
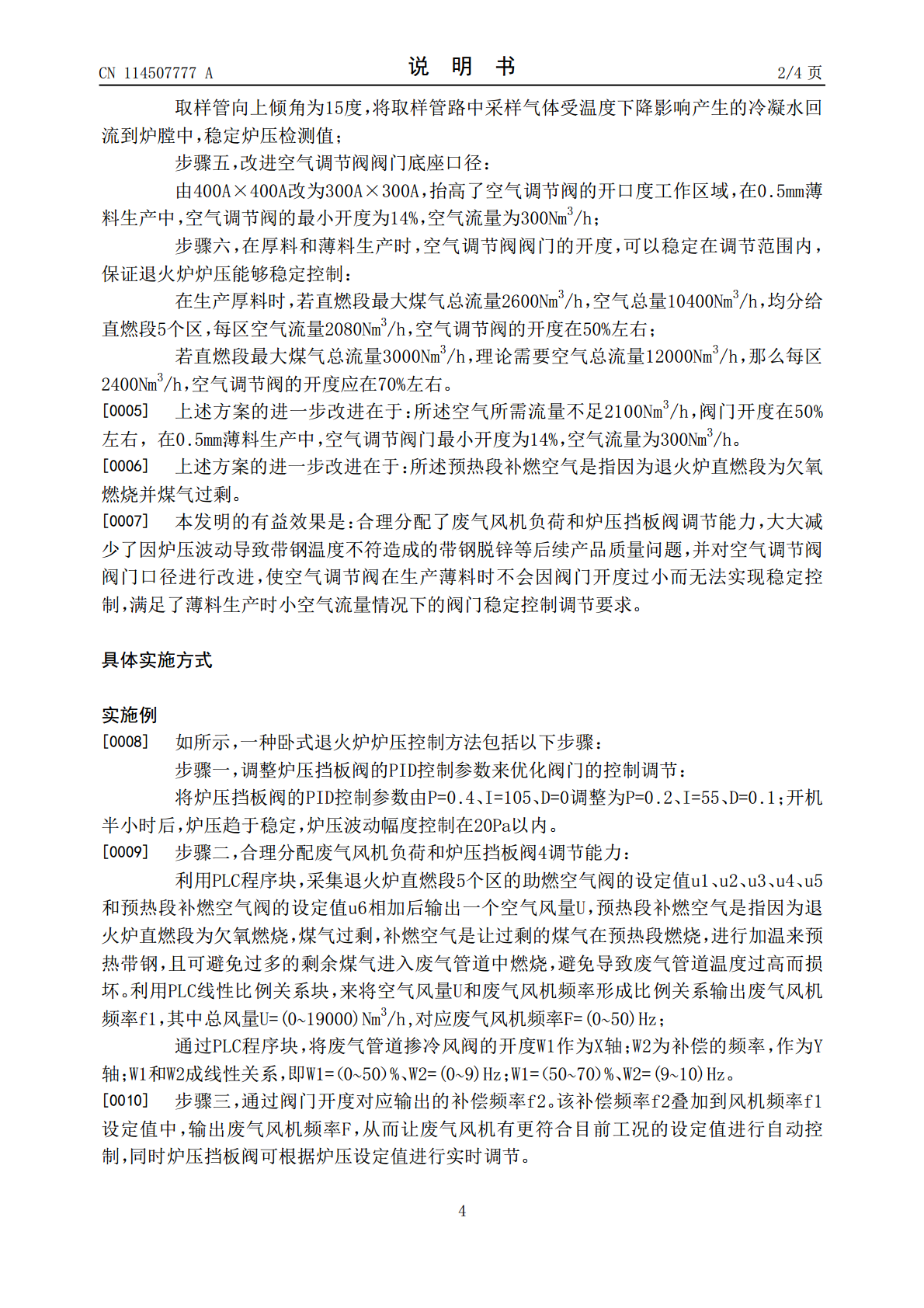
一种卧式退火炉炉压控制方法.pdf

努力****凌芹


1/6

2/6

3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种卧式退火炉炉压控制方法.pdf
本发明涉及一种卧式退火炉炉压控制方法,属于自动控制技术领域。本发明包括步骤一,调整炉压挡板阀的PID控制参数来优化阀门的控制调节;步骤二,合理分配废气风机负荷和炉压挡板阀调节能力;步骤三,通过掺冷风阀门开度对应输出的补偿频率f2;步骤四,改进炉压取样管路,在取样管与炉壁连接处,将取样管由水平状态向上增加一个倾角;步骤五,改进空气调节阀阀门底座口径;步骤六,在厚料和薄料生产时,空气调节阀阀门的开度,可以稳定在线性调节范围内,保证退火炉炉压能够稳定控制。本发明大大减少了因炉压波动导致带钢温度不符造成的带钢脱锌
一种退火炉炉压控制方法及退火炉.pdf
本发明公开了一种退火炉炉压控制方法及退火炉,该方法包括:带钢依次经过加热段和均热段后,进入喷冷段;喷冷段设置有N个风机;当喷冷段有风机启动时,对喷冷段进行充气升压,以使喷冷段的压力达到并维持在充气压力值;充气压力值大于工作炉压,小于报警炉压;当满足第一预设条件时,停止对喷冷段进行充气升压,以使喷冷段的压力回复至工作炉压。