
一种缓解超高强钛合金棒材各向异性的拔长锻造方法.pdf

一只****签网


1/10

2/10
3/10
4/10

5/10
6/10
7/10

8/10

9/10

10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种缓解超高强钛合金棒材各向异性的拔长锻造方法.pdf
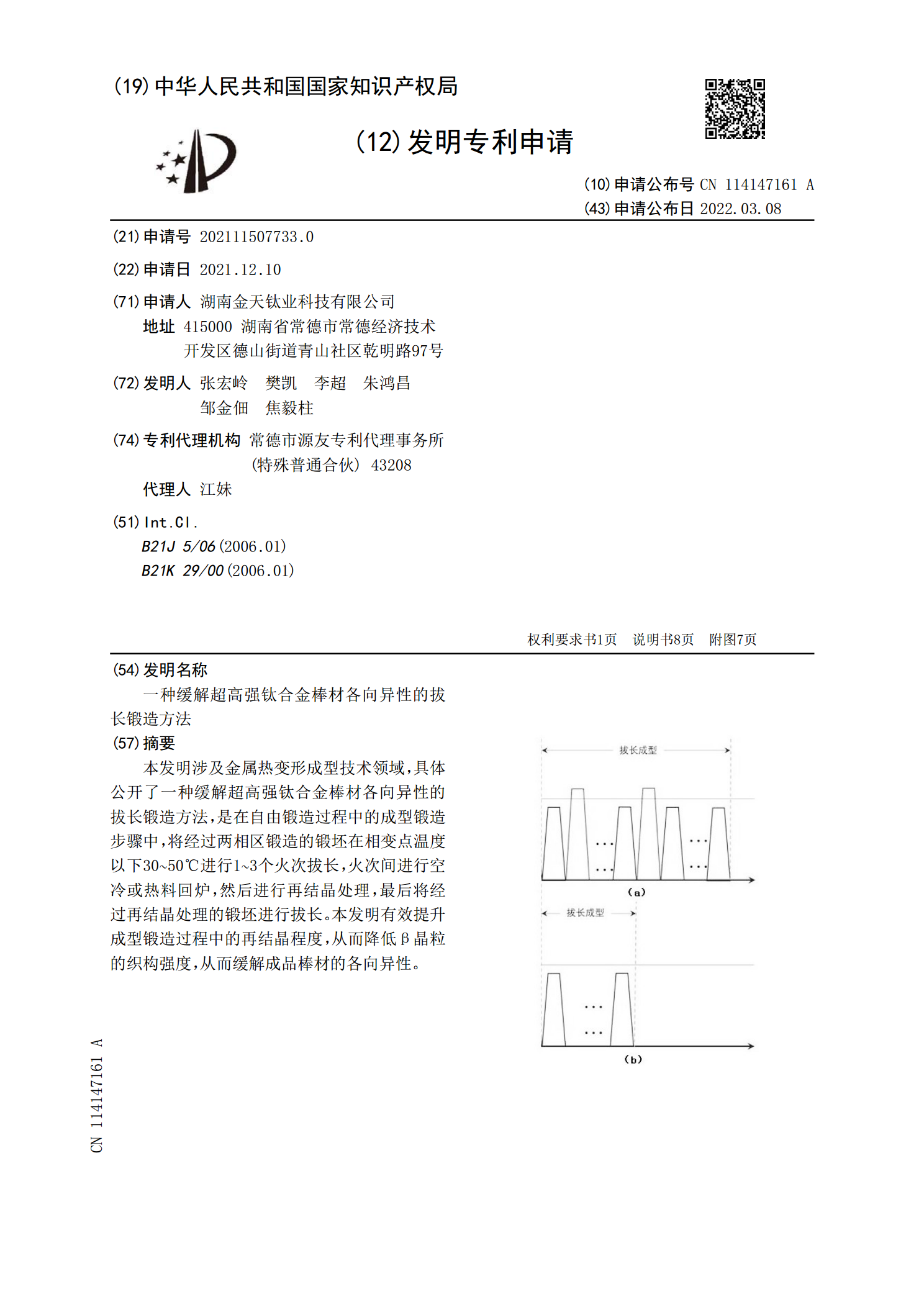
本发明涉及金属热变形成型技术领域,具体公开了一种缓解超高强钛合金棒材各向异性的拔长锻造方法,是在自由锻造过程中的成型锻造步骤中,将经过两相区锻造的锻坯在相变点温度以下30~50℃进行1~3个火次拔长,火次间进行空冷或热料回炉,然后进行再结晶处理,最后将经过再结晶处理的锻坯进行拔长。本发明有效提升成型锻造过程中的再结晶程度,从而降低β晶粒的织构强度,从而缓解成品棒材的各向异性。
