
Ti-1350超高强钛合金大规格棒材高塑性锻造方法.pdf

明钰****甜甜

1/10
2/10
3/10
4/10

5/10

6/10
7/10
8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
Ti-1350超高强钛合金大规格棒材高塑性锻造方法.pdf
本发明涉及钛合金锻造技术领域,公开了一种Ti‑1350超高强钛合金大规格棒材高塑性锻造方法,通过开坯锻造、β晶粒循环再结晶细化与均匀化、初生α相球化与均匀化、成品锻造这些步骤来实现的。本申请充分利用两相区预变形+热料回炉单相区静态再结晶的方式解决Ti‑1350钛合金β晶粒均匀化问题,同时结合再结晶晶粒尺寸/均匀性与两相区预变形量、坯料截面尺寸、再结晶温度、再结晶保温时间的关系,通过设计梯度循环再结晶工艺,并结合不同温度条件下合金再结晶形核长大规律,设计不同的再结晶保温时间,可将β晶粒细化至小于1mm,且因
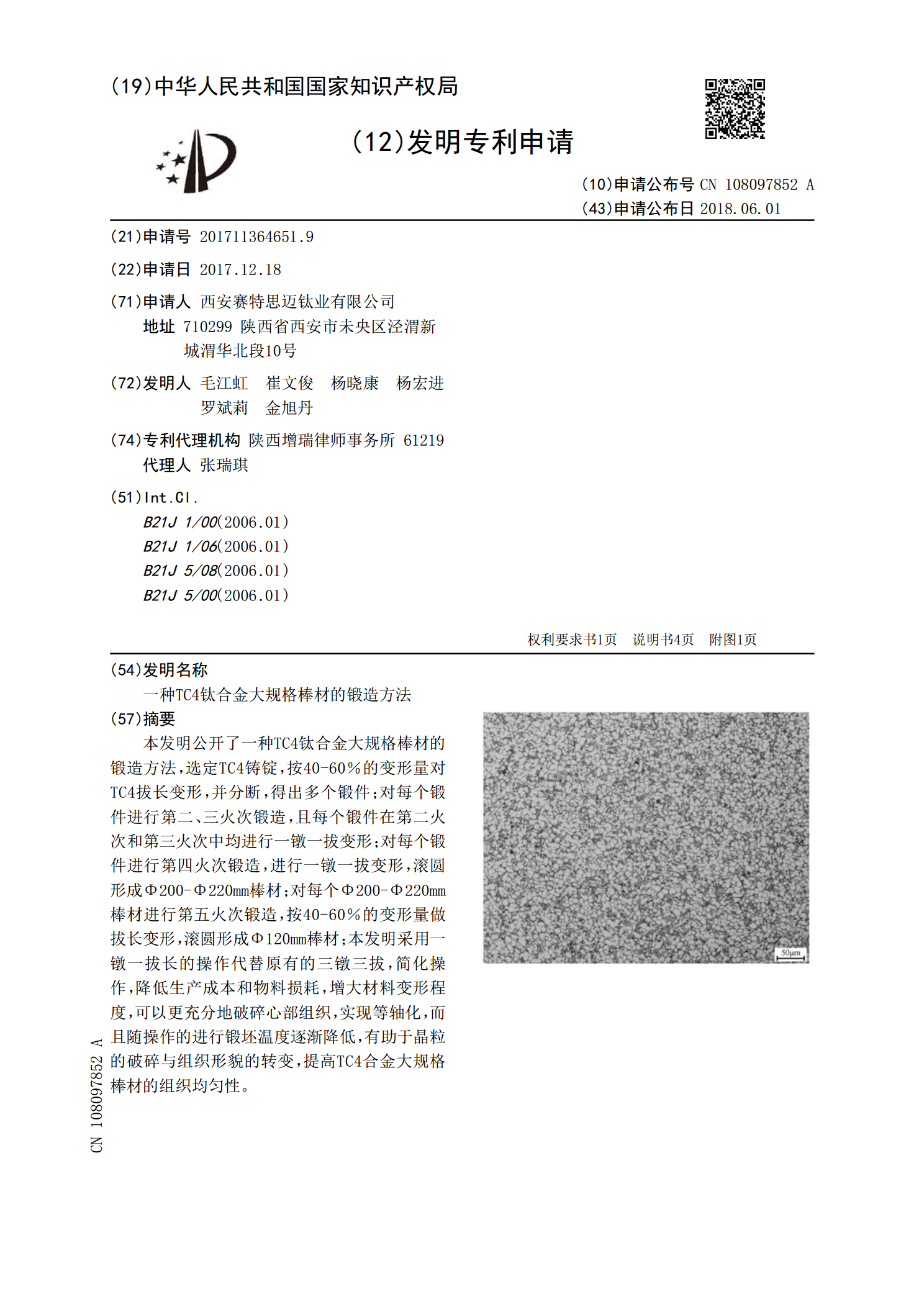
一种TC4钛合金大规格棒材的锻造方法.pdf
本发明公开了一种TC4钛合金大规格棒材的锻造方法,选定TC4铸锭,按40‑60%的变形量对TC4拔长变形,并分断,得出多个锻件;对每个锻件进行第二、三火次锻造,且每个锻件在第二火次和第三火次中均进行一镦一拔变形;对每个锻件进行第四火次锻造,进行一镦一拔变形,滚圆形成Φ200‑Φ220mm棒材;对每个Φ200‑Φ220mm棒材进行第五火次锻造,按40‑60%的变形量做拔长变形,滚圆形成Φ120mm棒材;本发明采用一镦一拔长的操作代替原有的三镦三拔,简化操作,降低生产成本和物料损耗,增大材料变形程度,可以更充

