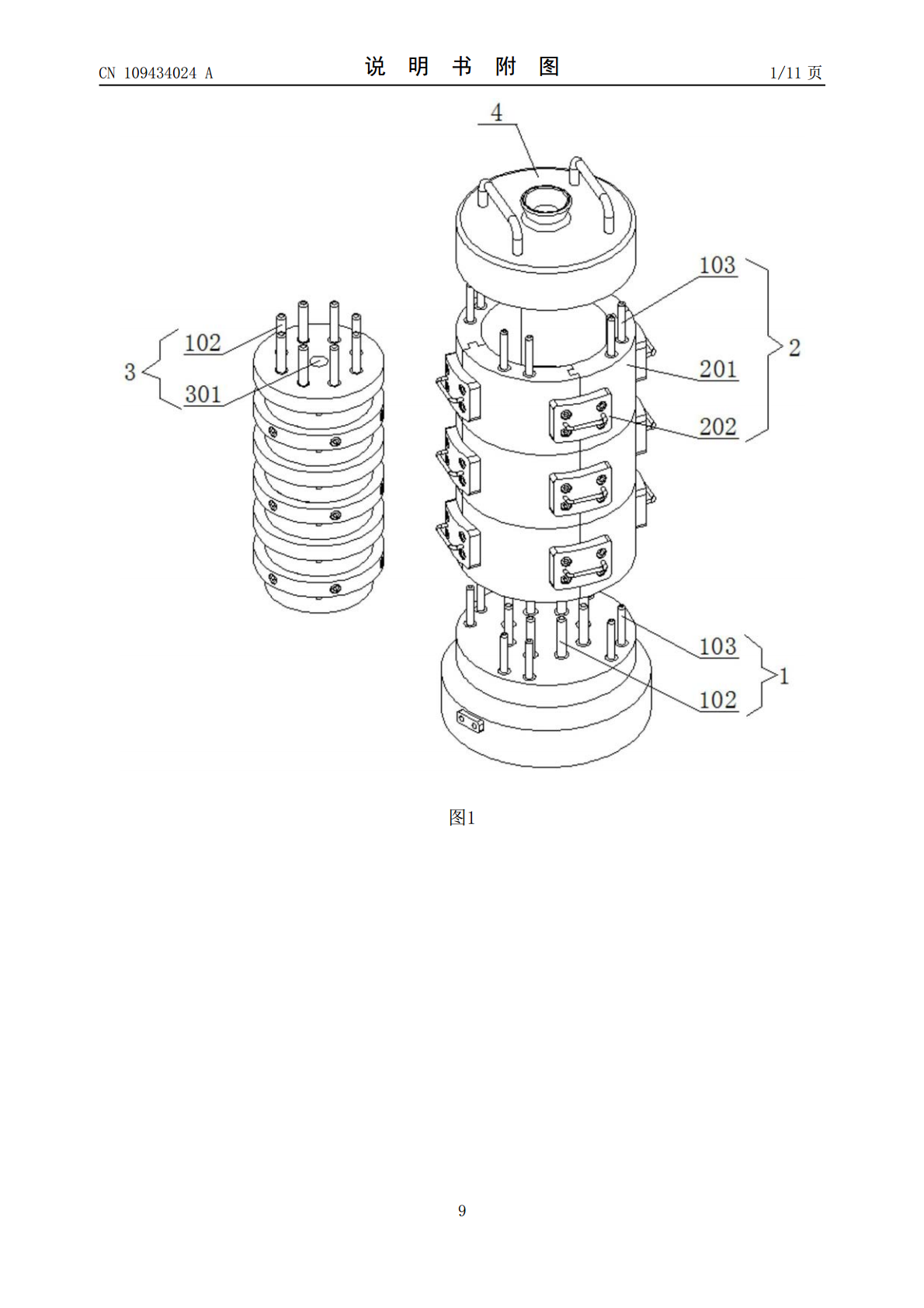
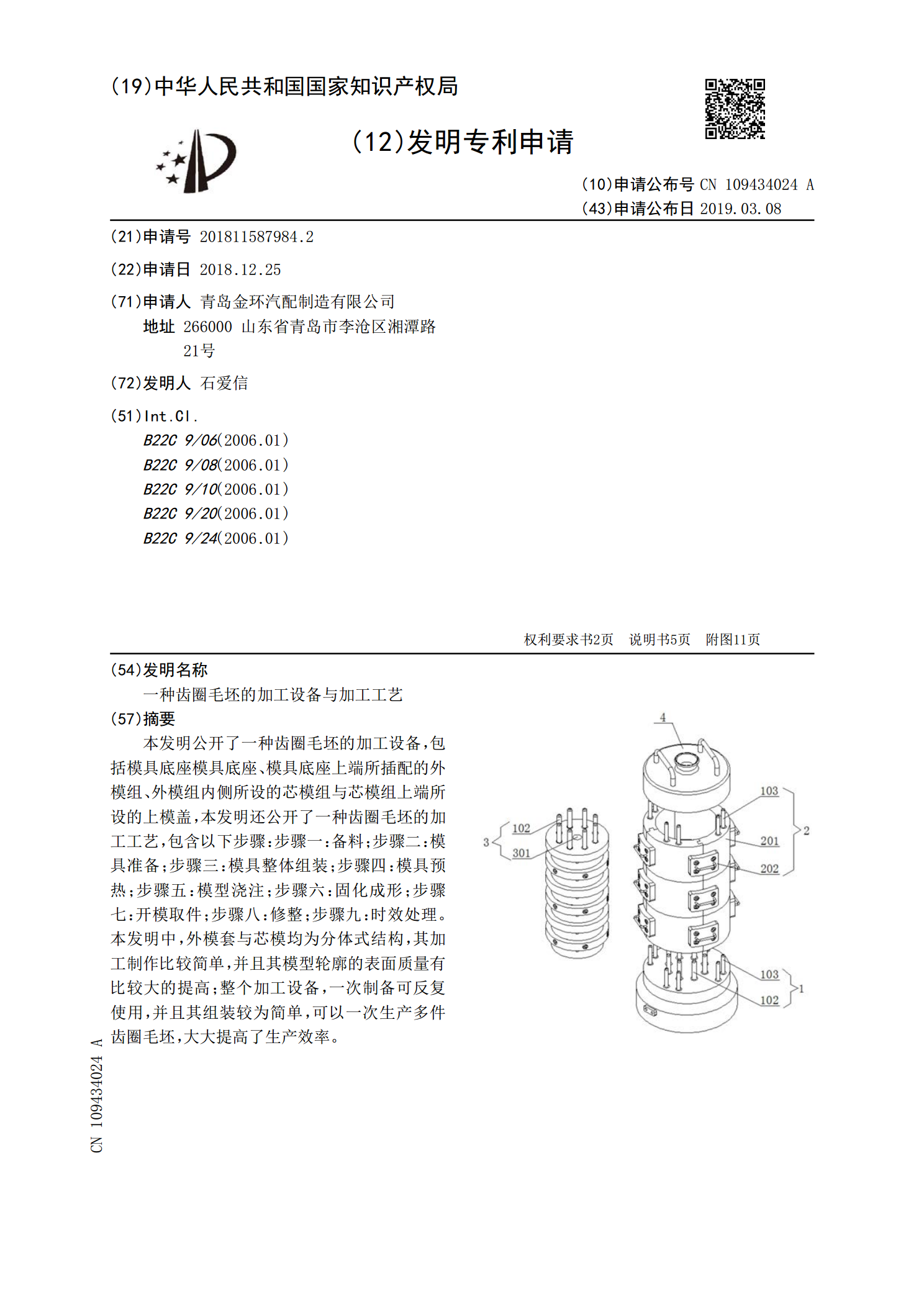
本发明公开了一种齿圈毛坯的加工设备,包括模具底座模具底座、模具底座上端所插配的外模组、外模组内侧所设的芯模组与芯模组上端所设的上模盖,本发明还公开了一种齿圈毛坯的加工工艺,包含以下步骤:步骤一:备料;步骤二:模具准备;步骤三:模具整体组装;步骤四:模具预热;步骤五:模型浇注;步骤六:固化成形;步骤七:开模取件;步骤八:修整;步骤九:时效处理。本发明中,外模套与芯模均为分体式结构,其加工制作比较简单,并且其模型轮廓的表面质量有比较大的提高;整个加工设备,一次制备可反复使用,并且其组装较为简单,可以一次生产多
一种齿圈机加工工艺.pdf
