
一种镍基合金靶材的制备方法.pdf

志信****pp

1/10

2/10

3/10
4/10

5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种镍基合金靶材的制备方法.pdf
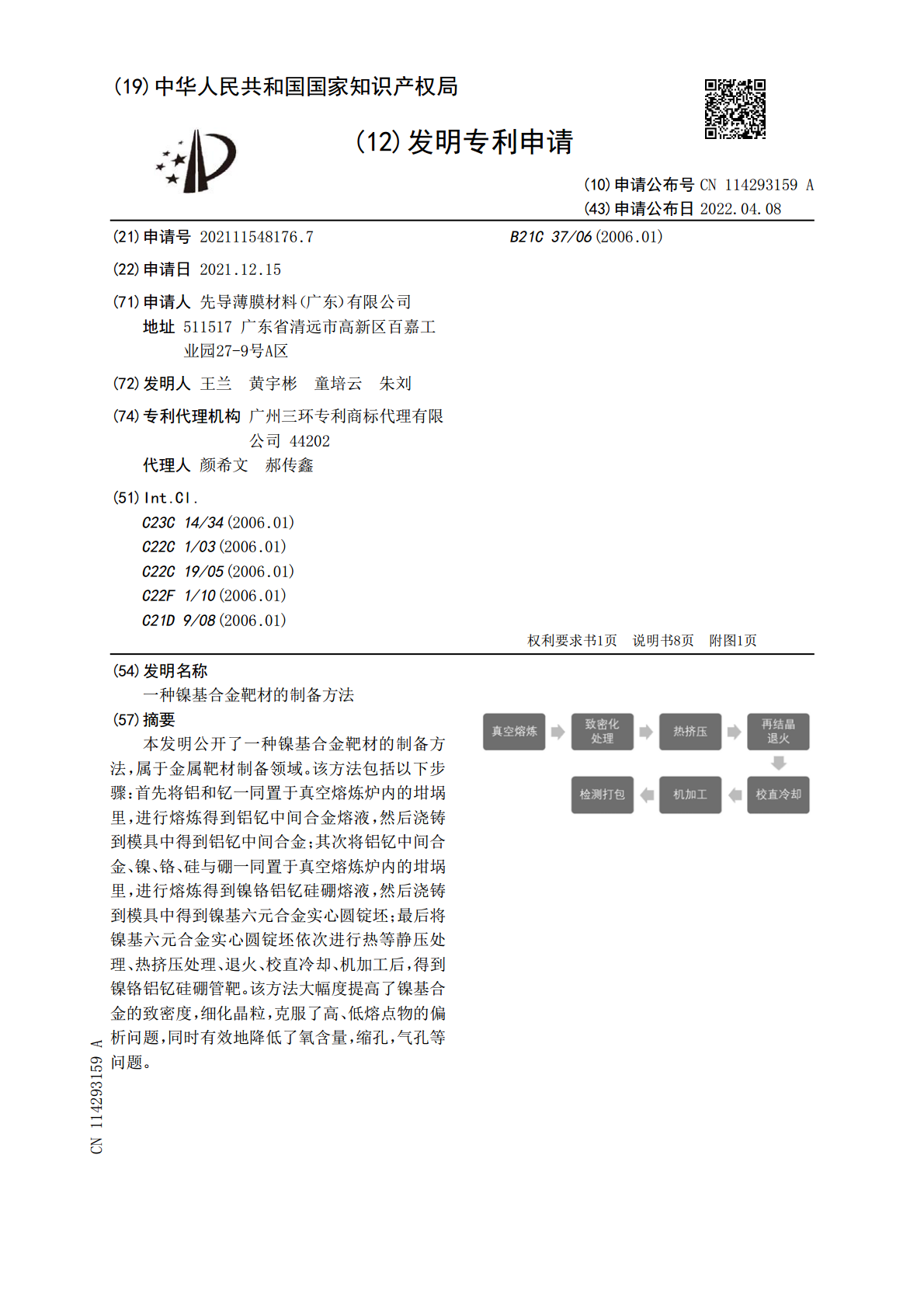
本发明公开了一种镍基合金靶材的制备方法,属于金属靶材制备领域。该方法包括以下步骤:首先将铝和钇一同置于真空熔炼炉内的坩埚里,进行熔炼得到铝钇中间合金熔液,然后浇铸到模具中得到铝钇中间合金;其次将铝钇中间合金、镍、铬、硅与硼一同置于真空熔炼炉内的坩埚里,进行熔炼得到镍铬铝钇硅硼熔液,然后浇铸到模具中得到镍基六元合金实心圆锭坯;最后将镍基六元合金实心圆锭坯依次进行热等静压处理、热挤压处理、退火、校直冷却、机加工后,得到镍铬铝钇硅硼管靶。该方法大幅度提高了镍基合金的致密度,细化晶粒,克服了高、低熔点物的偏析问题

