
低硫包晶钢连铸圆坯的生产方法.pdf

猫巷****盟主

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
低硫包晶钢连铸圆坯的生产方法.pdf
本发明公开了一种低硫包晶钢连铸圆坯的生产方法,包括以下步骤:以废钢和铁水热装为原料,将原料送至电弧炉进行冶炼成钢水,出钢时向钢水中添加铝丸进行初脱氧,并添加石灰和萤石进行造渣;然后送至精炼炉进行精炼,精炼时,向钢水中加碳化硅脱氧剂进行渣面扩散脱氧,精炼时造白渣,将得到的钢水控制钢水中S和Al含量,再进入精炼炉进行真空脱气处理,真空脱气处理后调整钢水化学成分控制在预设范围内;最后将钢水采用连铸成圆坯。本发明有效对钢水进行脱硫及降低钢水氧化性,确保钢水的纯净度,提高钢水的流动性,确保连铸过程浇铸顺畅,确保生产

一种低磷、低硫抗硫管线钢连铸圆坯的生产方法.pdf
本发明公开了一种低磷、低硫抗硫管线钢连铸圆坯的生产方法,所述生产方法包括转炉冶炼、LF精炼、VD真空处理、连铸工序。本发明取消了铁水预处理工艺,减少铁水预处理工艺所用钝化镁消耗,从而降低不可再生资源镁的消耗,达到降低生产成本的目地;同时避免了铁水预处理过程中的喷溅,确保生产安全。本发明抗硫管线钢连铸圆坯规格为Φ300~600mm;产品夹杂物类型:A细系≤2.0级、A粗系≤2.0级,B细系≤2.0级、B粗系≤2.0级,C细系≤2.0级、C粗系≤2.0级,D细系≤2.0级、D粗系≤2.0级,A+B+C+D粗系
一种高压锅炉用低碳包晶钢连铸圆坯及其制造方法.pdf