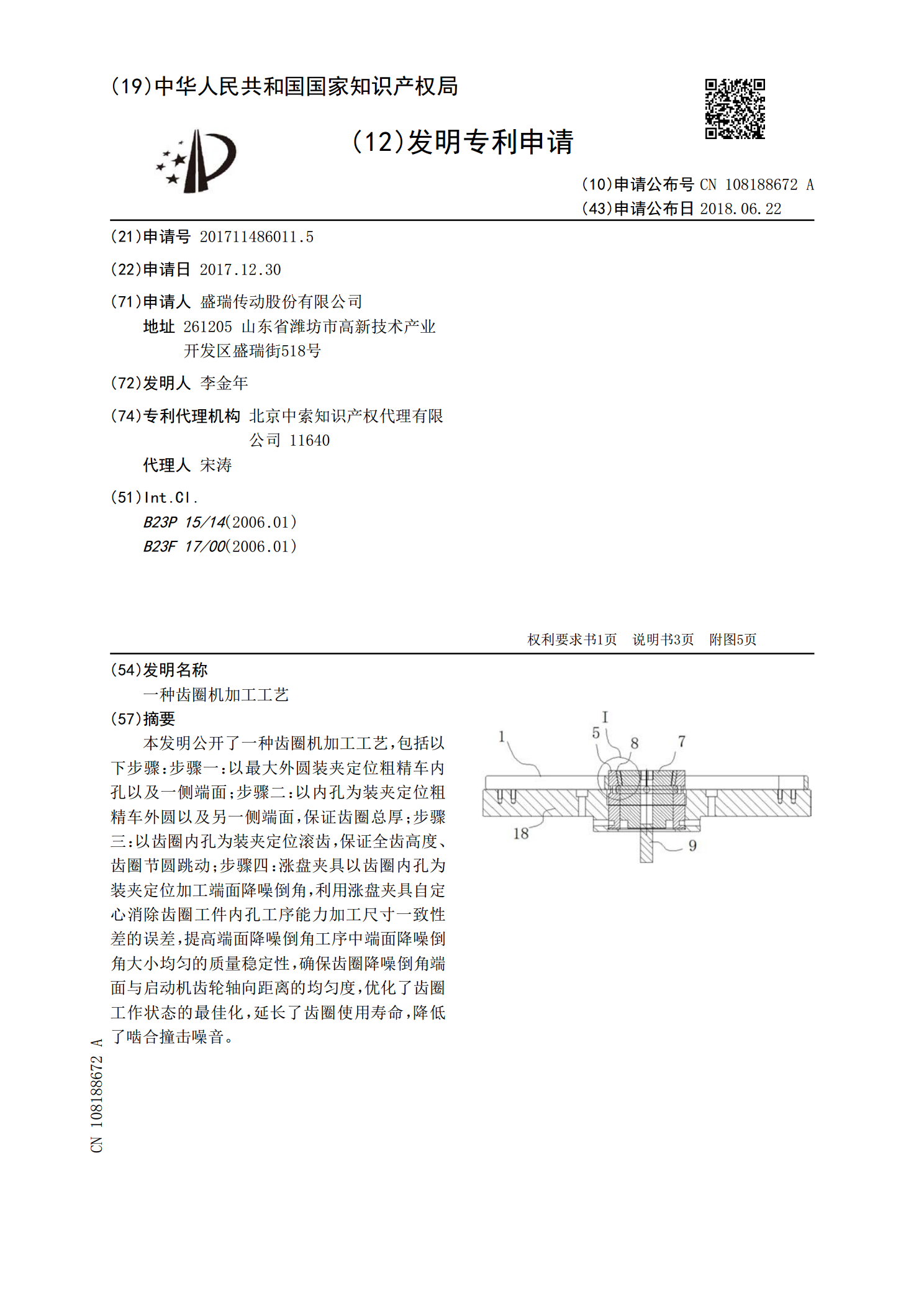
本发明公开了一种齿圈机加工工艺,包括以下步骤:步骤一:以最大外圆装夹定位粗精车内孔以及一侧端面;步骤二:以内孔为装夹定位粗精车外圆以及另一侧端面,保证齿圈总厚;步骤三:以齿圈内孔为装夹定位滚齿,保证全齿高度、齿圈节圆跳动;步骤四:涨盘夹具以齿圈内孔为装夹定位加工端面降噪倒角,利用涨盘夹具自定心消除齿圈工件内孔工序能力加工尺寸一致性差的误差,提高端面降噪倒角工序中端面降噪倒角大小均匀的质量稳定性,确保齿圈降噪倒角端面与启动机齿轮轴向距离的均匀度,优化了齿圈工作状态的最佳化,延长了齿圈使用寿命,降低了啮合撞击
一种齿圈的加工工艺.pdf
本发明公开了一种齿圈的加工工艺,包括如下步骤:(1)落料;(2)卷圆:将45#圆钢料送入毛坯成型机的圆模内卷圆,切断,然后在圆钢圆圈