
一种人工石墨膜卷材的生产冶具及利用其生产人工石墨膜卷材的工艺.pdf

雨巷****怡轩


1/10
2/10

3/10

4/10

5/10
6/10
7/10

8/10
9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种人工石墨膜卷材的生产冶具及利用其生产人工石墨膜卷材的工艺.pdf
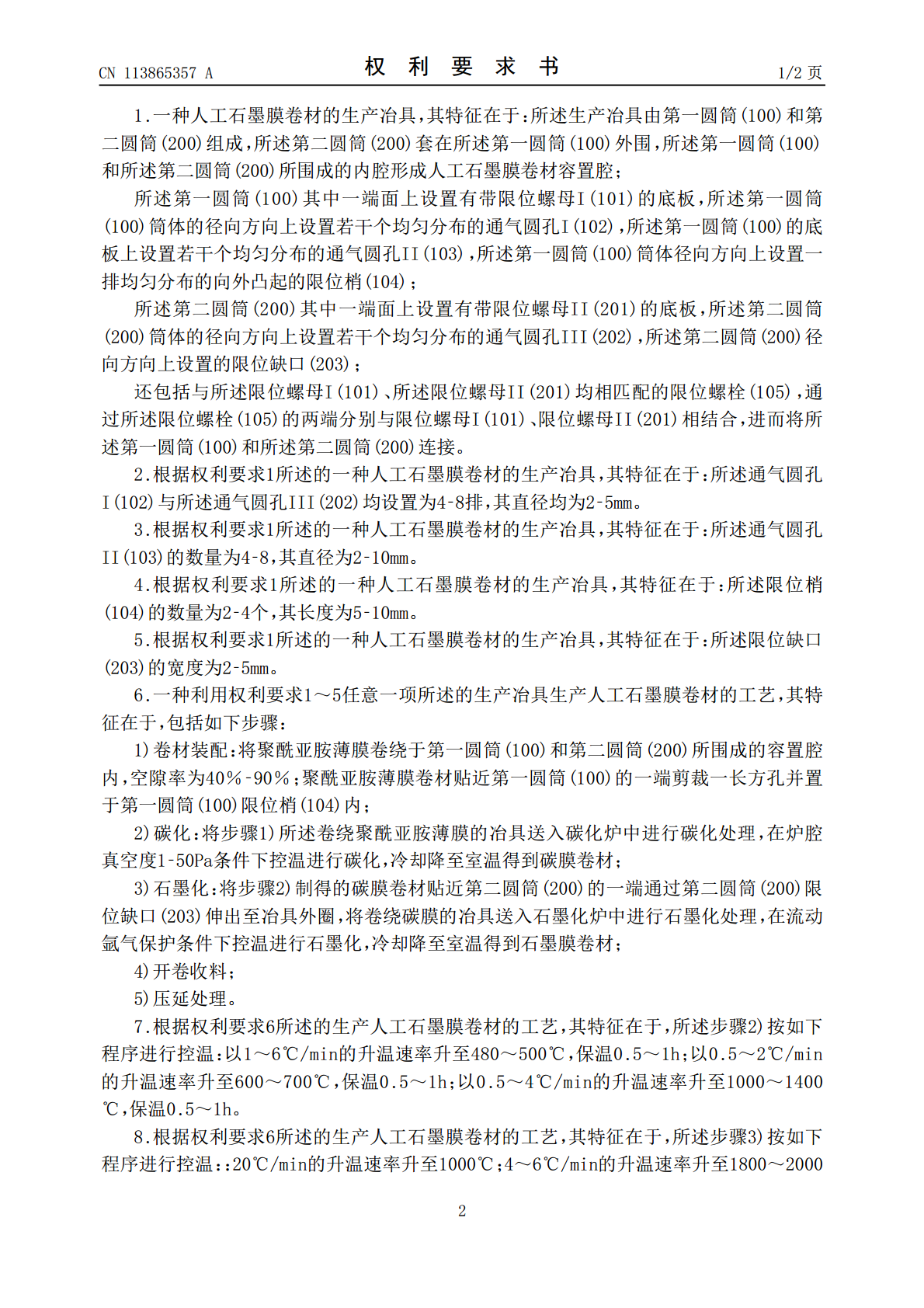
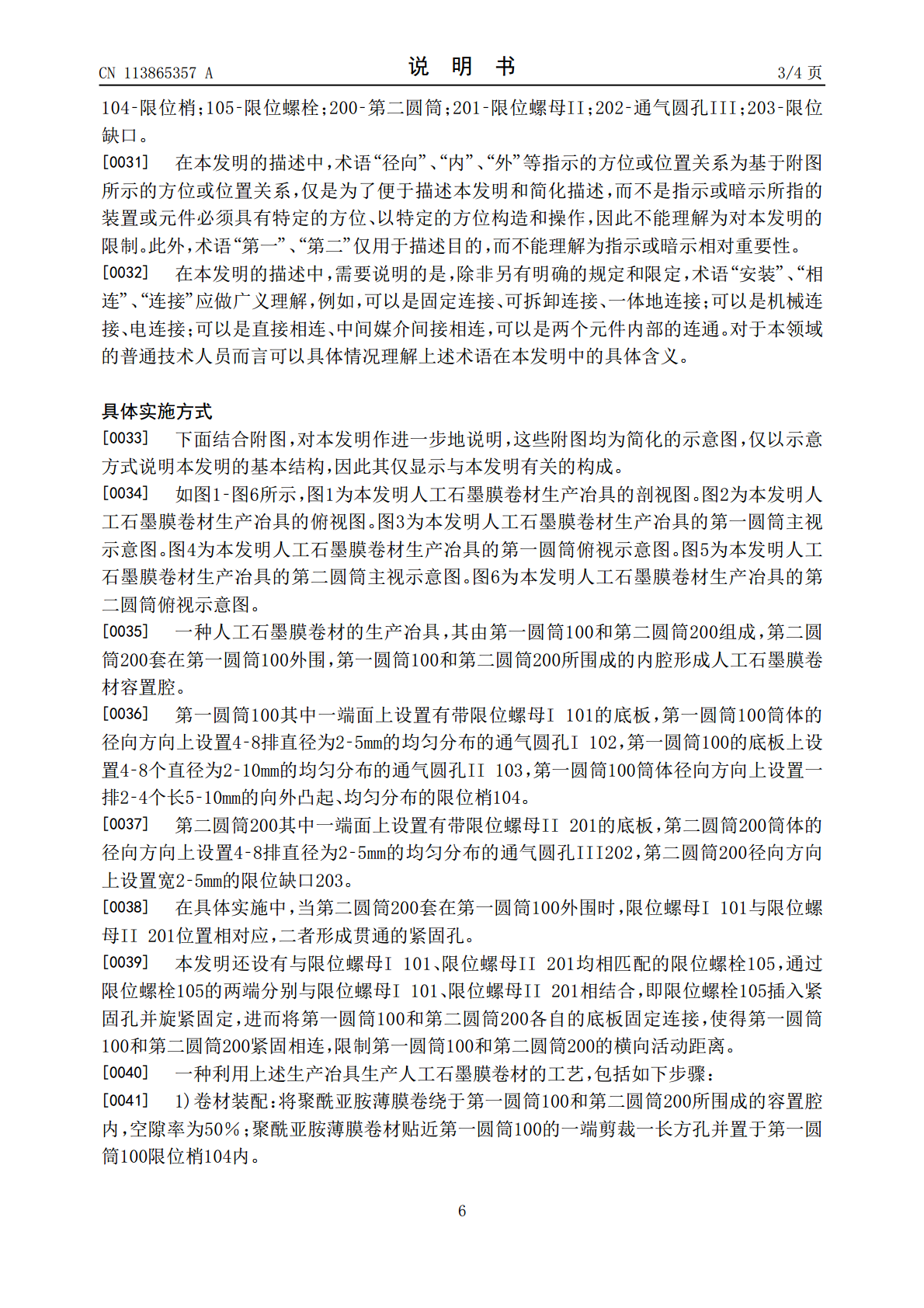
