
一种干熄焦低料位烘炉的方法.pdf

曦晨****22

1/4

2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种干熄焦低料位烘炉的方法.pdf
本发明涉及一种干熄焦低料位烘炉的方法,该方法是在检修结束后,向干熄炉内装入冷焦,冷焦加入量盖住风帽上部不高于1.5m处;待锅炉建立起水循环之后,直接向干熄炉内装入红焦,通过重复装焦量、排焦量过程,并控制炉内系统升温幅度,达到快速烘炉的目的。本发明大幅缩短干熄炉升温时间,干熄焦全干推进时间缩短,提高干熄率。干熄炉耐材局部维修后采用本发明的方法烘炉,可大幅缩短升温时间,干熄焦全干推进时间由原来的11天缩短至6天。可提高5天的干熄率。
干熄焦烘炉方案.pdf
太钢焦化厂干熄焦开工方案中冶焦耐工程技术有限公司二OO八年三月干熄焦烘炉方案一、前言干熄焦系统在筑炉工程结束后,由于自然干燥期较短,因此在干熄炉内的耐火砖、灰浆及浇注料以及铺在干熄焦炉底的冷焦内大约含60t左右的水分,这些水份若不能很好的除去,会影响今后干熄焦的生产安全及使用寿命,为此必须将这些水分除去。