
一种铝型材挤压成型工艺.pdf

念珊****写意


1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝型材挤压成型工艺.pdf
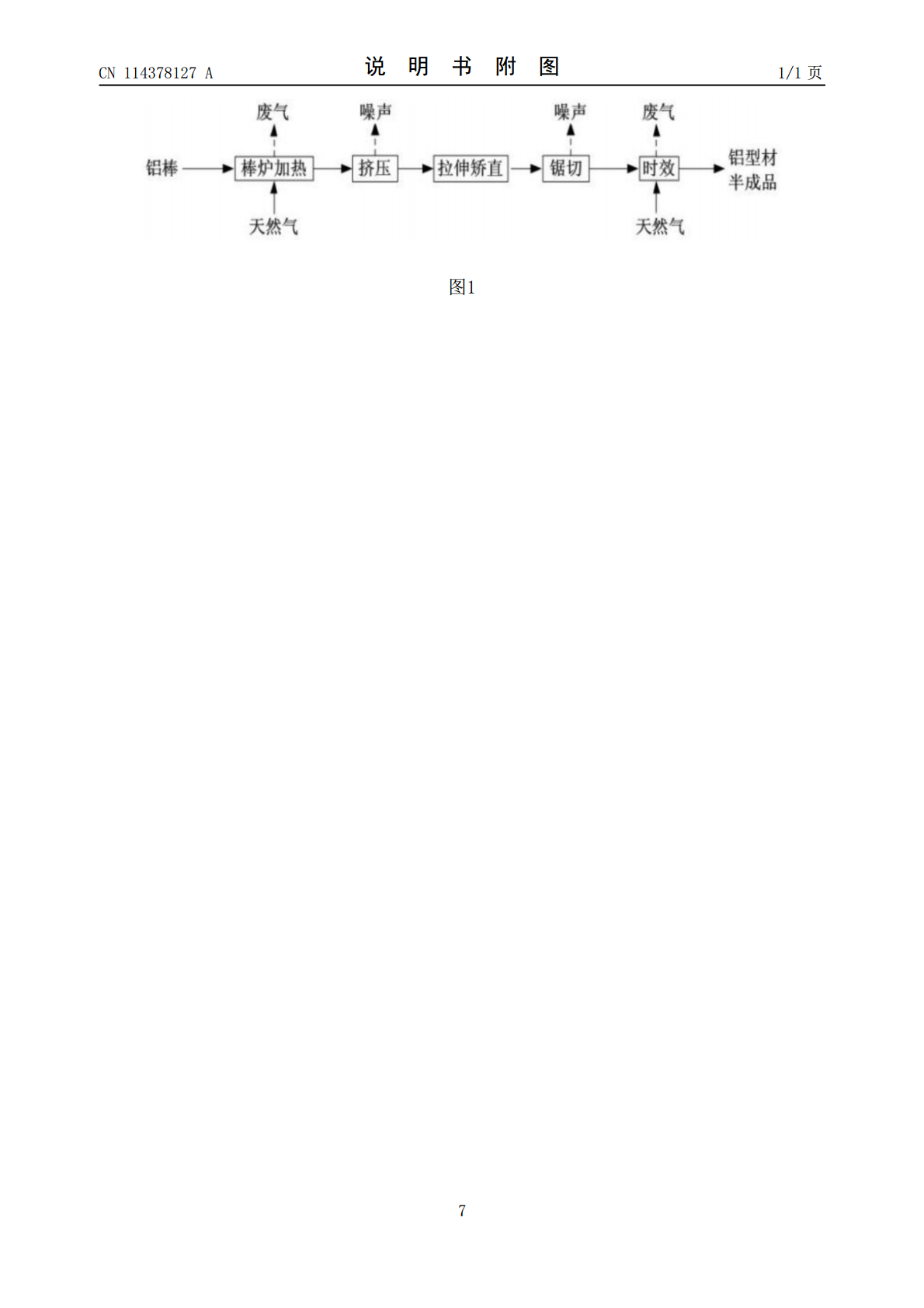
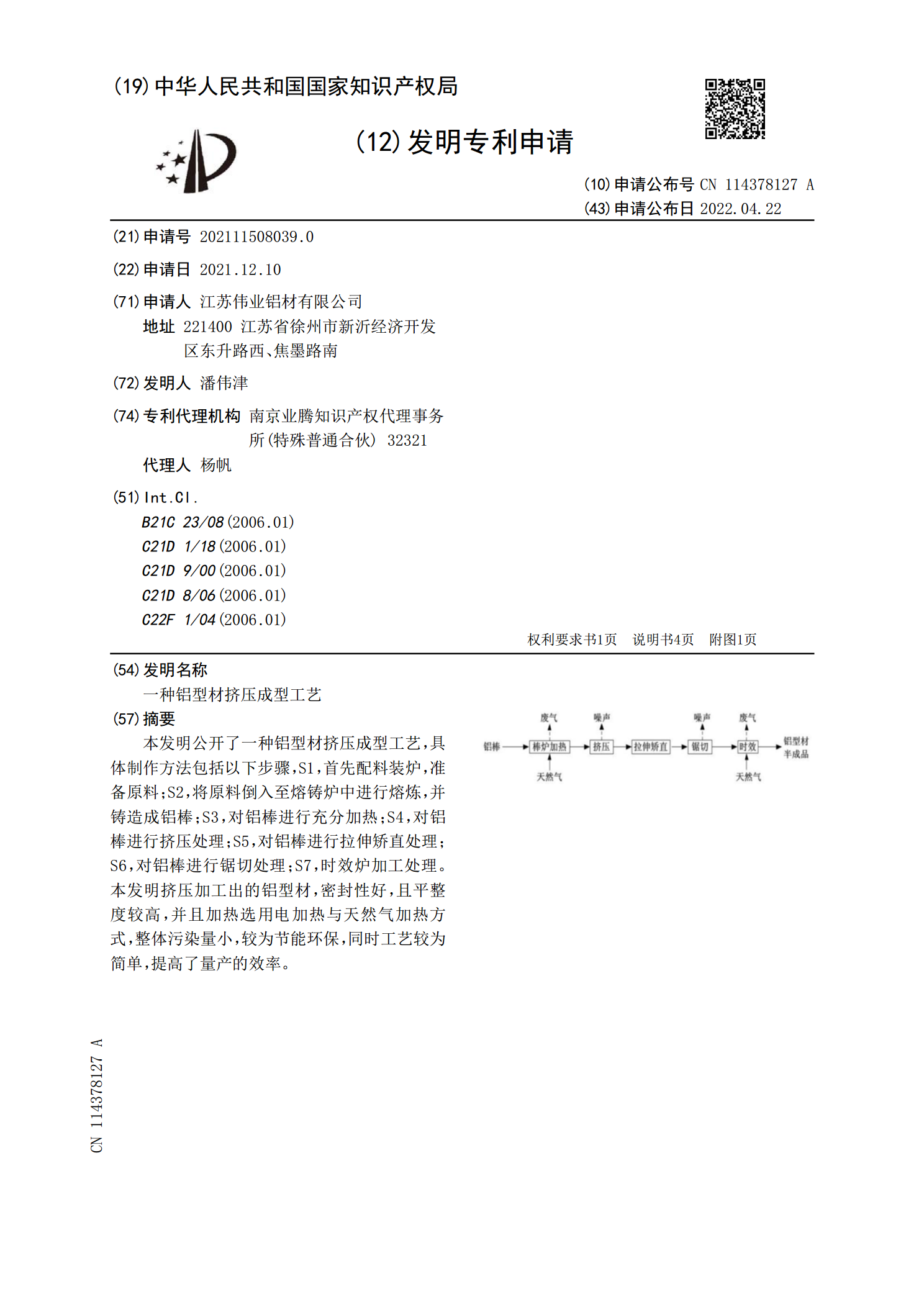
本发明公开了一种铝型材挤压成型工艺,具体制作方法包括以下步骤,S1,首先配料装炉,准备原料;S2,将原料倒入至熔铸炉中进行熔炼,并铸造成铝棒;S3,对铝棒进行充分加热;S4,对铝棒进行挤压处理;S5,对铝棒进行拉伸矫直处理;S6,对铝棒进行锯切处理;S7,时效炉加工处理。