
一种耐高温螺栓及其生产工艺.pdf

静芙****可爱

1/8
2/8
3/8
4/8
5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种耐高温螺栓及其生产工艺.pdf
一种耐高温螺栓及其生产工艺,制作耐高温螺栓的原料包括如下重量百分比的组分:0.15‑0.18%的C、0.30‑0.32%的Si、1.40‑1.42%的Mn、0.01%或更少且不包括0%的P、0.002%或更少且不包括0%的S、0.50‑0.52%的Cr、0.30‑0.32%的Mo、0.20‑0.22%的V、0.012‑0.015%的Ti、0.010‑0.012%的B,还包括余量的Fe和其他不可避免的杂质。本发明所述的耐高温螺栓及其生产工艺,配方设计合理,通过加入0.30‑0.32%的Mo、0.20‑0.2
一种耐高温光缆及其生产工艺.pdf
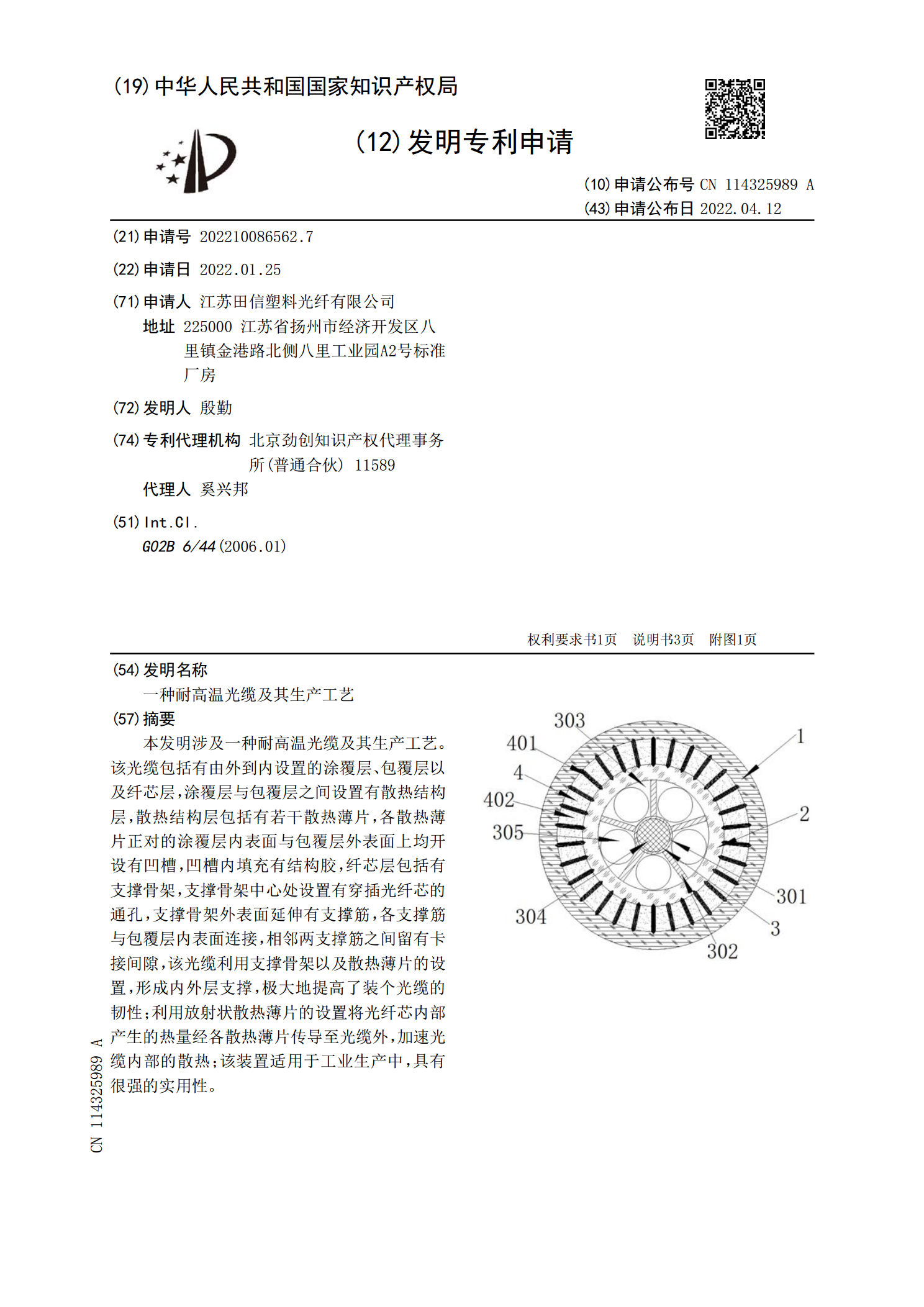
本发明涉及一种耐高温光缆及其生产工艺。该光缆包括有由外到内设置的涂覆层、包覆层以及纤芯层,涂覆层与包覆层之间设置有散热结构层,散热结构层包括有若干散热薄片,各散热薄片正对的涂覆层内表面与包覆层外表面上均开设有凹槽,凹槽内填充有结构胶,纤芯层包括有支撑骨架,支撑骨架中心处设置有穿插光纤芯的通孔,支撑骨架外表面延伸有支撑筋,各支撑筋与包覆层内表面连接,相邻两支撑筋之间留有卡接间隙,该光缆利用支撑骨架以及散热薄片的设置,形成内外层支撑,极大地提高了装个光缆的韧性;利用放射状散热薄片的设置将光纤芯内部产生的热量经
一种耐高温线缆用生产设备及其生产工艺.pdf
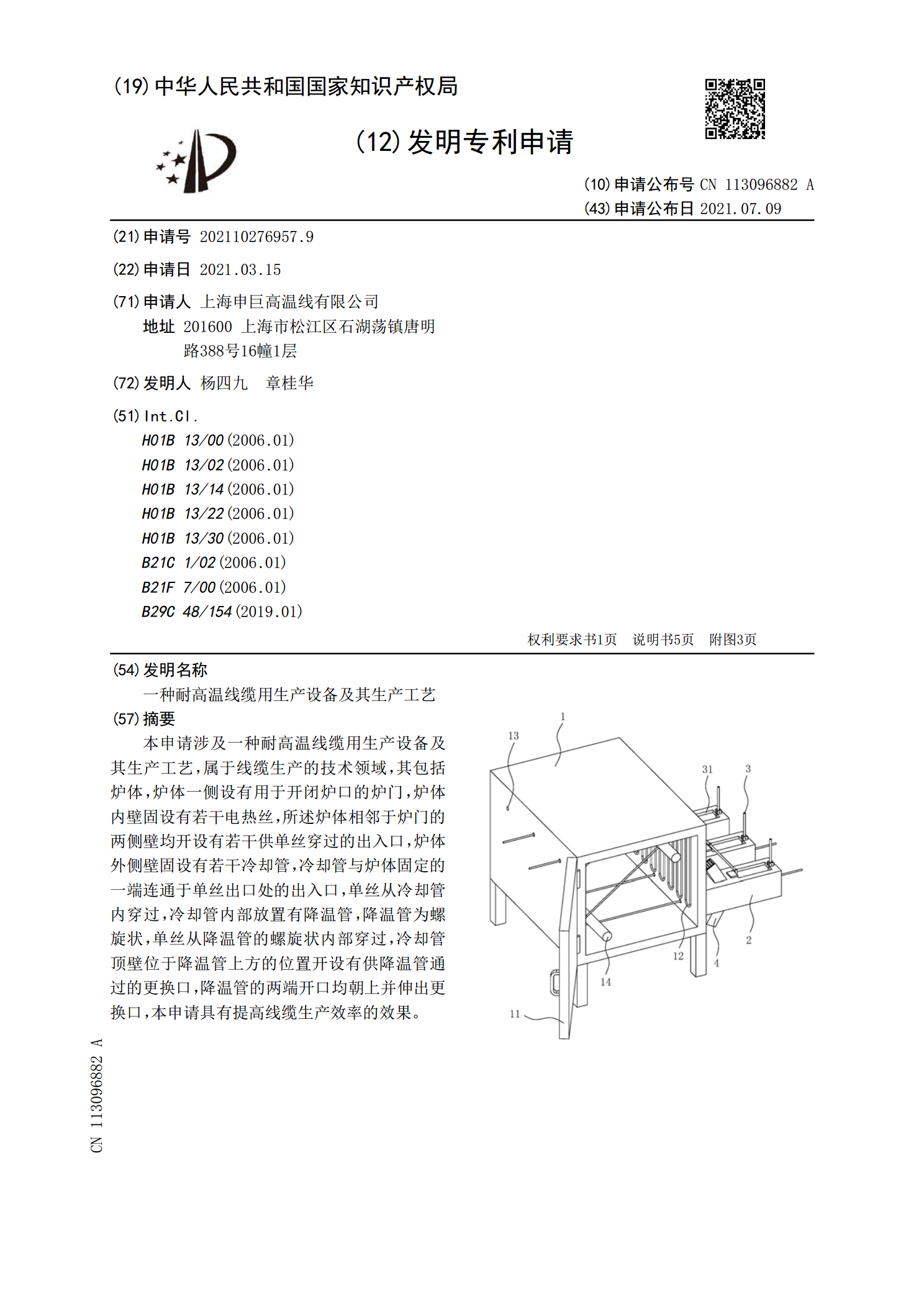
