
一种高压锅炉用低碳包晶钢连铸圆坯及其制造方法.pdf

努力****凌芹

1/6

2/6
3/6
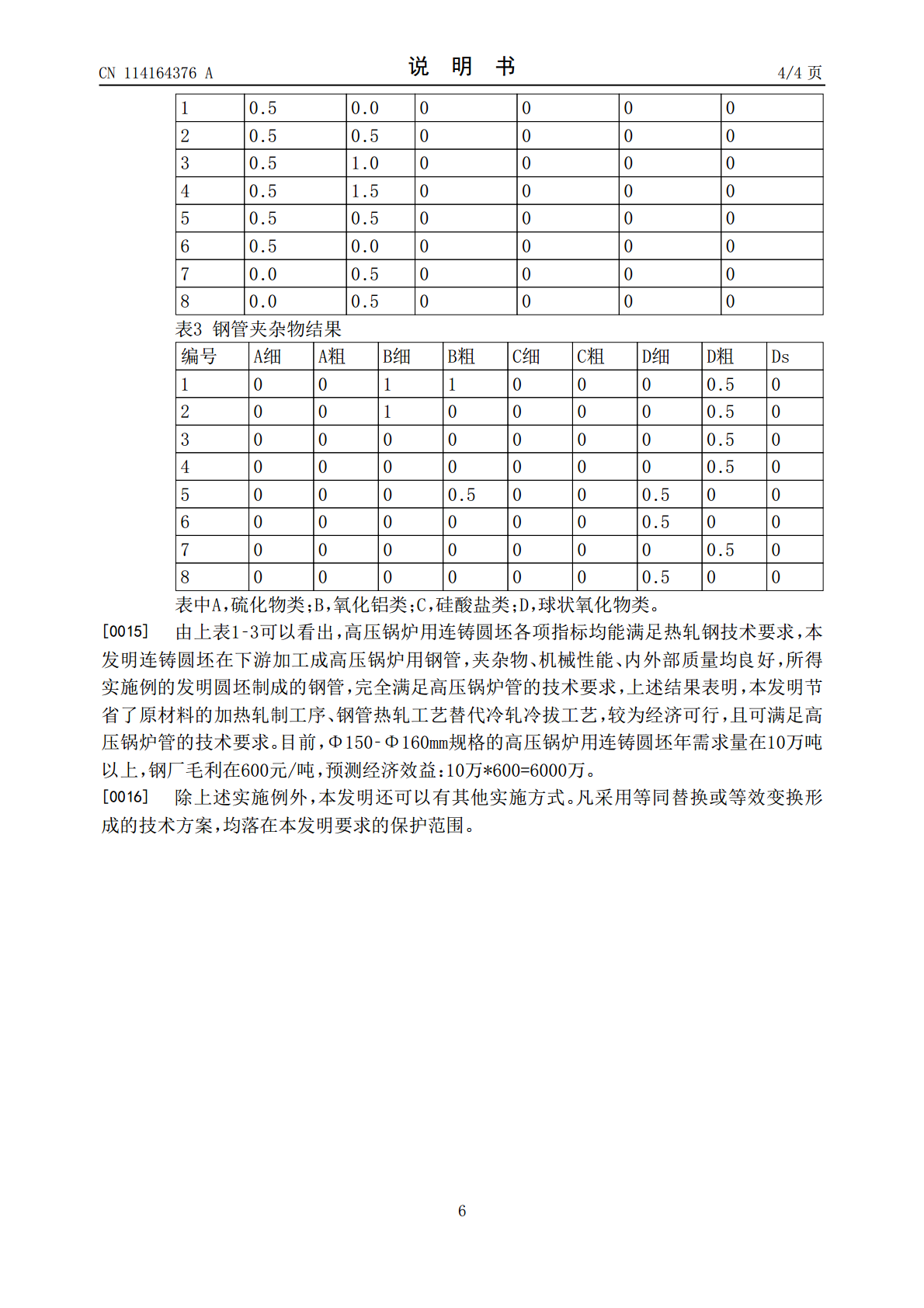
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高压锅炉用低碳包晶钢连铸圆坯及其制造方法.pdf
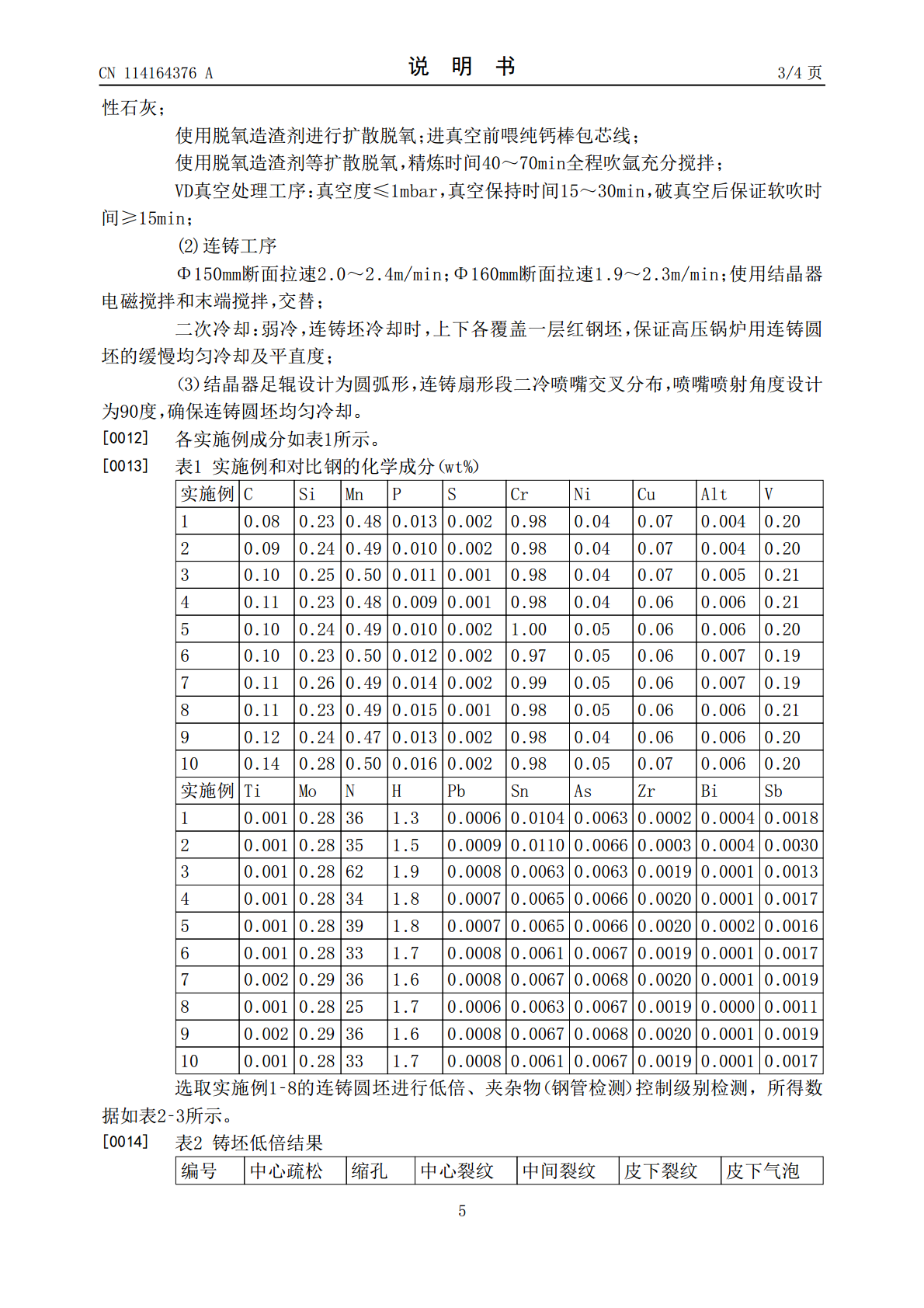
本发明公开了一种高压锅炉用低碳包晶钢连铸圆坯及其制造方法,涉及钢铁生产技术领域,其特征在于:其化学成分及质量百分比为:C:0.08%~0.16%,Si:0.13%~0.38%,Mn:0.40%~0.60%,P≤0.020%,S≤0.015%,Cr:0.80%~1.10%,Mo:0.20%~0.35%,V:0.13%~0.25%,Ti≤0.015%,Ni≤0.25%,Cu≤0.28%,Al≤0.025%,Zr≤0.015%,N≤100ppm,H≤4ppm,Sn、As≤0.018%,Pb、Sb、Bi≤0.01
低硫包晶钢连铸圆坯的生产方法.pdf
