
一种控制冷轧连退、镀锌产线炉内带钢褶皱的方法.pdf

是飞****文章

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种控制冷轧连退、镀锌产线炉内带钢褶皱的方法.pdf
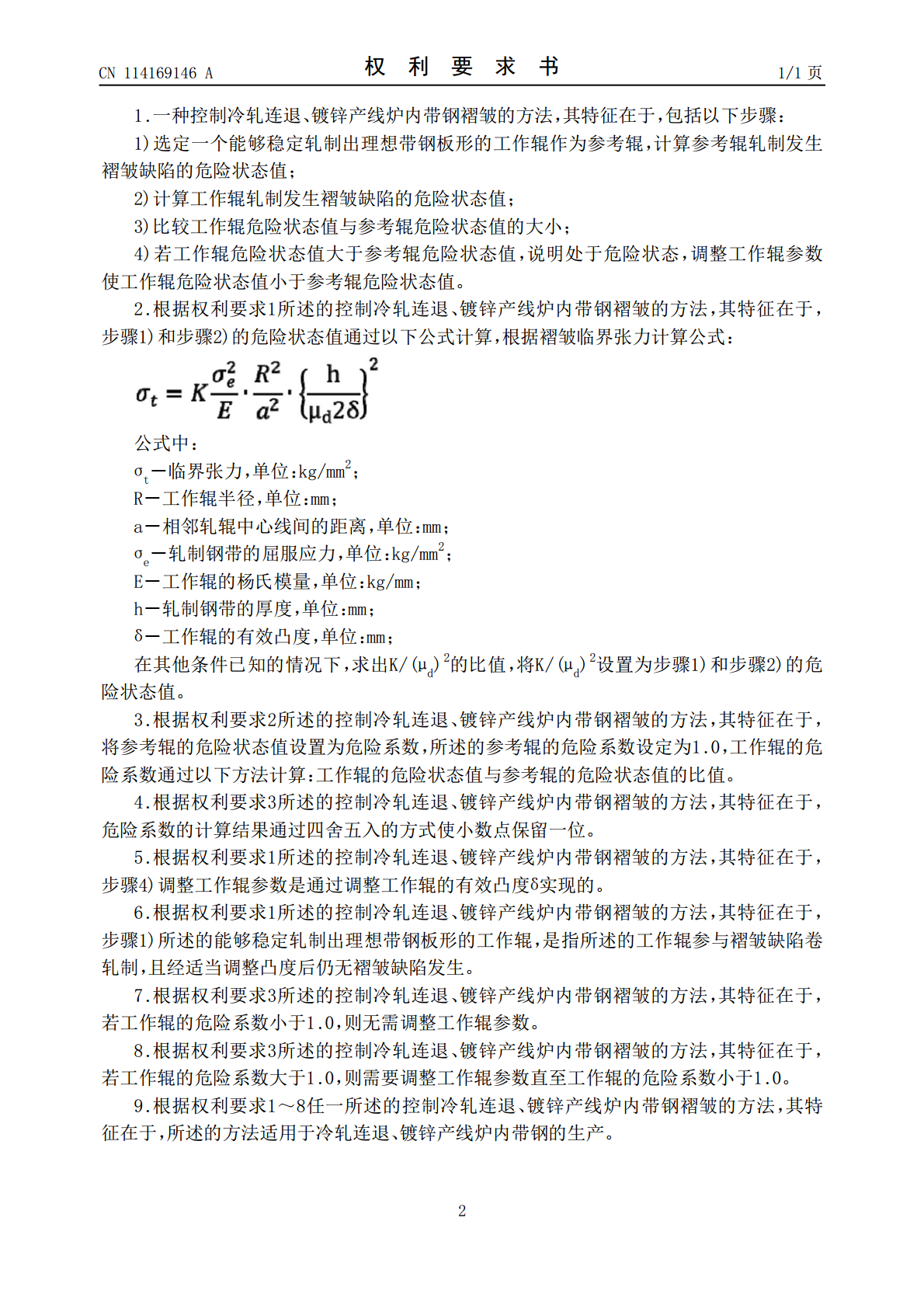
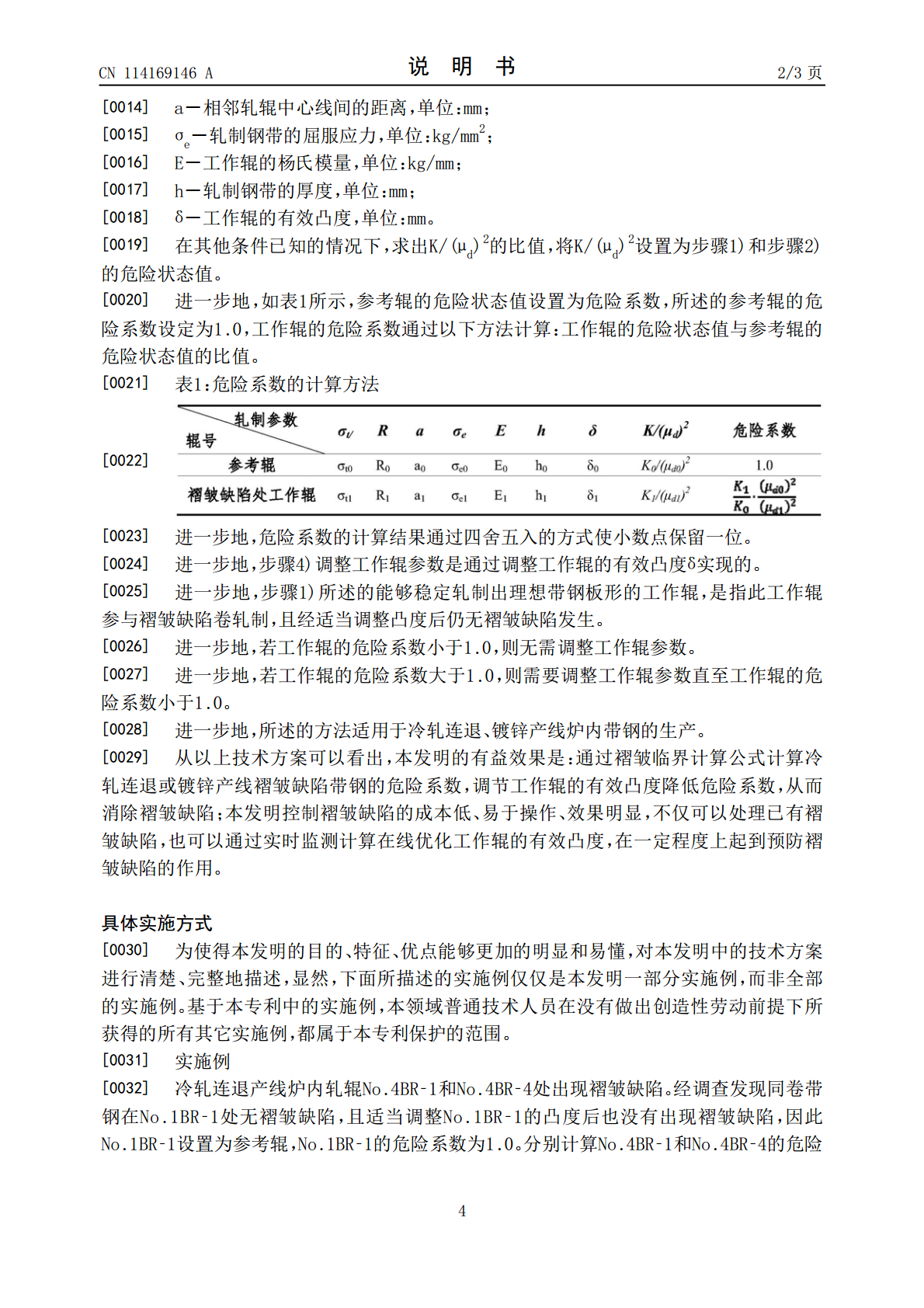
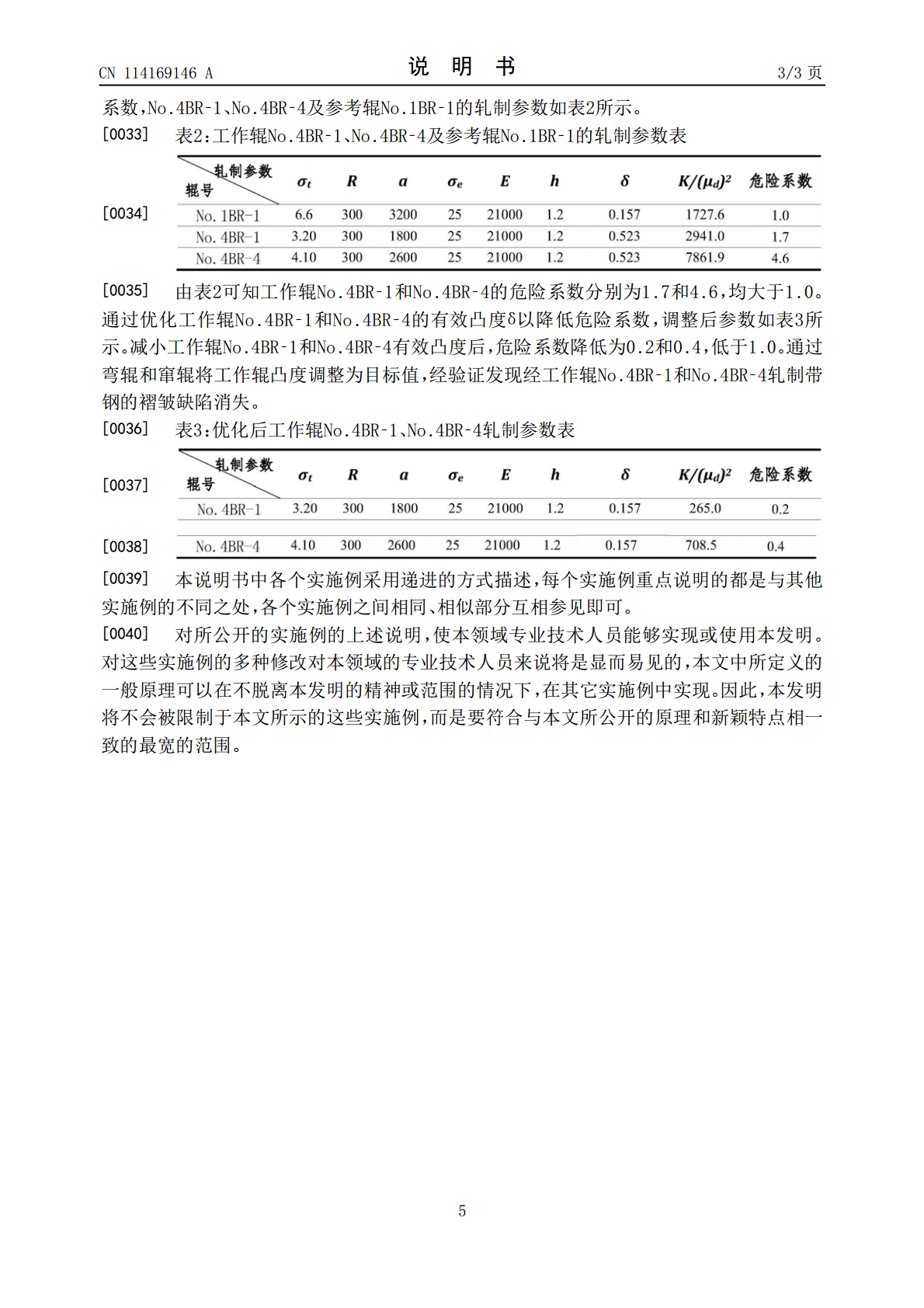