本申请涉及一种耐高温线缆用生产设备及其生产工艺,属于线缆生产的技术领域,其包括炉体,炉体一侧设有用于开闭炉口的炉门,炉体内壁固设有若干电热丝,所述炉体相邻于炉门的两侧壁均开设有若干供单丝穿过的出入口,炉体外侧壁固设有若干冷却管,冷却管与炉体固定的一端连通于单丝出口处的出入口,单丝从冷却管内穿过,冷却管内部放置有降温管,降温管为螺旋状,单丝从降温管的螺旋状内部穿过,冷却管顶壁位于降温管上方的位置开设有供降温管通过的更换口,降温管的两端开口均朝上并伸出更换口,本申请具有提高线缆生产效率的效果。
一种耐高温维生素预混料及其生产工艺.pdf
本发明公开了一种耐高温维生素预混料及其生产工艺,其技术方案要点是采用以下配比:维生素A乙酸酯、维生素D3、dl-α-生育酚乙酸酯、维生素K3、维生素B1、维生素B2、维生素B6、维生素B12、D-生物素、烟酸、DL-泛酸钙、变性淀粉、微晶纤维素、无水乳糖、微粉硅胶,经过混合和制粒之后得到耐高温维生素预混料,这种耐高温多维的高温制粒的营养损