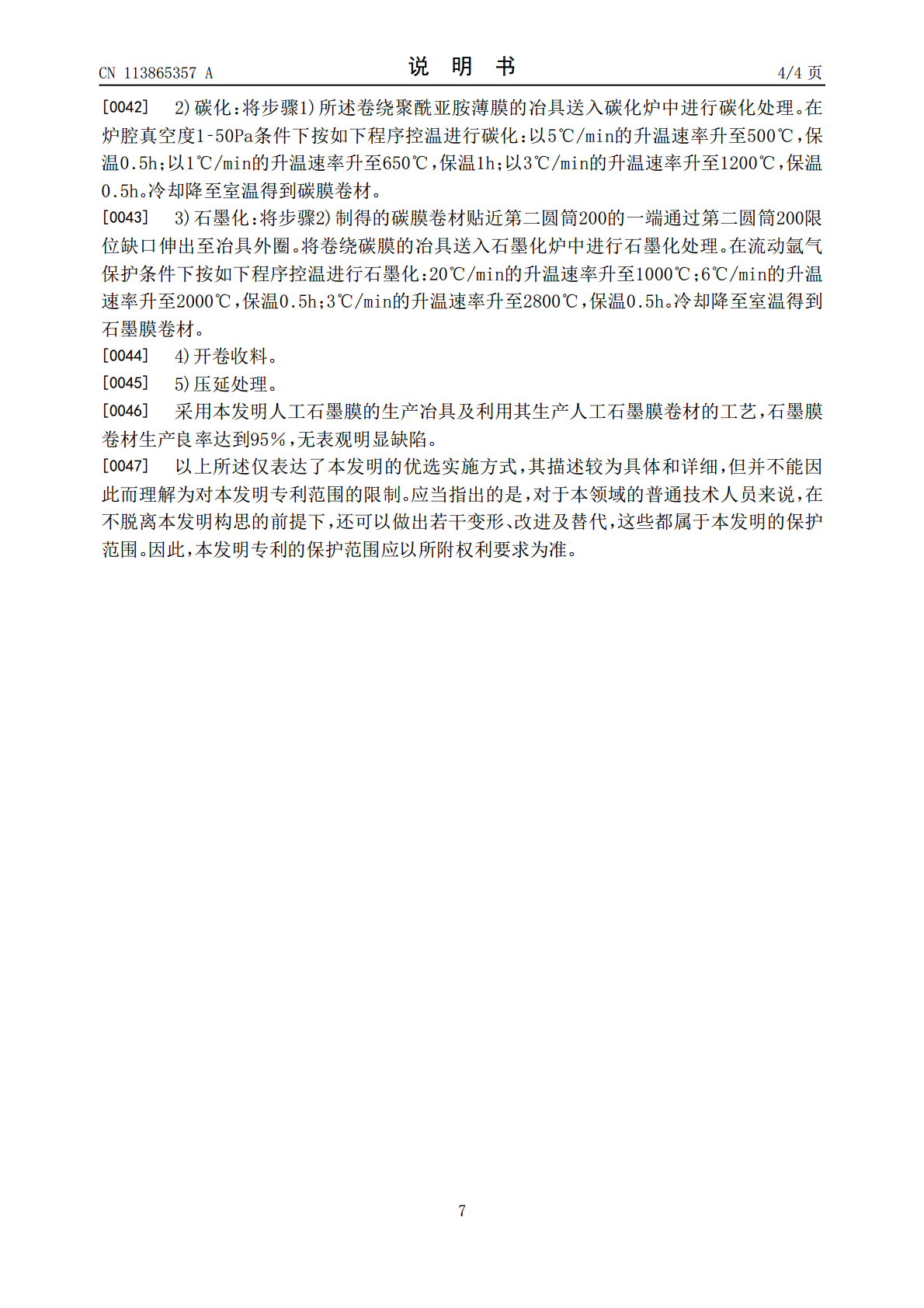
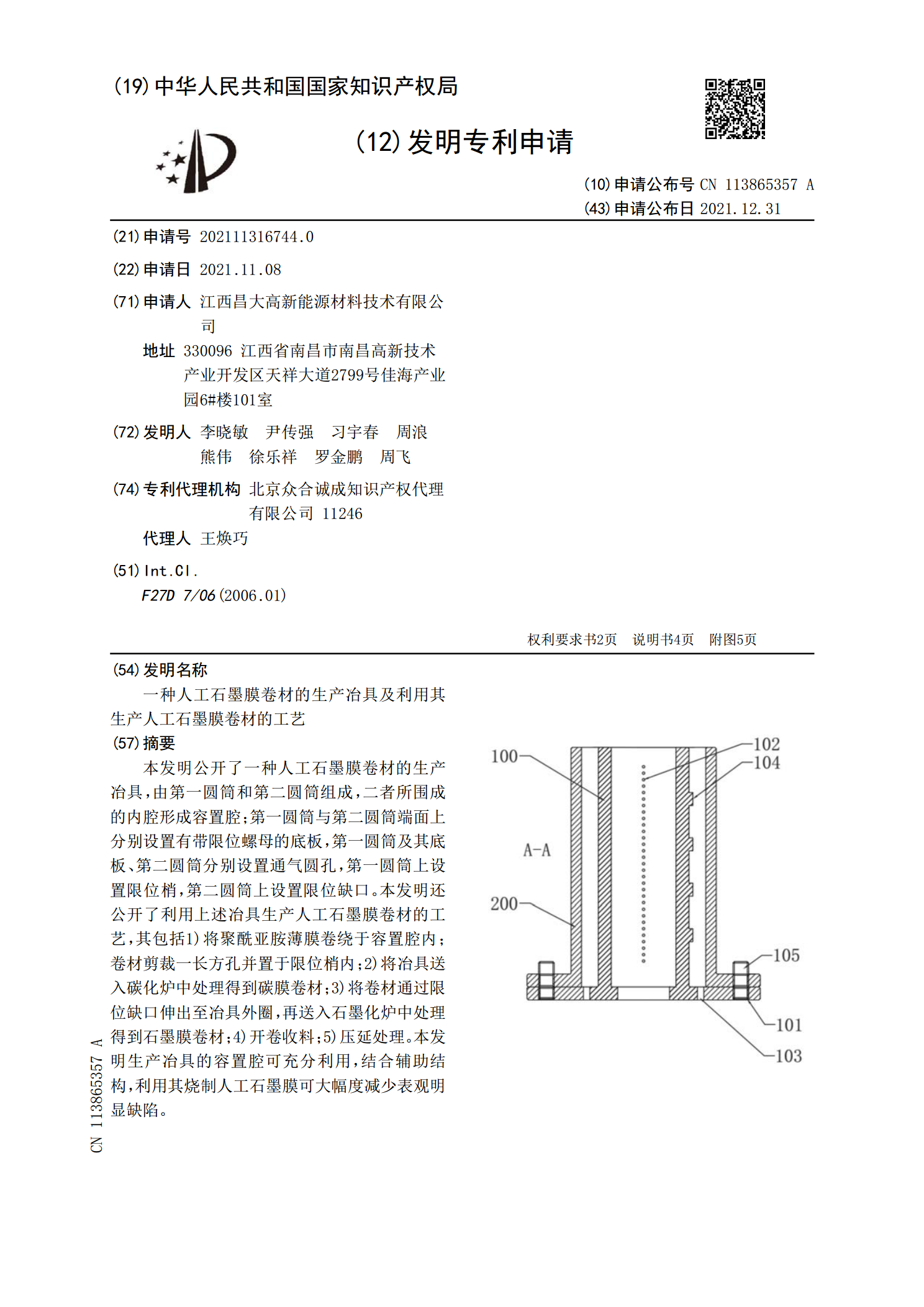
本发明公开了一种人工石墨膜卷材的生产冶具,由第一圆筒和第二圆筒组成,二者所围成的内腔形成容置腔;第一圆筒与第二圆筒端面上分别设置有带限位螺母的底板,第一圆筒及其底板、第二圆筒分别设置通气圆孔,第一圆筒上设置限位梢,第二圆筒上设置限位缺口。本发明还公开了利用上述冶具生产人工石墨膜卷材的工艺,其包括1)将聚酰亚胺薄膜卷绕于容置腔内;卷材