本发明公开了一种低硫包晶钢连铸圆坯的生产方法,包括以下步骤:以废钢和铁水热装为原料,将原料送至电弧炉进行冶炼成钢水,出钢时向钢水中添加铝丸进行初脱氧,并添加石灰和萤石进行造渣;然后送至精炼炉进行精炼,精炼时,向钢水中加碳化硅脱氧剂进行渣面扩散脱氧,精炼时造白渣,将得到的钢水控制钢水中S和Al含量,再进入精炼炉进行真空脱气处理,真空脱气处理后调整钢水化学成分控制在预设范围内;最后将钢水采用连铸成圆坯。本发明有效对钢水进行脱硫及降低钢水氧化性,确保钢水的纯净度,提高钢水的流动性,确保连铸过程浇铸顺畅,确保生产
一种低碳焊丝钢用连铸坯及其制备方法.pdf
本发明涉及一种低碳焊丝钢用连铸坯及其制备方法,其成分按重量百分比包括:碳0.07-0.12%,硅0.15-0.35%,锰1.50-1.70%,磷≤0.015%,硫≤0.008%,铬≤0.10%,镍≤0.15%,铜≤0.10%,钼0.30-0.40%,钛0.04-0.12%,硼0.002-0.006%,铝≤0.015%,其余为铁和不可避免的杂质;其制备方法,包括:先进电炉冶炼,然后于LF钢包炉外精炼,接着进行VD真空脱气,最后进行连铸即可;其中电炉出钢温度1650-1670℃,电炉出钢碳含量≤0.04%,出
一种低碳低硅焊接用钢铸坯及其制备方法和应用.pdf