一种钛合金棒材的锻造方法.pdf
本发明公开了一种钛合金棒材的锻造方法,这种方法包括以下步骤:下料:选取符合标准的钛合金锭,按工艺尺寸下料至烤炉,下料后清除端面毛刺;锻打加热:清理烤炉炉膛灰渣,将下料至烤炉的钛合金锭放置在有效加热区开始加热,温度加热至960±10℃,加热时长不超过90min,将加热后的钛合金锭放入温装炉,保温30‑40min后开始锻打;本发明将钛合金棒材按制备标准制备成钛合金棒材的锻造方法,通过使用本发明的锻造方法,在对钛合金棒材进行锻造,生产效率高,外形质量好、物理性能稳定,适用于航空领域的组件。
Ti-1350超高强钛合金大规格棒材高塑性锻造方法.pdf
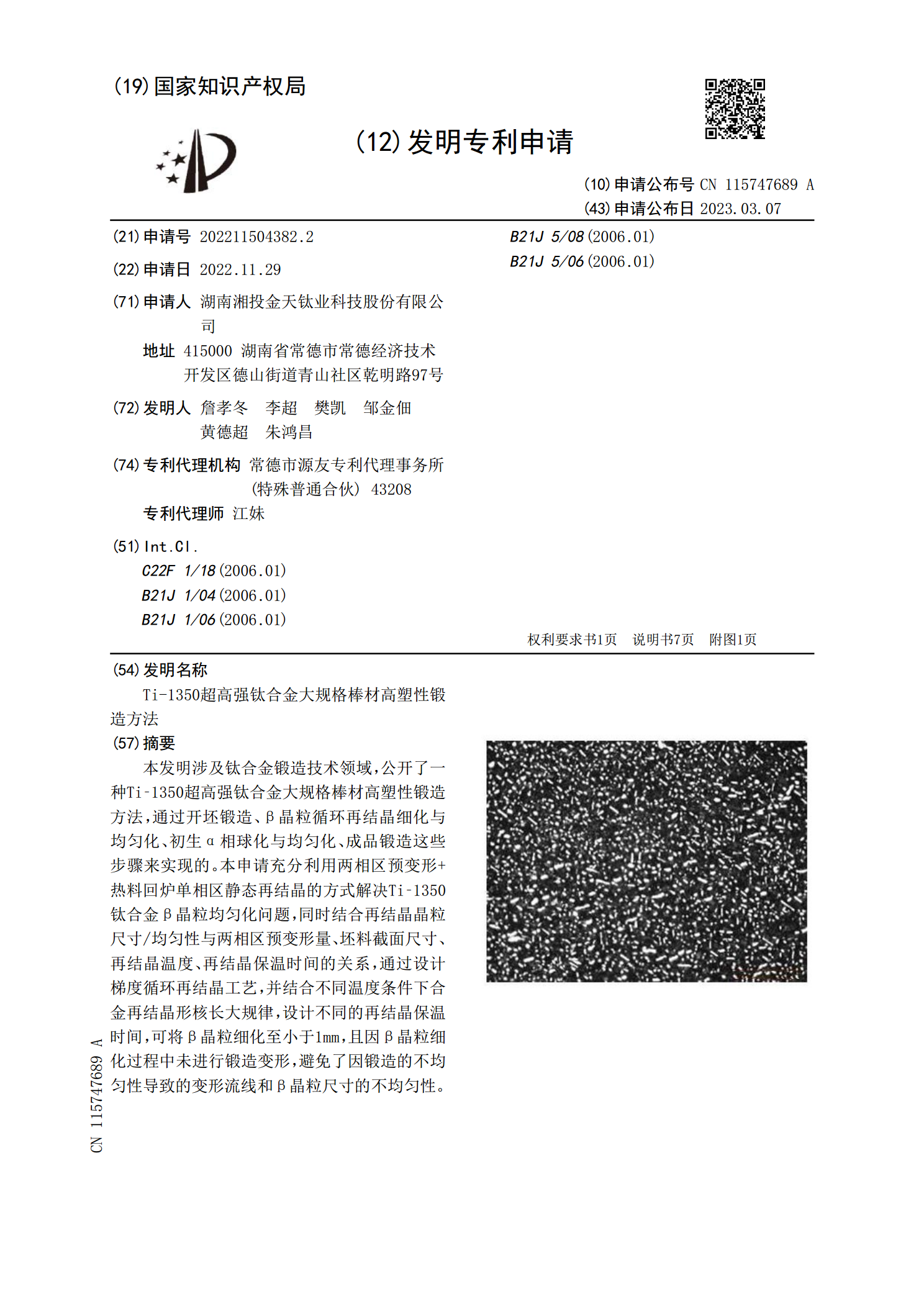