剪裁一长方孔并置于限位梢内;2)将冶具送入碳化炉中处理得到碳膜卷材;3)将卷材通过限位缺口伸出至冶具外圈,再送入石墨化炉中处理得到石墨膜卷材;4)开卷收料;5)压延处理。本发明
石墨膜卷材生产治具及石墨膜卷材生产方法.pdf
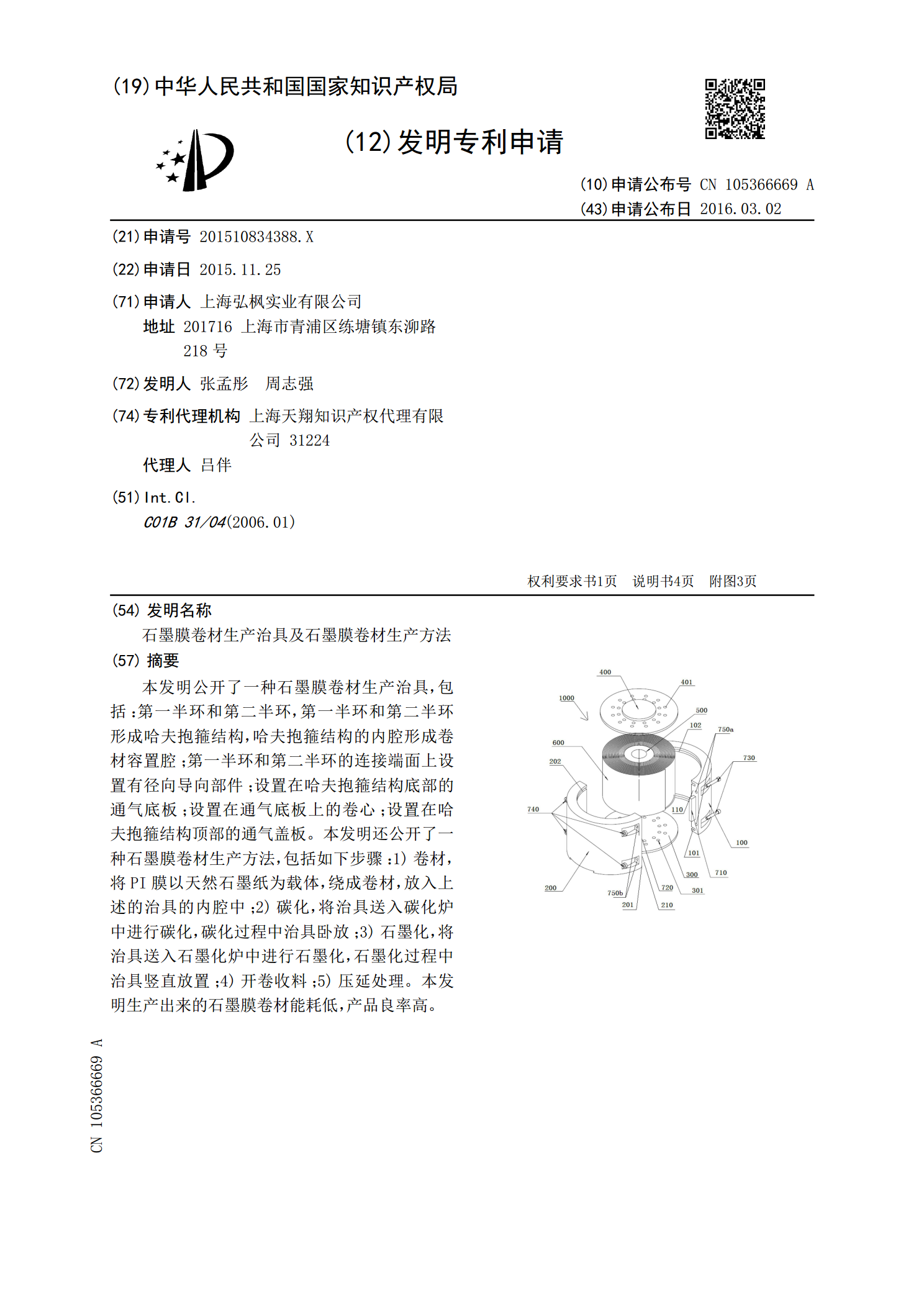
本发明公开了一种石墨膜卷材生产治具,包括:第一半环和第二半环,第一半环和第二半环形成哈夫抱箍结构,哈夫抱箍结构的内腔形成卷材容置腔;第一半环和第二半环的连接端面上设置有径向导向部件;设置在哈夫抱箍结构底部的通气底板;设置在通气底板上的卷心;设置在哈夫抱箍结构顶部的通气盖板。