本发明属于钢铁冶金技术领域,具体涉及一种低碳低硅焊接用钢铸坯及其制备方法和应用。本发明提供了一种低碳低硅焊接用钢铸坯的制备方法,本发明通过降低转炉冶炼终点温度降低了钢水中游离氧的含量;在脱氧合金化过程中通过添加第一渣料,形成钢包顶渣,减少了合金化轻脱氧钢水与空气的接触面积,从而减少合金化轻脱氧钢水的吸氧量;通过在精炼过程中进行扩散脱氧,降低粗炼钢水中游离氧和化合态氧的含量。因此,本发明在不大量使用铝进行脱氧的情况下,实现了低碳低硅焊接用钢铸坯中全氧含量的降低。采用本发明提供的方法生产的低碳低硅焊接用钢,拉
车轮用连铸圆坯碳偏析控制方法.pdf
本发明公开了一种车轮用连铸圆坯碳偏析控制方法,包括以下步骤:缩小钢的化学组分含量与对应组分的目标含量的浮动范围;降低钢水浇铸时过热度;浇铸的同时采用多种复合搅拌方式进行搅拌。由本发明的方法可知,缩小了钢水中各化学成分实际含量与目标含量的差值范围,可以缩小连浇过程中上下炉钢水化学成分偏差,从而能够达到80%以上炉次的中间包熔炼化学成分基本一致,C的实际含量、Si的实际含量、Mn的实际含量、Cr的实际含量和V的实际含量控制在与各自对应的目标含量±0.01%的范围内,从而有利于控制中高碳车轮钢连铸圆坯横断面上的