本发明挤压加工出的铝型材,密封性好,且平整度较高,并且加热选用电加热与天然气加热方式,整体污染量小,较为节能环保,同时工艺较为简单,提高了量产的效率。

铝型材挤压成型设备以及铝型材挤压成型方法.pdf
本发明公开了铝型材挤压成型设备以及铝型材挤压成型方法,包括防护箱、挤压模具和底箱,底箱的顶部安装有防护箱,防护箱的一侧安装有防护罩,防护箱的内部通过滑杆活动安装有加热软化器,防护箱的内部一侧安装有挤压模具,挤压模具内安装有对接盘,对接盘的正面安装有模具盘,模具盘的外侧安装有出料孔,防护箱的一侧安装有液压缸,液压缸的输出端安装有挤压盘。本发明同时通过出料孔可将低于中心流速的边缘铝材挤压出条状铝型材,实现装置对边缘铝材地进行一体化挤压加工,不仅提高了铝材的加工效率,同时也有效解决了边缘的金属被留在后面当作残余
一种铝型材挤压成型装置.pdf
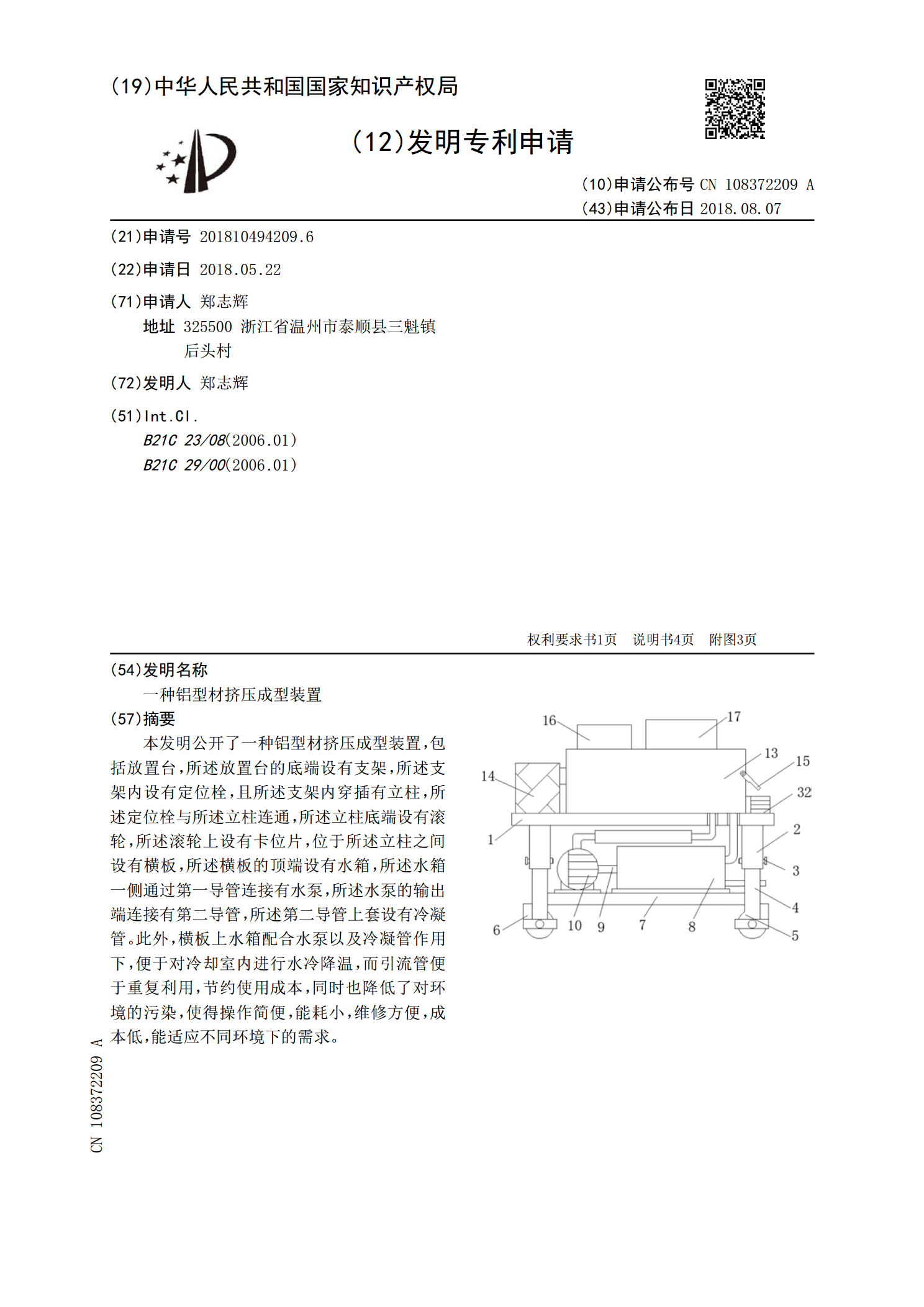
本发明公开了一种铝型材挤压成型装置,包括放置台,所述放置台的底端设有支架,所述支架内设有定位栓,且所述支架内穿插有立柱,所述定位栓与所述立柱连通,所述立柱底端设有滚轮,所述滚轮上设有卡位片,位于所述立柱之间设有横板,所述横板的顶端设有水箱,所述水箱一侧通过第一导管连接有水泵,所述水泵的输出端连接有第二导管,所述第二导管上套设有冷凝管。此外,横板上水箱配合水泵以及冷凝管作用下,便于对冷却室内进行水冷降温,而引流管便于重复利用,节约使用成本,同时也降低了对环境的污染,使得操作简便,能耗小,维修方便,成本低,能