本发明还公开了一种石墨膜卷材生产方法,包括如下步骤:1)卷材,将PI膜以天然石墨纸为载体,绕成卷材,放入上述的治具的内腔中;2)碳化,将治具送入碳化炉中进行碳化,碳化过程中治具卧放;3)石墨化,将治具送入石墨化炉中进行石墨化,石墨化过程
一种导热石墨膜卷材冶具和碳化炉.pdf
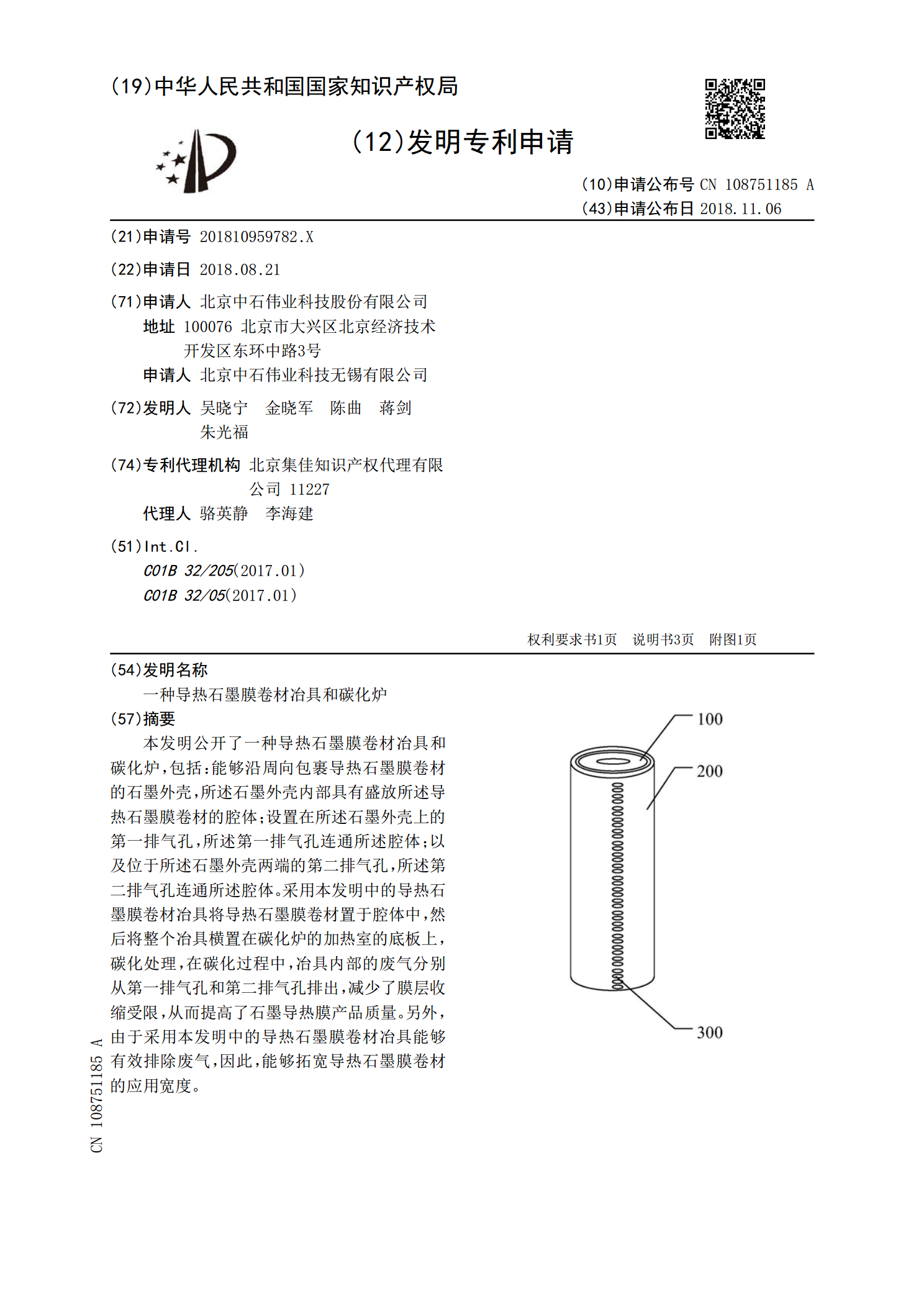
本发明公开了一种导热石墨膜卷材冶具和碳化炉,包括:能够沿周向包裹导热石墨膜卷材