干燥是通过温风干燥及煤气加热的方法使干熄炉的温度保持均匀,适当的上升,最后将干熄炉内耐火材料的温度逐步上升到与红焦温度相接近,直到转入正常生产。烘炉升温作业分为三个阶段:(1)烘炉前准备工作。(2)温风干
一种对干熄焦装置使用红焦进行烘炉的方法.pdf
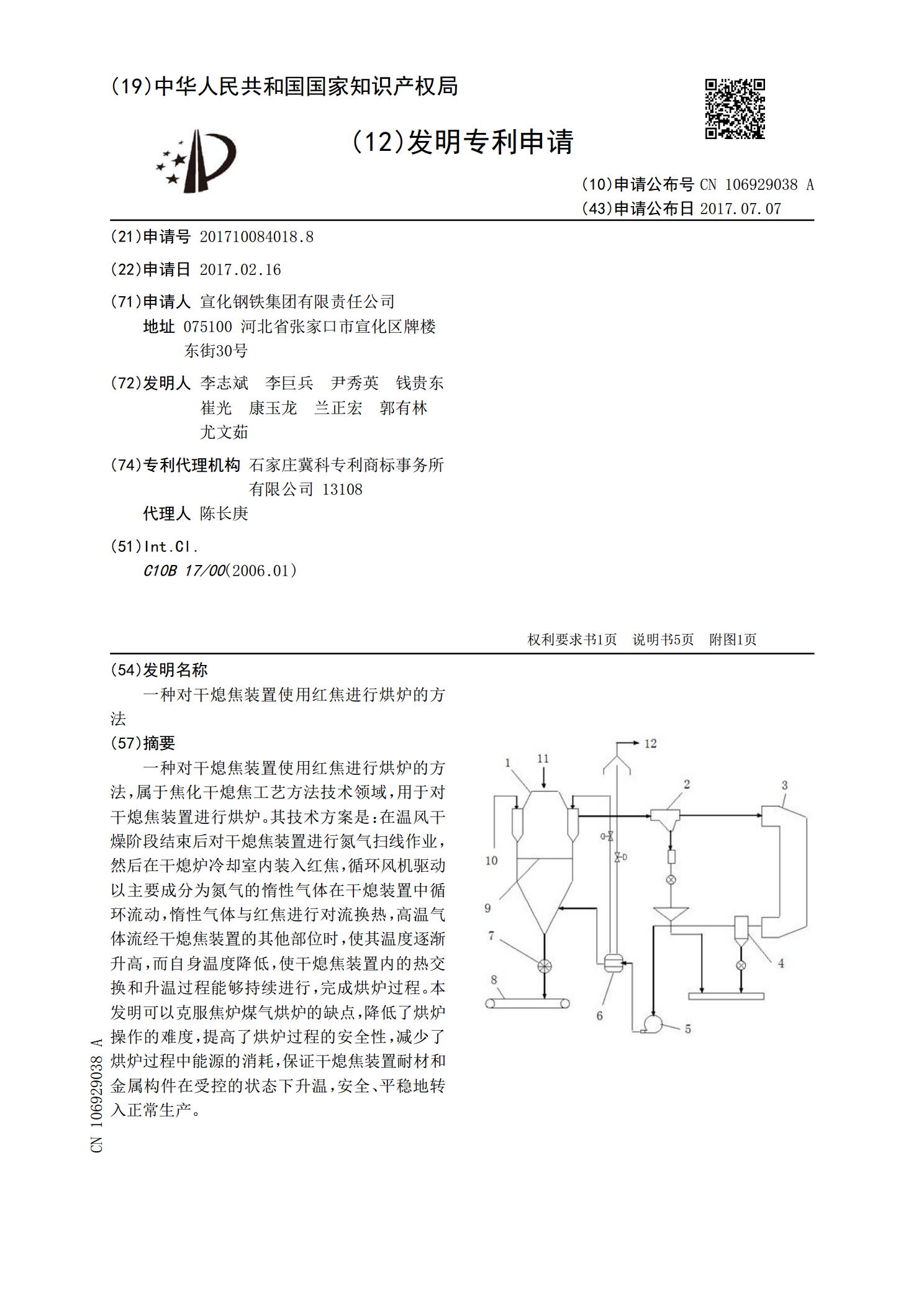
一种对干熄焦装置使用红焦进行烘炉的方法,属于焦化干熄焦工艺方法技术领域,用于对干熄焦装置进行烘炉。其技术方案是:在温风干燥阶段结束后对干熄焦装置进行氮气扫线作业,然后在干熄炉冷却室内装入红焦,循环风机驱动以主要成分为氮气的惰性气体在干熄装置中循环流动,惰性气体与红焦进行对流换热,高温气体流经干熄焦装置的其他部位时,使其温度逐渐升高,而自身温度降低,使干熄焦装置内的热交换和升温过程能够持续进行,完成烘炉过程。本发明可以克服焦炉煤气烘炉的缺点,降低了烘炉操作的难度,提高了烘炉过程的安全性,减少了烘炉过程中能源
干熄焦烘炉专项方案.doc