本发明涉及钛合金锻造技术领域,公开了一种Ti‑1350超高强钛合金大规格棒材高塑性锻造方法,通过开坯锻造、β晶粒循环再结晶细化与均匀化、初生α相球化与均匀化、成品锻造这些步骤来实现的。本申请充分利用两相区预变形+热料回炉单相区静态再结晶的方式解决Ti‑1350钛合金β晶粒均匀化问题,同时结合再结晶晶粒尺寸/均匀性与两相区预变形量、坯料截面尺寸、再结晶温度、再结晶保温时间的关系,通过设计梯度循环再结晶工艺,并结合不同温度条件下合金再结晶形核长大规律,设计不同的再结晶保温时间,可将β晶粒细化至小于1mm,且因
一种TC1钛合金棒材的锻造方法.pdf
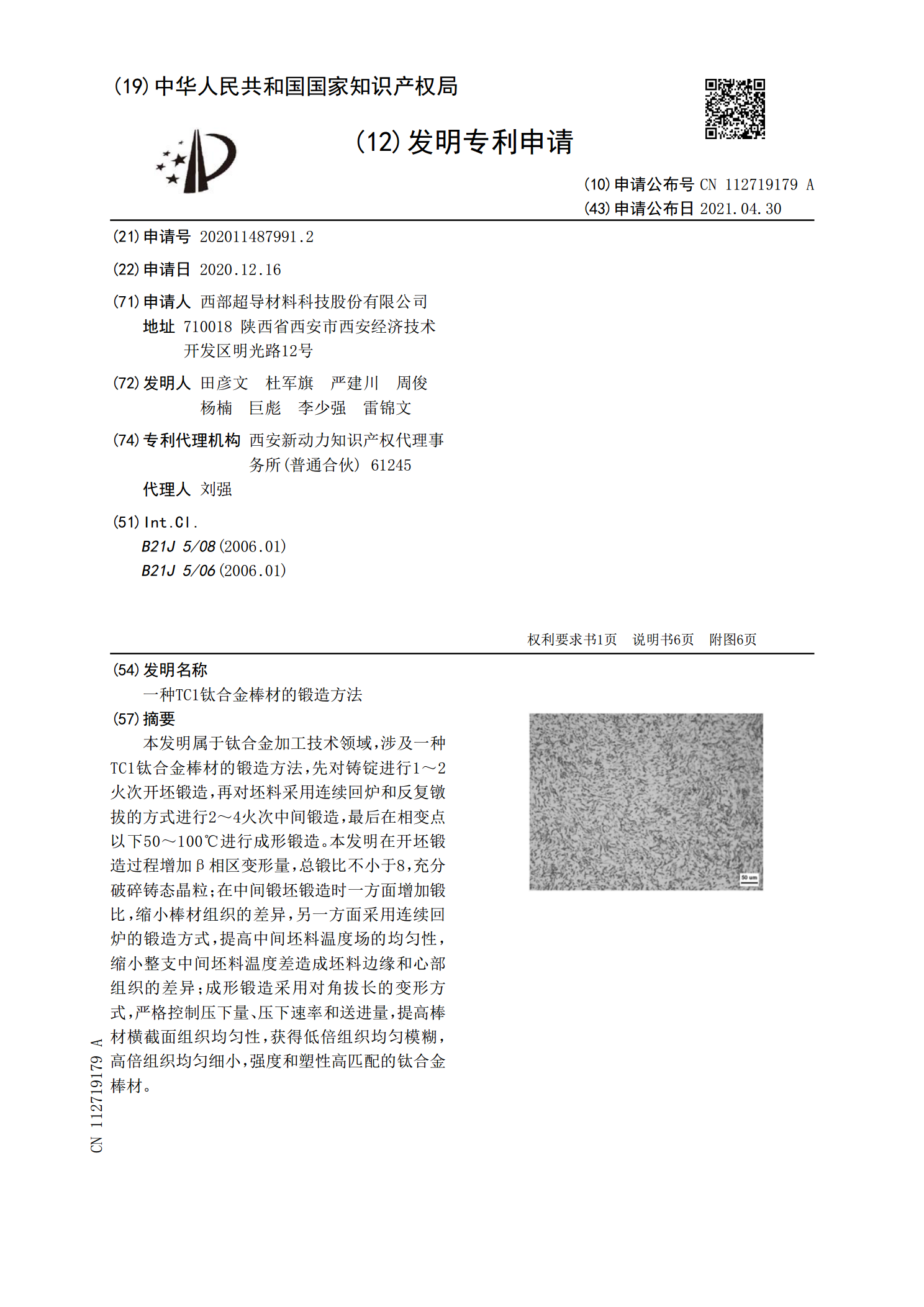
本发明属于钛合金加工技术领域,涉及一种TC1钛合金棒材的锻造方法,先对铸锭进行1~2火次开坯锻造,再对坯料采用连续回炉和反复镦拔的方式进行2~4火次中间锻造,最后在相变点以下50~100℃进行成形锻造。本发明在开坯锻造过程增加β相区变形量,总锻比不小于8,充分破碎铸态晶粒;在中间锻坯锻造时一方面增加锻比,缩小棒材组织的差异,另一方面采用连续回炉的锻造方式,提高中间坯料温度场的均匀性,缩小整支中间坯料温度差造成坯料边缘和心部组织的差异;成形锻造采用对角拔长的变形方式,严格控制压下量、压下速率和送进量,提高棒
一种高强度钛合金棒材的制备方法.pdf
本发明公开了一种高强度钛合金棒材的制备方法,具体包括以下步骤:选用符合GB/T13810‑2007标准要求的钛合金锭作为坯料,将钛合金锭加热保温后用锤打设备使其变形率达到50~65%,然后切成成品棒材需要重量的小钛合金坯块,然后进行高温热轧后,在650℃~730℃进行中温预变形,得到钛合金棒材坯料,将钛合金棒材坯料在温拉变形,使其变形率达到50%,制得钛合金棒材,将钛合金棒材在电阻炉中退火后,用6辊或10辊粗矫直机进行热矫直并空冷,然后用无心车床车削到成品棒材尺寸,再放入10辊精矫直机内进行矫直,达到0