
一种控制带钢在连退炉内跑偏的方法.pdf

兴朝****45

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
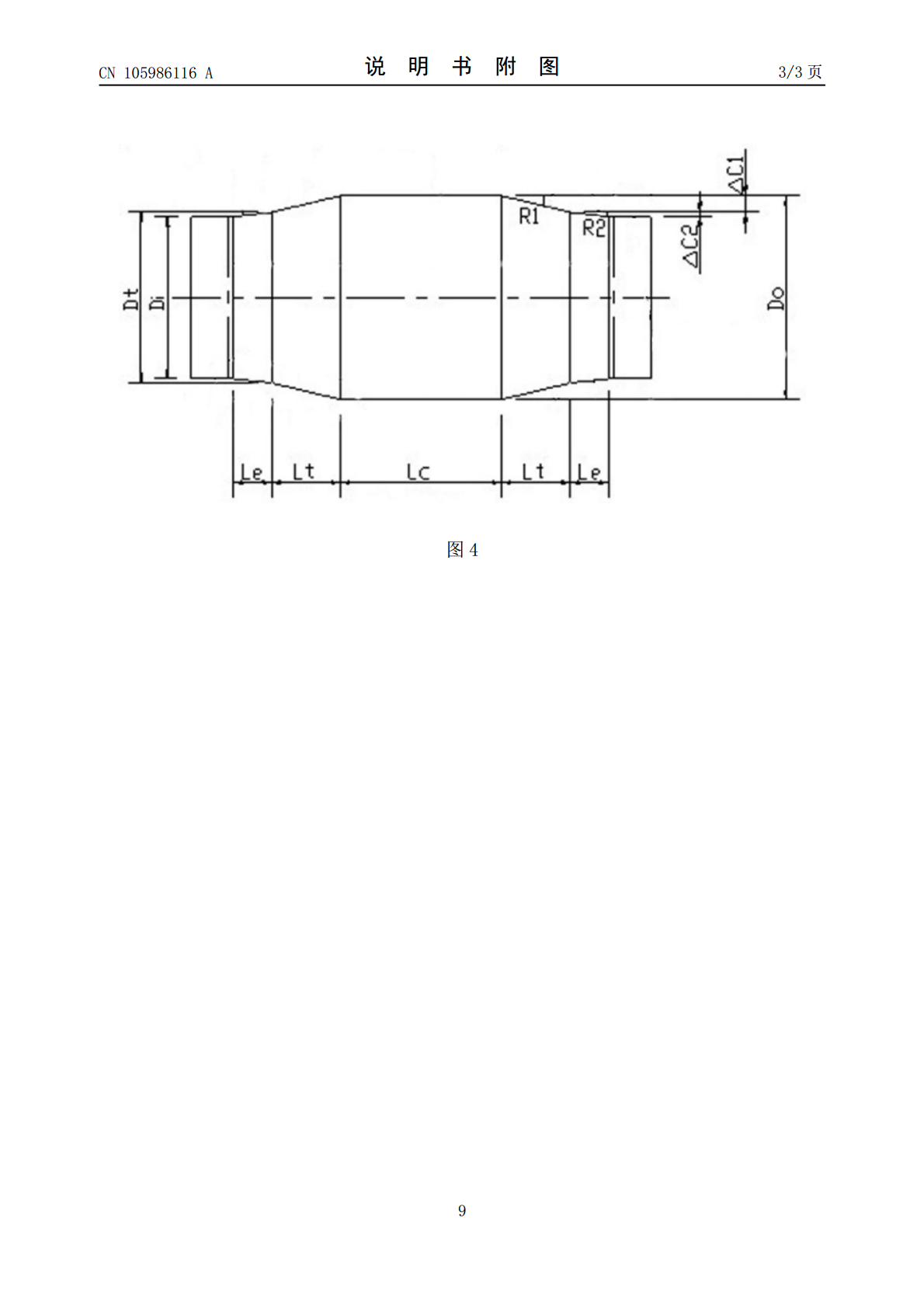
一种控制带钢在连退炉内跑偏的方法.pdf
本发明涉及一种控制带钢在连退炉内跑偏的方法,包括:1)每次季修对炉辊表面粗糙度及辊型曲线进行检测并记录检测结果,及时更换炉辊;2)控制加热1段出口板温;3)带钢规格变化时焊缝进入炉区300m内机组不升速,带钢板规格与材质同时变化时炉区降速10~20%;4)炉区发生带钢跑偏时如伴随异常张力波动时,炉区停车降温至700~750℃,将带钢跑偏部分爬行至时效段,确认跑偏减轻即炉内CPC系统带钢位置检测值≤50mm后炉区重新升速。与现有技术相比,本发明的有益效果是:采用及时更换炉辊和控制工艺参数的方法,使带钢在炉内
一种在线识别炉内带钢跑偏的方法.pdf
本发明公开了一种在线识别炉内带钢跑偏的方法,其包括:1)采集多幅包括带钢边缘位置的带钢图像;2)采用注意力选择法对采集到的带钢图像进行处理,得到带钢图像的显著性特征图,这些显著性特征图中包括有带钢的边缘位置信息;3)将显著性特征图做灰度拉伸处理后进行二值化处理。其中,在取值范围内的所有取值以计算相应的类间方差r2以确定第一最优灰度阈值T1和第二最优灰度阈值T2,第一最优灰度阈值T1和第二最优灰度阈值T2将要进行二值化处理的图像中的像素划为目标类、背景类及干扰类,并将目标类像素的灰度值置1,背景类像素和干扰