干熄焦烘炉方案干熄焦烘炉目干熄焦系统由冷态逐渐升温到装红焦开工温度,这一过程称为干熄焦烘炉。干熄焦系统在筑炉工程结束、主体设备调试完毕后,在正式装红焦开工之前重要一种环节就是干熄焦烘炉。所谓干熄焦烘炉,重要是针对干熄槽、一次除尘器耐火材料砌体而言,特别是新建干熄焦装置,其耐火材料砌体内具有大量水分。如果这些水分不能较好地除去,当干熄槽装红焦后,砌体中水分在高温作用下会变成高温水蒸汽。这些高温水蒸汽从砌体中逸出过程中会冲刷砌体灰缝,导致灰缝火泥脱落,也会使某些含水低温耐火砖产生裂纹甚至剥蚀;同步,水蒸汽在穿
干熄焦系统烘炉开工工艺.pdf
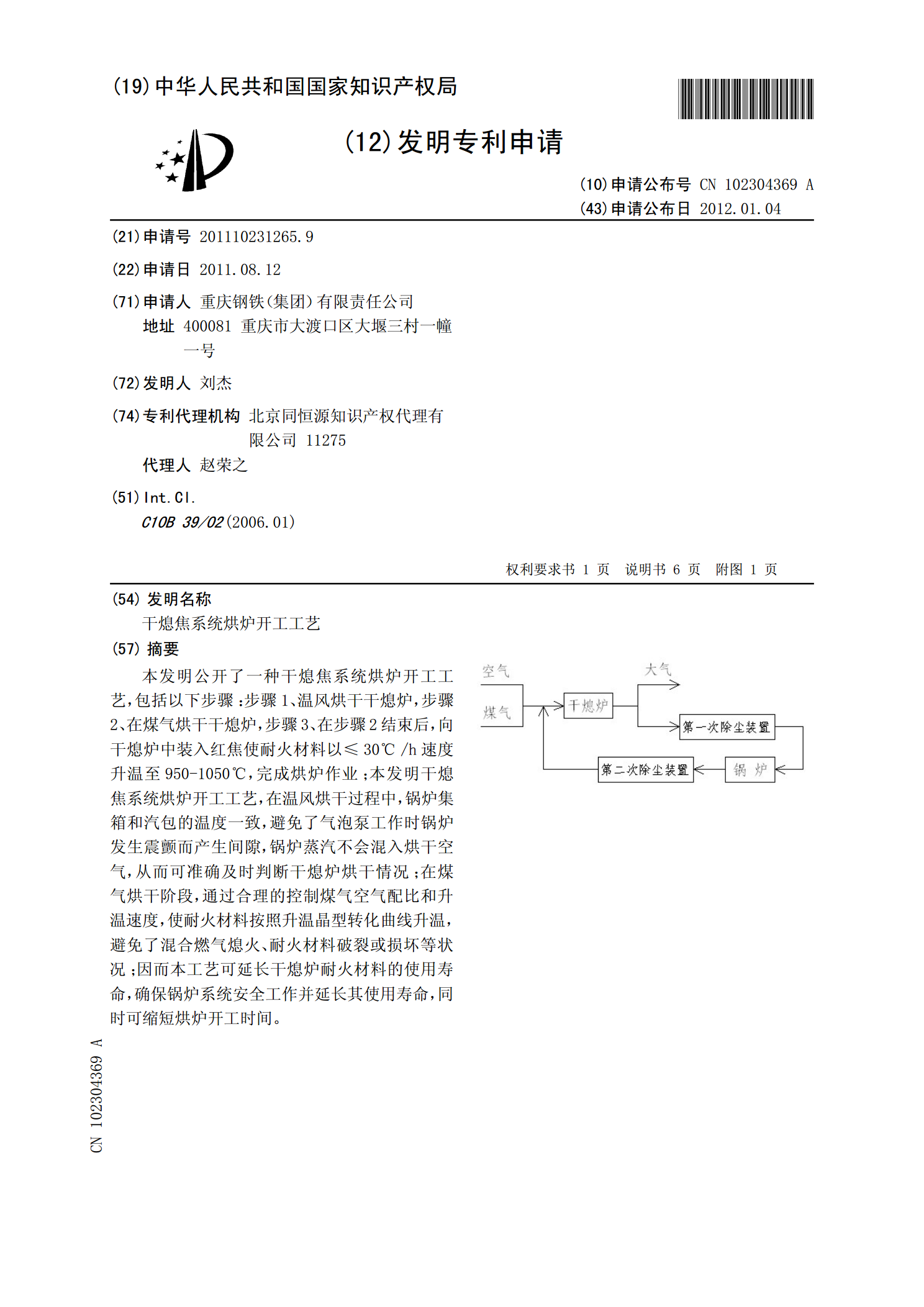
本发明公开了一种干熄焦系统烘炉开工工艺,包括以下步骤:步骤1、温风烘干干熄炉,步骤2、在煤气烘干干熄炉,步骤3、在步骤2结束后,向干熄炉中装入红焦使耐火材料以≤30℃/h速度升温至950-1050℃,完成烘炉作业;本发明干熄焦系统烘炉开工工艺,在温风烘干过程中,锅炉集箱和汽包的温度一致,避免了气泡泵工作时锅炉发生震颤而产生间隙,锅炉蒸汽不会混入烘干空气,从而可准确及时判断干熄炉烘干情况;在煤气烘干阶段,通过合理的控制煤气空气配比和升温速度,使耐火材料按照升温晶型转化曲线升温,避免了混合燃气熄火、耐火材料破