的结合处焊接,并修整毛刺;(3)锻压:将卷圆成型的毛坯加热至900℃~1200℃,然后进行锻压成型;(4)粗、精加工;(5)滚齿:用滚齿机加工,使加工后的齿形尺寸符合设计要求;(6)高频淬火:使用固态高频感应淬火炉进行900℃~1000℃的高温淬火;(7)整形;(8)回火:将整形后的齿圈进行600℃下的回火处理,保温2h,自然冷却;(9)后处理。相比传统的冷拔方式备料,采用4
一种齿圈的加工工艺.pdf
本发明公开了一种齿圈的加工工艺,包括如下步骤:(1)落料;(2)卷圆:将45#圆钢料送入毛坯成型机的圆模内卷圆,切断,然后在圆钢圆圈的结合处焊接,并修整毛刺;(3)锻压:将卷圆成型的毛坯加热至900℃~1200℃,然后进行锻压成型;(4)粗、精加工;(5)滚齿:用滚齿机加工,使加工后的齿形尺寸符合设计要求;(6)高频淬火:使用固态高频感应淬火炉进行900℃~1000℃的高温淬火;(7)整形;(8)回火:将整形后的齿圈进行600℃下的回火处理,保温2h,自然冷却;(9)后处理。相比传统的冷拔方式备料,采用4
一种齿圈的加工工艺.pdf
本发明公开了一种齿圈的加工工艺,包括如下步骤:(1)落料;(2)卷圆:将45#圆钢料送入毛坯成型机的圆模内卷圆,切断,然后在圆钢圆圈的结合处焊接,并修整毛刺;(3)锻压:将卷圆成型的毛坯加热至900℃~1200℃,然后进行锻压成型;(4)粗、精加工;(5)滚齿:用滚齿机加工,使加工后的齿形尺寸符合设计要求;(6)高频淬火:使用固态高频感应淬火炉进行900℃~1000℃的高温淬火;(7)整形;(8)回火:将整形后的齿圈进行600℃下的回火处理,保温2h,自然冷却;(9)后处理。相比传统的冷拔方式备料,采用4