TC18钛合金大规格棒材锻造工艺.docx
TC18钛合金大规格棒材锻造工艺TC18钛合金大规格棒材锻造工艺摘要:钛合金作为一种重要的结构材料,在航空航天、船舶、汽车和化工等领域有着广泛的应用。本论文研究了TC18钛合金大规格棒材的锻造工艺,通过热变形试验和微观组织分析,探究了不同参数对钛合金锻造过程中组织和性能的影响。得出的结论为优化的锻造温度和变形速率可以提高TC18钛合金棒材的综合性能。关键词:TC18钛合金;大规格棒材;锻造工艺;热变形试验;微观组织引言:钛合金作为一种重要的结构材料,因其高强度、轻量化和良好的耐腐蚀性能而备受关注。TC18

一种低温超塑性钛合金板、棒材及制备方法.pdf
本发明提供了一种低温超塑性钛合金板、棒材及制备方法,所述钛合金的化学成分如下(重量%):Al:5.5~6.5;V:3.5~4.5;Cu:4~7;Ti余量。所述钛合金棒材、丝材的制备方法为:真空自耗炉熔炼获得原材料铸锭;铸锭修磨后经过1000℃以上开坯锻造、精锻加工成坯料;坯料在850℃‑950℃保温一段时间后快速冷却,获得超细纳米板条组织;淬火后,坯料在温度750℃~850℃下进行热加工,热加工累计变形量大于等于95%。经过该方法加工后获得的材料组织为等轴晶粒,尺寸小于500nm,且在650℃及以下时效3
一种钛合金棒材的锻造方法.pdf
本发明公开了一种钛合金棒材的锻造方法,这种方法包括以下步骤:下料:选取符合标准的钛合金锭,按工艺尺寸下料至烤炉,下料后清除端面毛刺;锻打加热:清理烤炉炉膛灰渣,将下料至烤炉的钛合金锭放置在有效加热区开始加热,温度加热至960±10℃,加热时长不超过90min,将加热后的钛合金锭放入温装炉,保温30‑40min后开始锻打;本发明将钛合金棒材按制备标准制备成钛合金棒材的锻造方法,通过使用本发明的锻造方法,在对钛合金棒材进行锻造,生产效率高,外形质量好、物理性能稳定,适用于航空领域的组件。