
一种R-T-B稀土永磁体的制备方法.pdf

小代****回来


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种稀土永磁体及其制备方法.pdf
本发明提供了一种稀土永磁体及其制备方法。稀土永磁体的制备方法包括:S10:对稀土永磁材料制备的工件进行表面处理,以控制工件表面的粗糙度在Ra0.5?5.5;S20:将质量份之比为5:(1?10)的S10处理后的工件和辅助球放入滚筒中,S10处理后的工件和辅助球的总体积与滚筒体积的比值为1:(2?6),并将滚筒浸入稀土浆料中,进行滚动处理;S30:对S20处理后的工件进行热处理,得到稀土永磁体。本发明解决了使用滚筒在小尺寸稀土永磁体表面涂覆稀土浆料厚薄不均、局部堆积、局部涂覆不良的问题。
一种稀土永磁体及其制备方法.pdf
本发明提供了一种稀土永磁体及其制备方法。制备方法包括依次进行的如下步骤:真空感应炉熔炼、吸氢破碎、微粉碎、取向成型处理、烧结处理、多级时效处理。本发明通过采用多级时效处理的方式增加晶界相中R
一种稀土永磁体的热压制备方法.pdf
本发明涉及稀土永磁体制备方法,具体为一种稀土永磁体的热压制备方法。解决现有技术存在的烧结稀土永磁体变形量大、环类、片类产品开裂率高的问题。一种稀土永磁体的热压制备方法,是由如下步骤实现的:1)熔炼稀土合金;2)对合金进行粉碎;3)常规的磁场成型;4)真空脱脂炉脱脂,脱出生坯吸附的气体、挥发掉生坯中的有机添加剂和粉碎过程残留的氢;5)感应加热模具及生坯,实施热压,使工件密度达到成品永磁体所需的密度,冷却后出炉;6)进行二级时效处理,得到成品永磁体。其断面尺寸和模具相同,实现了不加工或少加工的近净成型。本发明
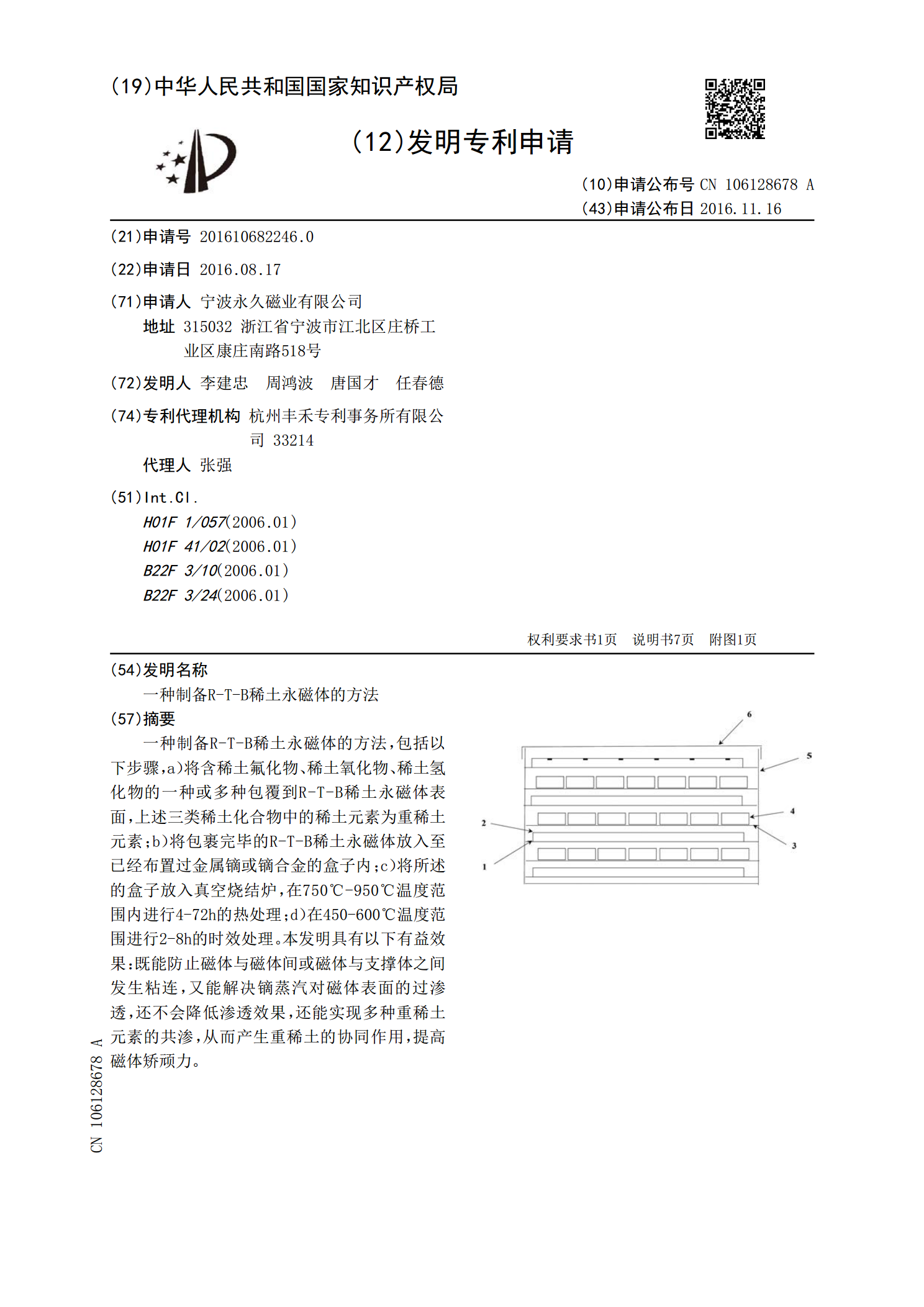
一种制备R‑T‑B稀土永磁体的方法.pdf
一种制备R‑T‑B稀土永磁体的方法,包括以下步骤,a)将含稀土氟化物、稀土氧化物、稀土氢化物的一种或多种包覆到R‑T‑B稀土永磁体表面,上述三类稀土化合物中的稀土元素为重稀土元素;b)将包裹完毕的R‑T‑B稀土永磁体放入至已经布置过金属镝或镝合金的盒子内;c)将所述的盒子放入真空烧结炉,在750℃‑950℃温度范围内进行4‑72h的热处理;d)在450‑600℃温度范围进行2‑8h的时效处理。本发明具有以下有益效果:既能防止磁体与磁体间或磁体与支撑体之间发生粘连,又能解决镝蒸汽对磁体表面的过渗透,还不会降

一种稀土永磁体的近净成型制备方法.pdf
本发明涉及稀土永磁体制备方法,具体为一种稀土永磁体的近净成型制备方法。解决现有技术存在的烧结稀土永磁体变形量大、环类、片类产品开裂率高的问题。一种稀土永磁体的近净成型制备方法,是由如下步骤实现的:1)熔炼稀土合金;2)对合金进行粉碎;3)将磁粉加入可移动模腔,进行低压磁场成型;4)含生坯的模具一起放入真空脱脂炉脱脂,脱出生坯吸附的气体、挥发掉生坯中的有机添加剂和粉碎过程残留的氢,并升温到热压所需温度;5)脱脂后的生坯,实施热压,使工件密度达到成品永磁体所需的密度,冷却后脱模,进行二级时效处理,得到成品永磁