一种控制冷轧连退、镀锌产线炉内带钢褶皱的方法,涉及冷轧带钢轧制技术领域,解决了冷轧连退、镀锌产线炉内带钢产生褶皱的问题,包括以下步骤:选定一个能够稳定轧制出理想带钢板形的工作辊作为参考辊,计算参考辊轧制发生褶皱缺陷的危险状态值;计算工作辊轧制发生褶皱缺陷的危险状态值;计算工作辊危险状态值与参考辊危险状态值的比值;若比值大于1,说明处于危险状态,调整工作辊参数使所述的比值小于1;通过褶皱临界计算公式计算冷轧连退或镀锌产线褶皱缺陷带钢的危险系数,调节工作辊的有效凸度降低危险系数,从而消除褶皱缺陷。
一种控制带钢在连退炉内跑偏的方法.pdf
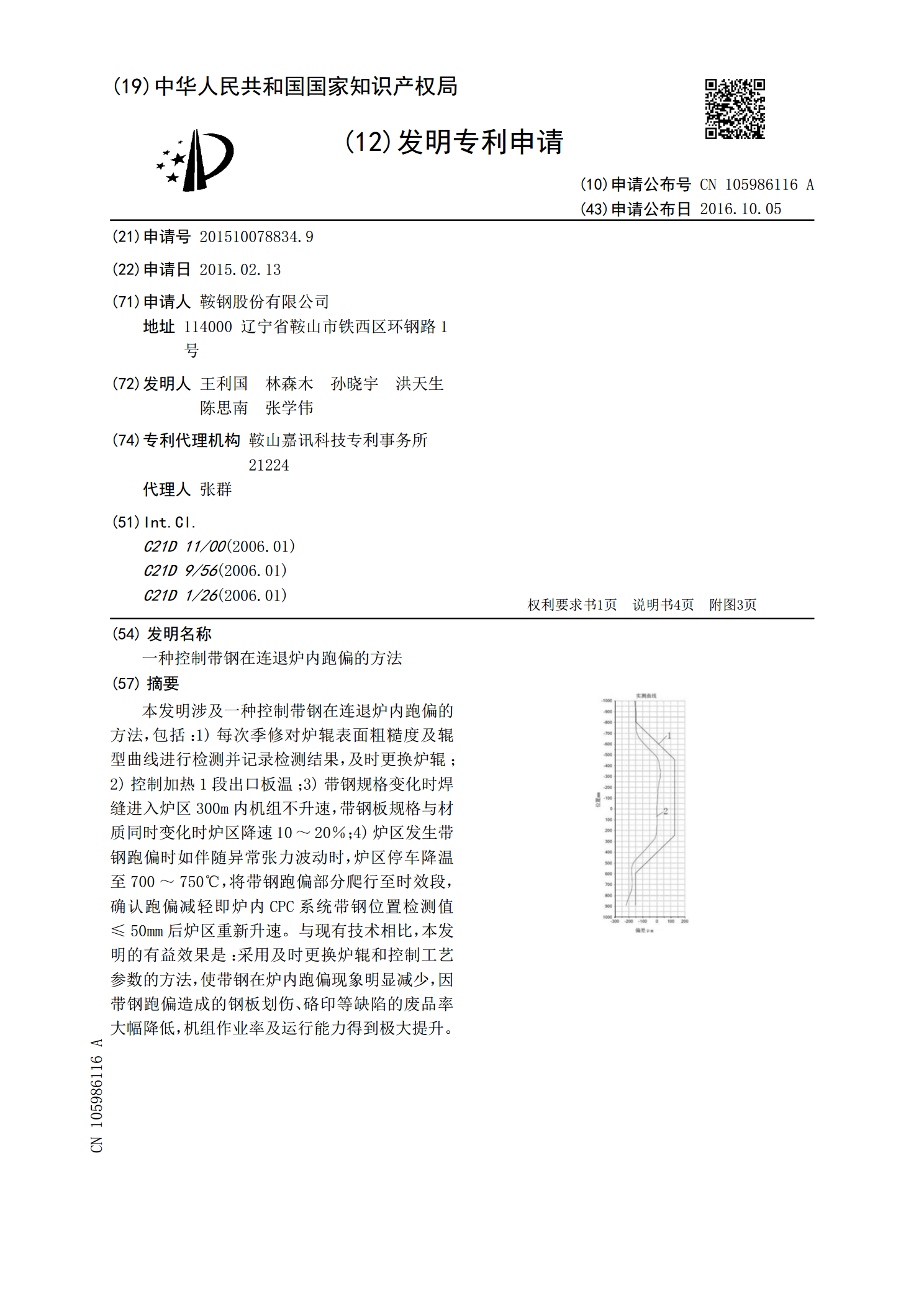
本发明涉及一种控制带钢在连退炉内跑偏的方法,包括:1)每次季修对炉辊表面粗糙度及辊型曲线进行检测并记录检测结果,及时更换炉辊;2)控制加热1段出口板温;3)带钢规格变化时焊缝进入炉区300m内机组不升速,带钢板规格与材质同时变化时炉区降速10~20%;4)炉