
一种熔锌中频炉炉衬烘炉方法.pdf

永香****能手

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种熔锌中频炉炉衬烘炉方法.pdf
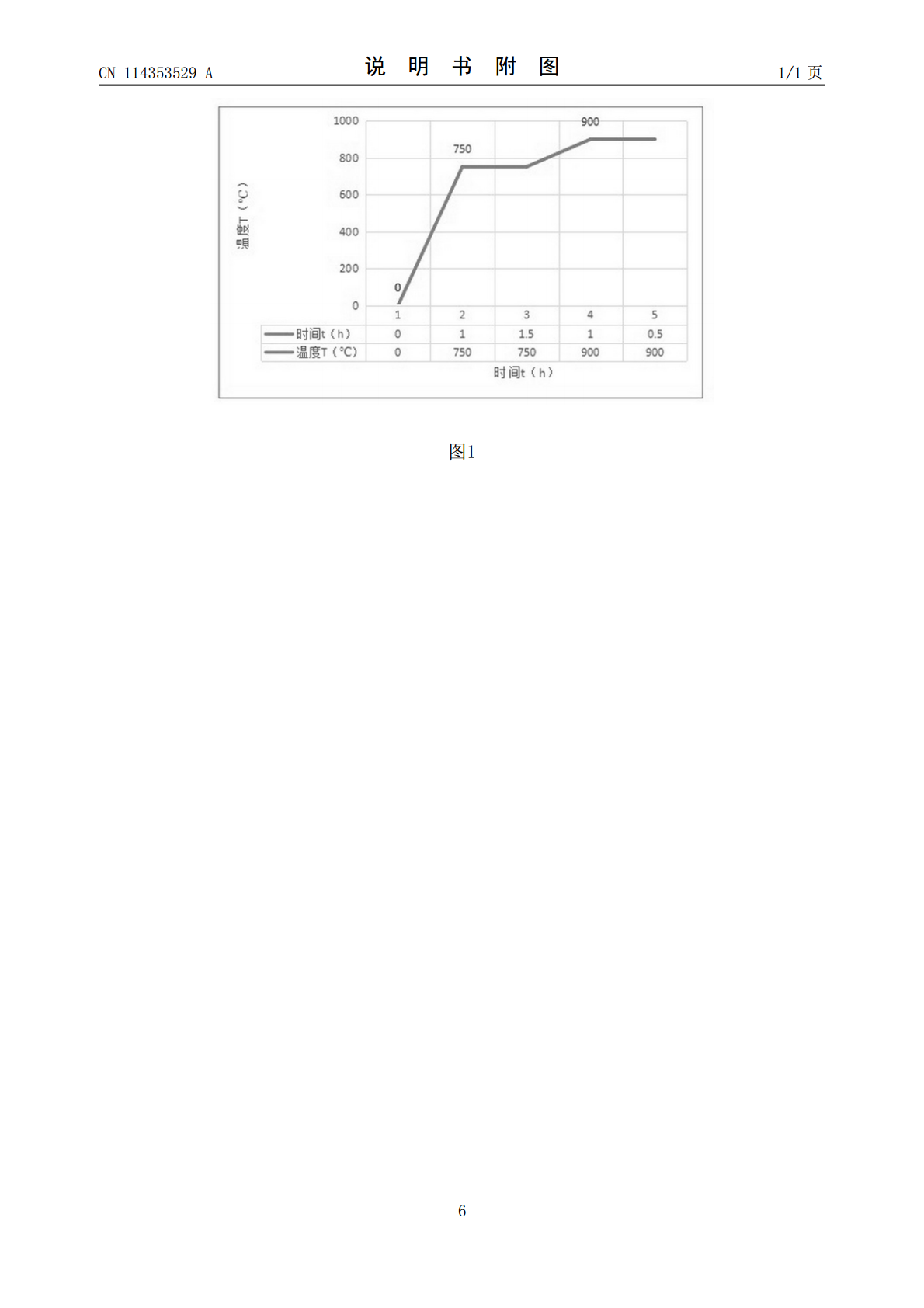
本发明公开了一种熔锌中频炉炉衬烘炉方法,因各种原因停产停炉1h以上,但生产设备可以送电的,必须烘炉提高炉衬温度>650℃‑700℃;停产4h以上且生产设备无法送电烘炉时,待正常生产时,化铝烘炉;长时间停炉的,在启熔前用高铝粉200‑325目修补炉衬,修补厚度2‑3mm;本发明熔锌中频炉炉衬烘炉方法,中频炉的炉衬烘炉烧结曲线分为三个阶段,即中频炉的烘炉阶段、炉衬半烧结阶段、炉衬完全烧结阶段,操作简单,不需要专业工人进行操作。
一种中频熔铝炉炉衬干式料.pdf
本发明公开了一种中频熔铝炉炉衬干式料,包括以下重量份数的组分:85‑95份的电熔棕刚玉,5‑10份的复合结合剂,0.5‑1.5份的助烧剂,0.5‑1.5份的防渗剂。所述复合结合剂为电熔镁砂、氧化铝微粉、碳化硅中的一种、两种或者三种组合;所述助烧剂为硼酐、硼酸中的一种或者两种组合;所述防渗剂为工业级硫酸钡。本发明的刚玉质干式料既有较好的施工性能,又有良好的烧结性能和抗热震性能,使用此种干式料能够大大提高炉衬的使用寿命,保证正常作业,提高工作效率,降低企业成本。
一种中频炉新炉的烘炉方法.pdf
本发明涉及一种中频炉新炉的烘炉方法,其步骤包括:在炉膛内升起微火,缓慢地使锅水沸腾,产生的蒸汽可向空气阀或抬起的安全阀排出;调整燃烧及空气阀开度,使锅炉维持在25%压力(5%‑10%蒸发量情况下6‑12h),若在烘炉后期同时进行煮炉,可适当减少这段煮炉时间;减弱燃烧,将锅内压力降到0.1MPa,让定期排污阀逐个排污一次,并补充给水或加入未加完的溶液。该中频炉新炉的烘炉方法以热烟气作为热源,使内衬材料获得缓慢的加热过程,机械控制干燥温度和升温速率,促使在不同形态时水分的排出,避免水分快速蒸发;用材料烘炉的时
中频炉新炉烘炉方法.pdf
本发明公开了一种中频炉新炉烘炉方法,特别是一种涉及冶炼行业领域的中频炉新炉烘炉方法。本发明的本发明的中频炉新炉烘炉方法,包括以下几个步骤:A、在新炉炉衬打结好后,于炉低放入钢碳,并让其自然完全燃烧;B、待钢碳燃烧完全后再在炉中放入直径小于20cm的小块含铁轻薄料,然后对新炉通电升温,至第一次倒渣时结束通电;C、第一次倒渣完毕后,注入液态钢水,使新炉升温至1650~1700℃,并保温30分钟;D、摇炉出钢。采用本申请的技术方案,成本低、轻质、高强、隔音、隔热保温,并可以有效避免环境污染。可有效缩短烘炉时间至
中频炉新炉的烘炉方法.pdf
本发明涉及一种中频炉新炉的烘炉方法,适用于冶炼行业。在中频炉新炉的炉底加1-2吨的高碳铬铁或者镍铁;用煤气对中频炉新炉进行烘炉4-6小时,温度控制在800--900℃;往中频炉新炉内兑入液态钢水,通电升温,当炉内温度达到1650-1700℃,保温烘炉1小时。完成中频炉新炉的烘炉。本发明具有方法设计合理,烘炉时间短、耐材使用寿命提高、降低烘炉电耗的优点。