一种CrSi基合金靶材及其制备方法.pdf
本发明提供一种CrSi基合金靶材及其制备方法,所述CrSi基合金靶材按照原子百分比由以下成分组成:Si1?30%;Me0?10%,余量为Cr;其中,Me选自B、Nb、W、Mo、Ta、V元素中的一种或多种。本发明通过选择CrSi<base:Sub>2</base:Sub>合金粉、Cr粉,或者选择CrSi<base:Sub>2</base:Sub>合金粉、Cr粉及Me粉作为预合金粉末来制备CrSi基合金靶材;制备得到的CrSi基合金靶材相对密度高,晶粒尺寸均匀,且可有效解决传统工艺存在的靶材脆性大,易开裂、难
一种镍铁铜钼合金靶材的制备方法.pdf
本发明公开了一种镍铁铜钼合金靶材的制备方法。所述镍铁铜钼合金靶材的制备方法包括如下步骤:(1)将Mo原料和原料Ni加入熔炼炉中,在真空环境下进行悬浮熔炼,冷却后得到合金锭A;(2)将原料Fe和原料Cu添加入步骤(1)含有合金锭A熔炼炉中,在真空环境下继续熔炼处理,冷却后得到合金锭B;(3)将合金锭B在真空环境下精炼三次,进行第三次精炼后将合金锭B的熔体进行浇铸得到铸锭;(4)将步骤(3)得到的铸锭进行轧制处理,得到所述镍铁铜钼合金靶材。本发明先熔炼镍钼合金,再加入原料Fe和Cu再次熔炼,然后结合三次均质精
一种钛镍形状记忆合金靶材及其制备方法.pdf
本发明公开了一种钛镍形状记忆合金靶材及其制备方法。所述钛镍形状记忆合金靶材的制备方法包括如下步骤:S1:将金属钛和金属镍以交替平铺的方式加入容器中进行熔炼得到合金熔体;S2:将S1得到的合金熔体进行浇铸,冷却得到靶坯;S3:将所述靶坯进行机加工后得到所述钛镍形状记忆合金靶材。本发明将金属钛和金属镍以交替平铺的方式加入容器中进行熔炼,有利于降低熔炼过程中的温度,减少熔炼过程中的吸气,既保证合金的纯度要求,又提高熔炼速度和熔炼炉的寿命。而且采用所述制备方法制备的钛镍合金靶材组分均匀,C、O等杂质含量低,靶材纯

镍基合金粉芯丝材、制备方法及增材制造镍基合金的方法.pdf
本发明公开了镍基合金粉芯丝材、制备方法及增材制造镍基合金的方法,属于增材制造用镍基高温合金技术领域。该高Ti、Al无裂纹镍基高温合金粉芯丝材包括丝材外皮以及丝材外皮内包裹的混合粉末;所述丝材外皮采用软态或者半硬态的纯镍带,其内部混合粉末的填充率为30?35%,其中混合粉末的质量百分比如下:铬粉15%,铝粉3.5%?6%,钛粉3.5%?6%,陶瓷相颗粒粉末0.5%?1%,余量为铁粉;同时还公开了上述丝材的制备方法及镍基高温合金的增材制造方法。本发明利用增材制造方法开发800℃以上具有超高温强度的可打印镍基高