失率远远低于普通多维,维生素热损耗低,有效的控制了营养成分的流失,另外,对于饲料加工厂来说,营养成分的保留能够有效的减小其生产上的损失,也是的资源有效的利用。
一种锅炉用耐高温防裂内衬及其生产工艺.pdf
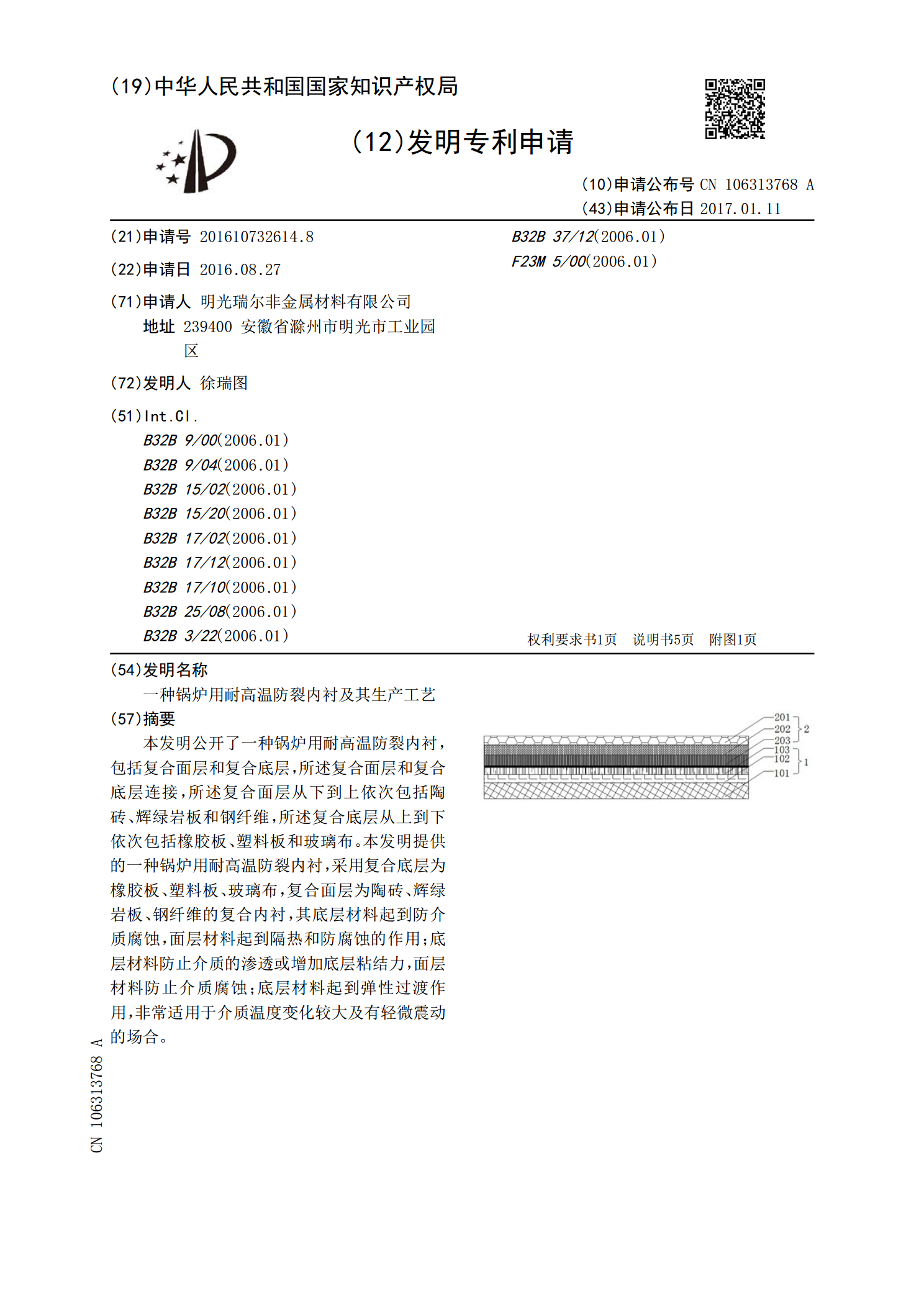
本发明公开了一种锅炉用耐高温防裂内衬,包括复合面层和复合底层,所述复合面层和复合底层连接,所述复合面层从下到上依次包括陶砖、辉绿岩板和钢纤维,所述复合底层从上到下依次包括橡胶板、塑料板和玻璃布。本发明提供的一种锅炉用耐高温防裂内衬,采用复合底层为橡胶板、塑料板、玻璃布,复合面层为陶砖、辉绿岩板、钢纤维的复合内衬,其底层材料起到防介质腐蚀,面层材料起到隔热和防腐蚀的作用;底层材料防止介质的渗透或增加底层粘结力,面层材料防止介质腐蚀;底层材料起到弹性过渡作用,非常适用于介质温度变化较大及有轻微震动的场合。