一种冷轧带钢连退加热炉防跑偏张力设定方法.pdf
本发明公开了一种冷轧带钢连退加热炉防跑偏张力设定方法,包括以下步骤:监控生产线的跟踪数据,连退加热炉前张紧辊修正跟踪数据,当监测到带钢头部进入连退加热炉前50m的位置时,执行下一步骤;根据带钢厚度、带钢宽度、带钢加热温度来计算不同规格带钢对应的防跑偏张力目标参数;防跑偏张力目标参数存储到PLC的数据块中,待到带钢头部进入入口处前时触发判断,根据炉内带钢生产情况来选择执行逻辑;PLC执行逻辑判断作业,在各自区域的触发时刻执行张力切换逻辑,当带钢尾部离开终冷段之后,完成本卷带钢的张力设定规程。本发明能提高产品

薄规格家电板连退炉内跑偏的研究.docx
薄规格家电板连退炉内跑偏的研究薄规格家电板连退炉内跑偏的研究摘要:近年来,薄规格家电板连退炉内跑偏的问题引起了广泛关注。本论文针对该问题进行了系统的研究和分析。首先,对薄规格家电板连退炉内跑偏的原因进行了深入探讨,包括材料性质、工艺参数和设备因素等。然后,提出了一系列可行的解决方案,并对各种方案进行了优劣比较分析。最后,通过实验验证了最佳解决方案的有效性和可行性。研究结果表明,在适当的工艺参数和设备调整下,能够有效地解决薄规格家电板连退炉内跑偏的问题。关键词:薄规格家电板、连退炉、跑偏、材料性质、工艺参数
一种防止带钢炉内跑偏的报警系统.pdf
本发明公开了一种防止带钢炉内跑偏的报警系统,数据采集设备,用于获取进入入口活套前一根辊处带钢的宽度和厚度,并上传至服务器;服务器,用于根据接收的数据采集设备上传的带钢的宽度和厚度,确定偏差报警值;数据采集设备,用于获取进入入口活套前一根辊带钢两侧的张力值,并上传至服务器;服务器,用于接收数据采集设备上获取的进入入口活套前一根辊带钢两侧的张力值,计算出张力偏差值,若张力偏差值不小于偏差报警值,则输出报警信号。本发明公开的一种带钢炉内跑偏的报警系统,解决了现有技术中带钢在炉内跑偏的概率高的问题,能够提高带钢在