的石墨外壳,所述石墨外壳内部具有盛放所述导热石墨膜卷材的腔体;设置在所述石墨外壳上的第一排气孔,所述第一排气孔连通所述腔体;以及位于所述石墨外壳两端的第二排气孔,所述第二排气孔连通所述腔体。采用本发明中的导热石墨膜卷材冶具将导热石墨膜卷材置于腔体中,然后将整个冶具横置在碳化炉的加热室的底板上,碳化处理,在碳化过程中,冶具内部的废气分别从第一排气孔和第二排气孔排出,减少了膜层收缩受限,从而提高了石墨导热膜产品质量。另外,由于采用本
一种人工石墨散热膜石墨化工艺.pdf
本发明公开了一种人工石墨散热膜石墨化工艺,包括以下步骤:步骤一:获得碳化膜;步骤二:装炉,将碳化膜通过舟皿送入到石墨炉中;步骤三:抽真空,将石墨炉的内腔抽至真空状态;步骤四:填充惰性保护气体;步骤五:一阶升温,使石墨炉内的温度由常温升至1150~1250℃;步骤六:二阶升温,使石墨炉内的温度由1150~1250℃升至2000~2100℃;步骤7:三阶升温,使石墨炉内的温度由2000~2100℃升至3000~3100℃;步骤8:保温,当石墨炉内腔中的温度升至3000~3100℃时,开始保温;步骤9:冷却,保
超厚人工合成石墨膜的生产工艺.pdf
本发明涉及一种超厚人工合成石墨膜的生产工艺,它包括以下步骤:在石墨管芯的管壁上加工出排气孔;将PI膜按照设定的长度和宽度进行分切;将分切后的PI膜经导卷后形成PI膜卷,将PI膜卷放入石墨管芯中;将石墨管芯连同PI膜卷放入真空加热炉中并抽真空;对加热室进行升温,升温幅度为14.5~15.5℃,使温度升至900~1100℃,将升温幅度改为12.5~13.5℃,使温度升至1400~1600℃,将升温幅度改为7.7~8.3℃,使温度升至2100~2300℃,将升温幅度改为7.4~7.6℃,使温度升至2750~28