本发明公开了一种高压锅炉用低碳包晶钢连铸圆坯及其制造方法,涉及钢铁生产技术领域,其特征在于:其化学成分及质量百分比为:C:0.08%~0.16%,Si:0.13%~0.38%,Mn:0.40%~0.60%,P≤0.020%,S≤0.015%,Cr:0.80%~1.10%,Mo:0.20%~0.35%,V:0.13%~0.25%,Ti≤0.015%,Ni≤0.25%,Cu≤0.28%,Al≤0.025%,Zr≤0.015%,N≤100ppm,H≤4ppm,Sn、As≤0.018%,Pb、Sb、Bi≤0.01
大方坯齿轮钢铸坯的连铸生产方法.pdf
本发明涉及一种大方坯齿轮钢铸坯的连铸生产方法,适用于360mm×450mm断面大方坯齿轮钢铸坯,属于大方坯齿轮钢生产技术领域。本发明在结晶器电磁搅拌的基础上,在二冷区与凝固末端之间增设了电磁搅拌装备,并且对两者的安装位置和工作参数作了合理设计,再结合控制浇注钢液过热度、浇注速度、冷却参数等,提升了大方坯齿轮钢连铸坯的致密性及均质性,此外,通过对管式结晶器的圆角参数设计,优化铸坯角部冷却,改善了铸坯角部缺陷控制。通过对冷却水路的改进,以保证传热均匀性,使得结晶器出口处铸坯坯壳厚度均匀。本发明可确保大方坯齿轮
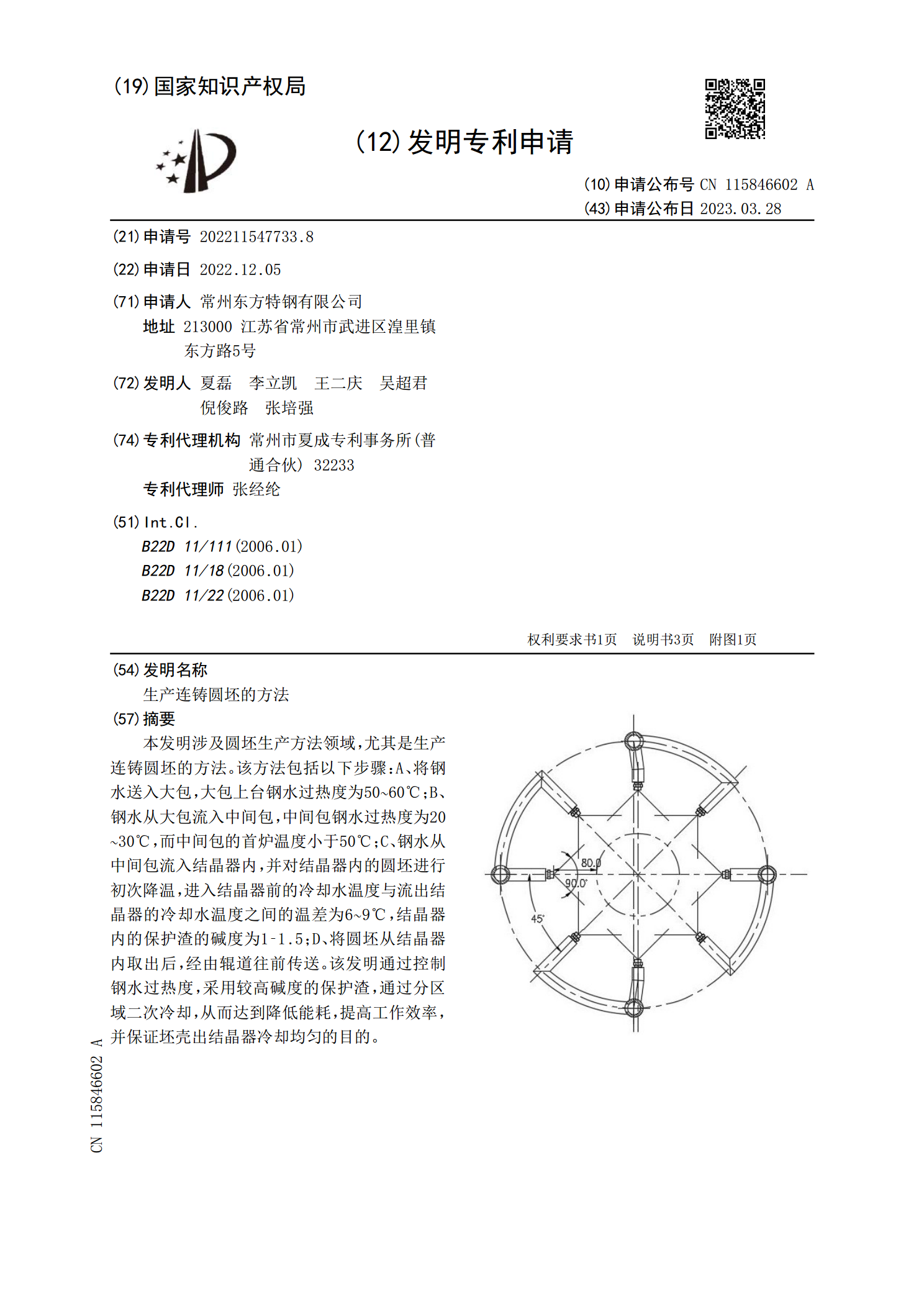
生产连铸圆坯的方法.pdf
本发明涉及圆坯生产方法领域,尤其是生产连铸圆坯的方法。该方法包括以下步骤:A、将钢水送入大包,大包上台钢水过热度为50~60℃;B、钢水从大包流入中间包,中间包钢水过热度为20~30℃,而中间包的首炉温度小于50℃;C、钢水从中间包流入结晶器内,并对结晶器内的圆坯进行初次降温,进入结晶器前的冷却水温度与流出结晶器的冷却水温度之间的温差为6~9℃,结晶器内的保护渣的碱度为1‑1.5;D、将圆坯从结晶器内取出后,经由辊道往前传送。该发明通过控制钢水过热度,采用较高碱度的保护渣,通过分区域二次冷却,从而达到降低