本发明提供的退火炉炉压控制方法及退火炉,用以解决现有技术中存在的喷冷段的风机启动容易导致空气吸入,破坏炉内气氛,降低带钢质量的技术问题。实现了提高产品质量和减少对保护气的消耗的技术效果。
一种退火炉炉压控制方法及装置.pdf
本发明涉及一种退火炉炉压控制方法及装置,该方法应用于退火炉的每个炉段中,每个炉段均设置有注入保护气体的注入管道,所述注入管道上设置有流量控制器,包括:获取所述退火炉当前的炉压值;判断所述炉压值是否满足预设炉压范围;在满足所述预设炉压范围时,基于所述炉压值、目标炉段中所述注入管道的流量修正系数、所述注入管道的流量额定值,获得对所述注入管道上的流量控制器所控制的流量进行修正的流量修正值;基于所述流量修正值,对所述流量控制器进行修正控制,进而使得该退火炉的炉压稳定,保证退火炉内的带钢的质量。
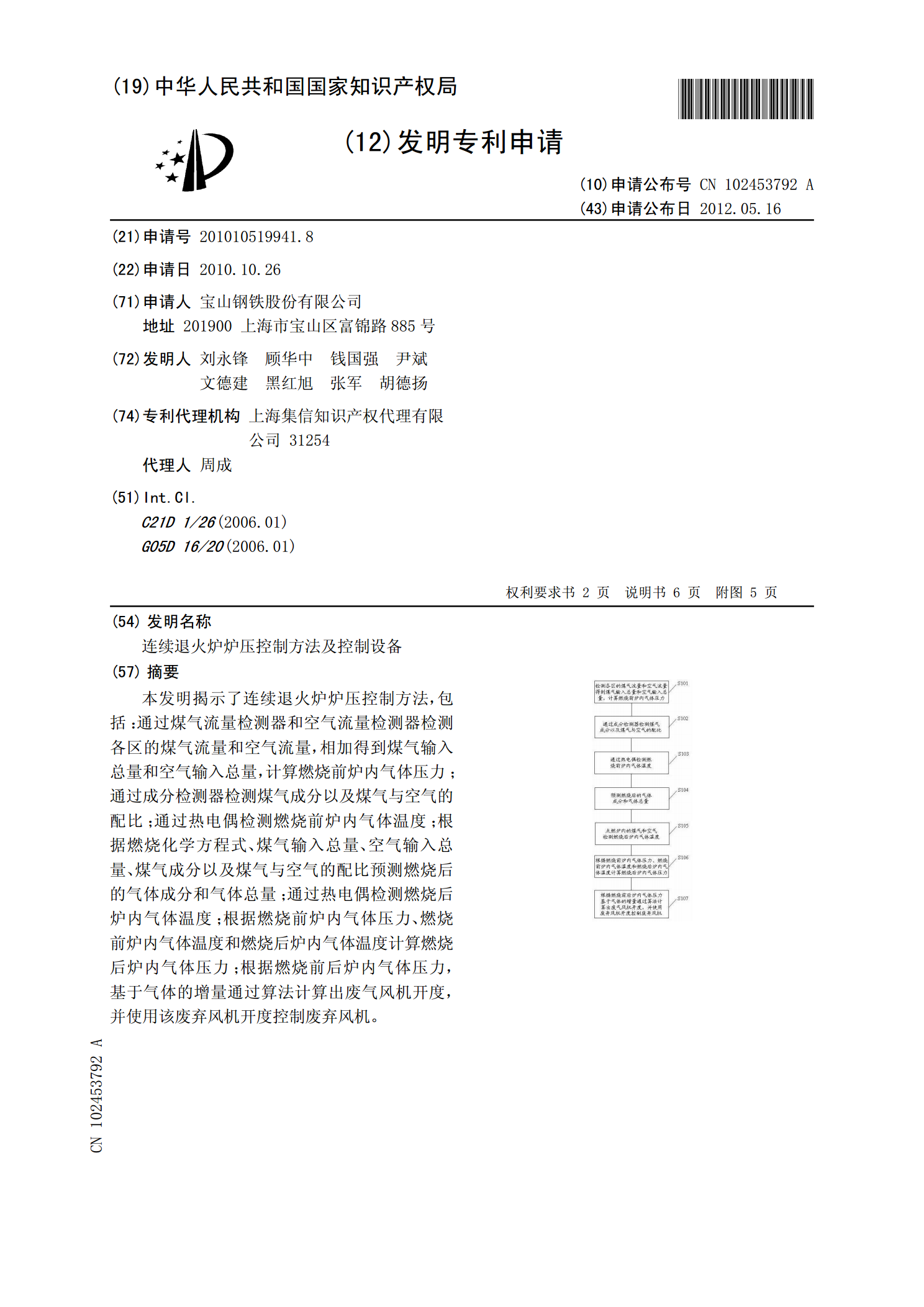
连续退火炉炉压控制方法及控制设备.pdf