一种精密铝型材挤压成型设备及成型方法.pdf
本发明属于铝型材制造技术领域,具体的说是一种精密铝型材挤压成型设备及成型方法,该成型设备包括基台、模具、清洁箱、伸缩杆、电机、转轴、磨盘、圆杆和清理块;所述模具安装在基台竖直侧壁靠近中间的位置,且所述模具中间位置设有模口;本发明通过设置电机、转轴、磨盘、圆杆、清理块和擦板,使得擦板顶端对模口内表面进行刮擦清洁、磨盘对与其接触的模具侧壁表面进行摩擦清洁,提高了铝型材的生产质量和生产效率;通过设置一号抽风管道、透风孔、二号抽风管道、三号抽风管和抽风机,使得在清理块工作过程中产生的铝粒可以被随时收集,防止铝粒被
一种铝型材挤压模具及其挤压工艺.pdf
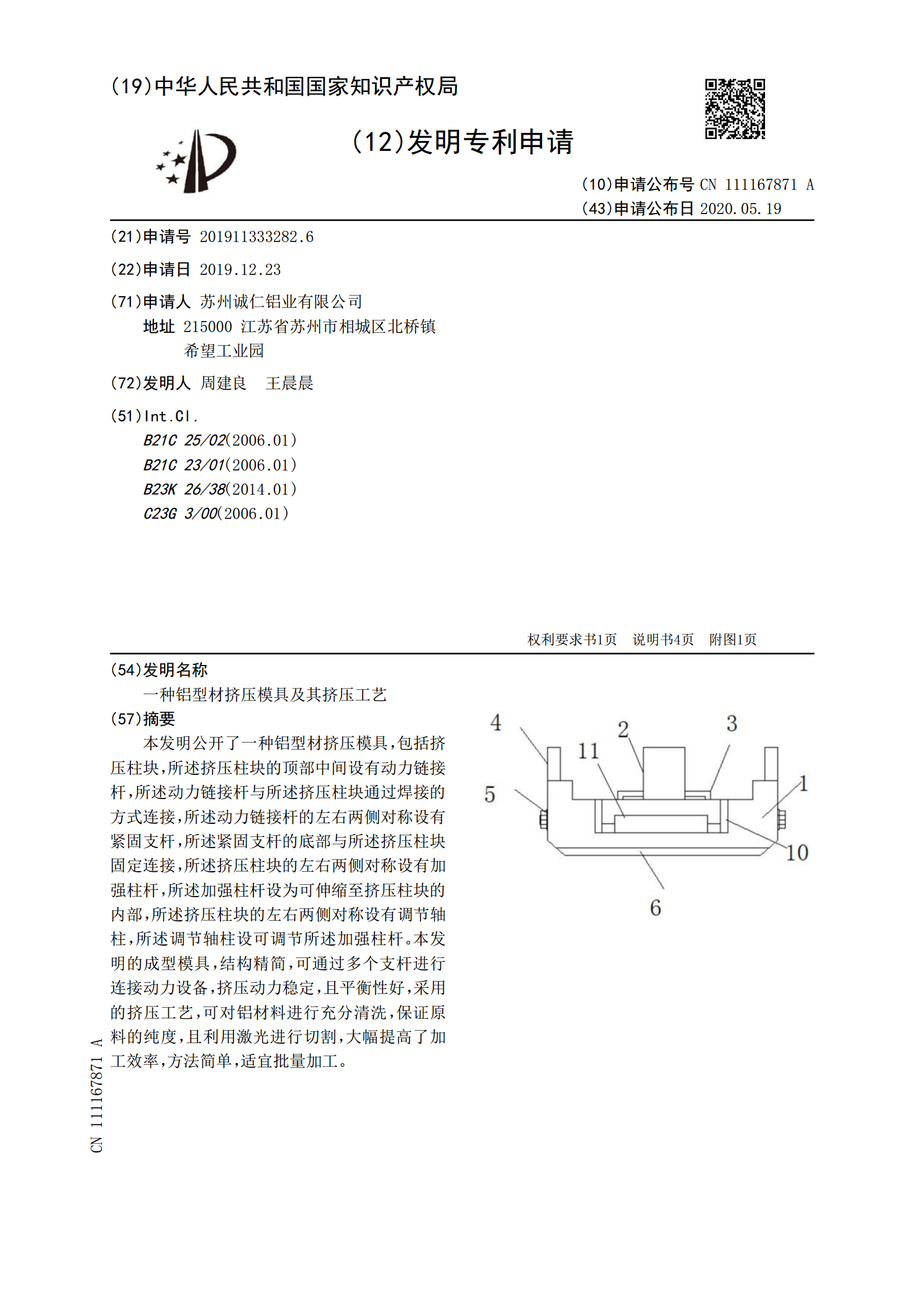
本发明公开了一种铝型材挤压模具,包括挤压柱块,所述挤压柱块的顶部中间设有动力链接杆,所述动力链接杆与所述挤压柱块通过焊接的方式连接,所述动力链接杆的左右两侧对称设有紧固支杆,所述紧固支杆的底部与所述挤压柱块固定连接,所述挤压柱块的左右两侧对称设有加强柱杆,所述加强柱杆设为可伸缩至挤压柱块的内部,所述挤压柱块的左右两侧对称设有调节轴柱,所述调节轴柱设可调节所述加强柱杆。本发明的成型模具,结构精简,可通过多个支杆进行连接动力设备,挤压动力稳定,且平衡性好,采用的挤压工艺,可对铝材料进行充分清洗,保证原料的纯度