区发生带钢跑偏时如伴随异常张力波动时,炉区停车降温至700~750℃,将带钢跑偏部分爬行至时效段,确认跑偏减轻即炉内CPC系统带钢位置检测值≤50mm后炉区重新升速。与现有技术相比,本发明的有益效果是:采用及时更换炉辊和控制工艺参数的方法,使带钢在炉内
一种冷轧带钢连退加热炉自动纠偏控制方法.pdf
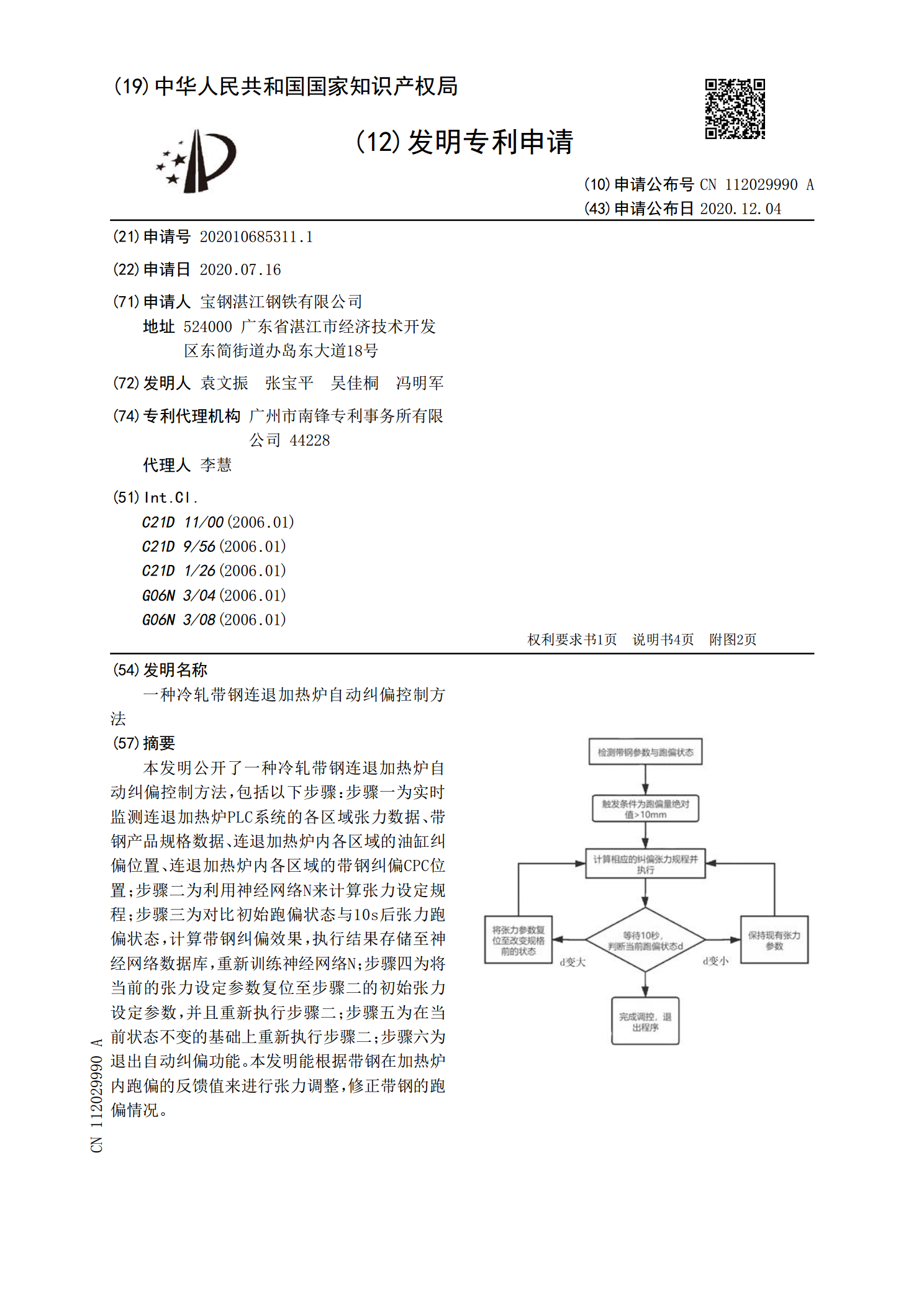
本发明公开了一种冷轧带钢连退加热炉自动纠偏控制方法,包括以下步骤:步骤一