本发明揭示了连续退火炉炉压控制方法,包括:通过煤气流量检测器和空气流量检测器检测各区的煤气流量和空气流量,相加得到煤气输入总量和空气输入总量,计算燃烧前炉内气体压力;通过成分检测器检测煤气成分以及煤气与空气的配比;通过热电偶检测燃烧前炉内气体温度;根据燃烧化学方程式、煤气输入总量、空气输入总量、煤气成分以及煤气与空气的配比预测燃烧后的气体成分和气体总量;通过热电偶检测燃烧后炉内气体温度;根据燃烧前炉内气体压力、燃烧前炉内气体温度和燃烧后炉内气体温度计算燃烧后炉内气体压力;根据燃烧前后炉内气体压力,基于气体
一种用于硅钢连续退火炉隔离段炉压控制的方法.pdf
本发明提供了一种用于硅钢连续退火炉隔离段炉压控制的方法,通过压力变送器测量1#炉区炉压P01、2#炉区炉压P02及1#隔离段炉气炉压P12送至PLC控制系统;PLC控制系统执行PID参数模糊自整定程序,计算得到PID参数,进而由PID控制器输出MV,并传送给关联运算控制器;同时PLC控制系统还根据类正态分布函数获得1#隔离段放散阀修正系数J12,最后通过关联运算控制器计算1#隔离段放散阀输出开度MV12=J12×MV,并将MV12计算结果赋给1#隔离段放散阀用以调节隔离段炉气炉压。本发明在确保隔离段气流隔