为实时监测连退加热炉PLC系统的各区域张力数据、带钢产品规格数据、连退加热炉内各区域的油缸纠偏位置、连退加热炉内各区域的带钢纠偏CPC位置;步骤二为利用神经网络N来计算张力设定规程;步骤三为对比初始跑偏状态与10s后张力跑偏状态,计算带钢纠偏效果,执行结果存储至神经网络数据库,重新训练神经网络N;步骤四为将当前的张力设定参数复位至步骤二的初始张力设定参数,并且重新执行步骤二;步骤五为在当前状态不变的基础上重新执行步骤二;步骤六为退出自
一种冷轧连退炉内纠偏系统在线校准方法.pdf
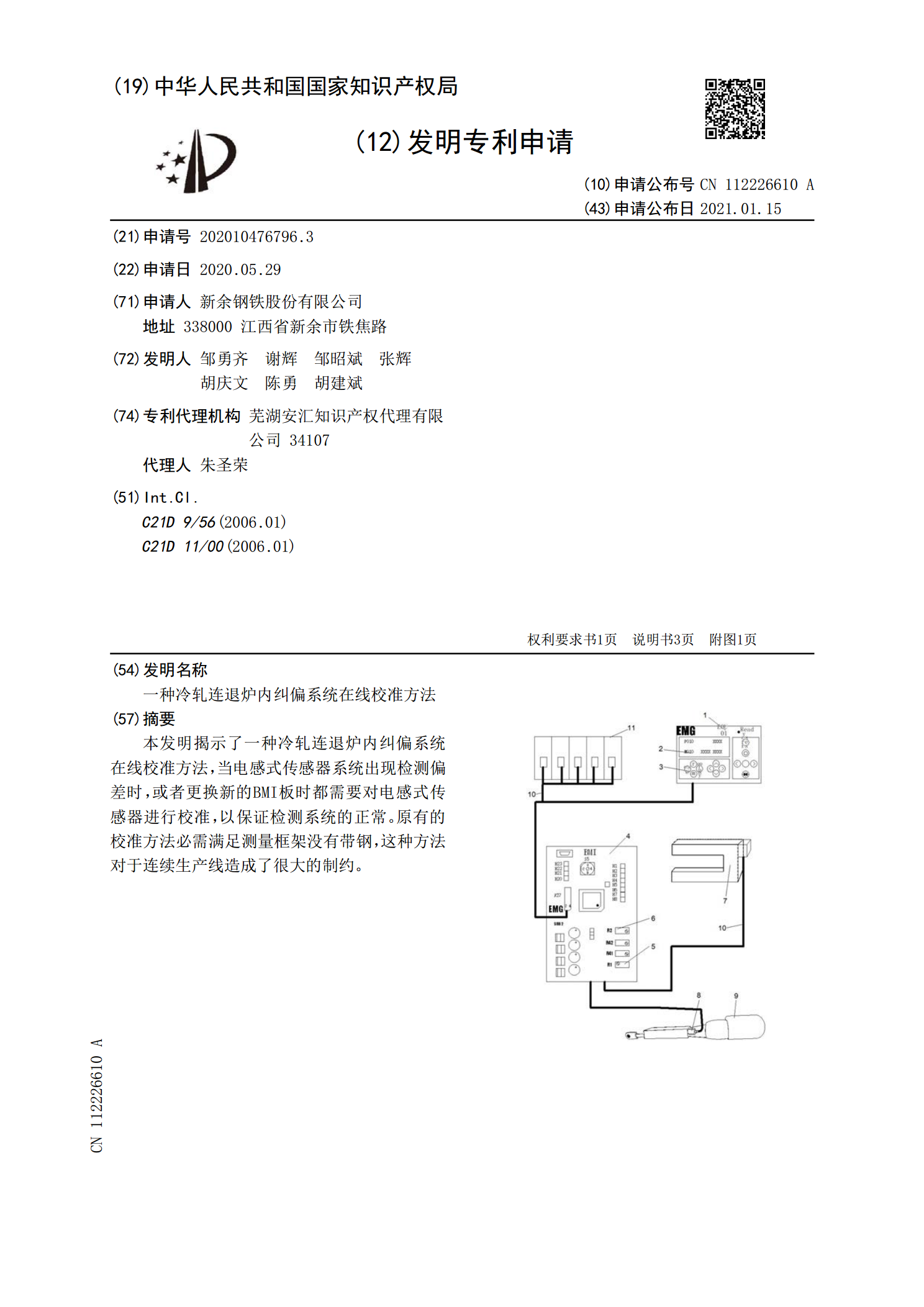
本发明揭示了一种冷轧连退炉内纠偏系统在线校准方法,当电感式传感器系统出现检测偏差时,或者更换新的BMI板时都需要对电感式传感器进行校准,以保证检测系统的正常。原有的校准方法必需满足测量框架没有带钢,这种方法对于连续生产线造成了很大的制约。

国产冷轧带钢连退炉技术特点及应用.docx
国产冷轧带钢连退炉技术特点及应用国产冷轧带钢连退炉技术特点及应用摘要:随着钢铁行业的不断发展,国产冷轧带钢连退炉技术得到了广泛应用。本论文主要介绍了国产冷轧带钢连退炉技术的特点及其在钢铁行业中的应用。首先,论文概述了冷轧带钢连退炉技术的基本概念和工作原理;接着,介绍了国产冷轧带钢连退炉技术的特点,包括炉型优化、加热技术、保温控制等;最后,详细阐述了国产冷轧带钢连退炉技术在钢铁行业中的应用情况,并总结了其在提高产品质量、节约能源、降低生产成本等方面所取得的显著效果。1.引言当前,中国的钢铁行业正面临着巨大的