
一种利用退火酸洗去除奥氏体不锈钢炼钢疤痕的方法.pdf

是来****文章


1/10

2/10
3/10

4/10
5/10
6/10
7/10

8/10

9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种利用退火酸洗去除奥氏体不锈钢炼钢疤痕的方法.pdf
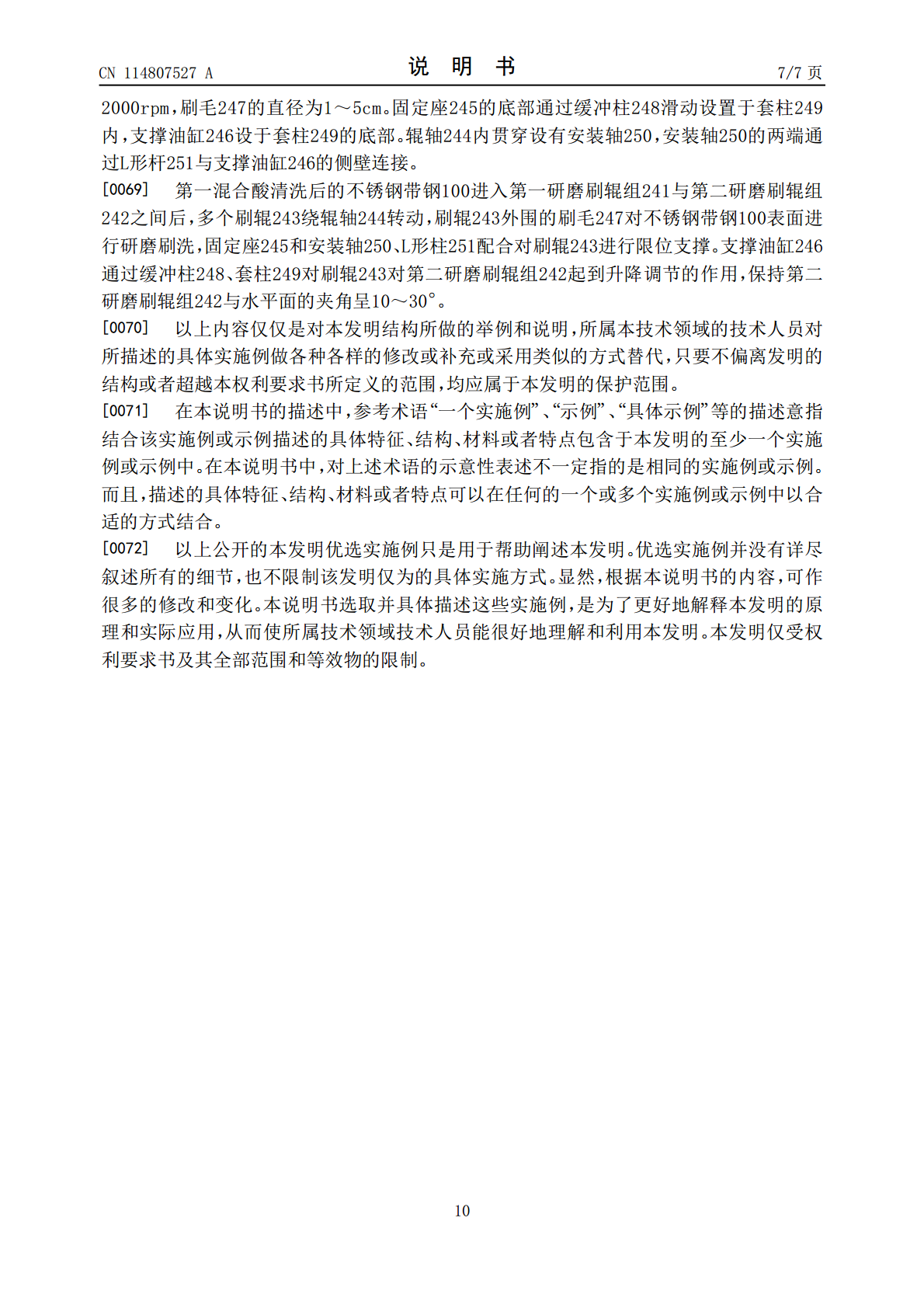
本发明公开了一种利用退火酸洗去除奥氏体不锈钢炼钢疤痕的方法,涉及带钢表面缺陷处理技术领域,用于解决现有技术中不能通过退火酸洗工艺控制来消除大深度表面炼钢疤痕,且处理时间长、处理成本高的技术问题。本发明是退火加热炉板温和均热段空燃比的控制配合调节氧化皮的生成厚度,最大能够生成50μm深度的氧化皮,有效去除不锈钢带钢表面的疤痕;抛丸过程的高速抛射达到10μm深度处理的效果;四次酸洗过程清除和修复表面的疤痕,生成致密的氧化膜,研磨刷洗和清洁表面后,使不锈钢带钢表面光亮;该方法通过退火、抛丸、酸洗的工艺控制达到消

一种奥氏体不锈钢的酸洗钝化方法.pdf
本发明公开了一种奥氏体不锈钢的酸洗钝化方法,包括步骤:(1)不锈钢表面预处理;(2)将不锈钢放入酸洗钝化装置内的酸洗钝化液中,同时向酸洗钝化液中持续添加稳定化的双氧水溶液,并用气体搅拌,待表面氧化皮与不锈钢分离后取出不锈钢,用清水将不锈钢上的氧化皮冲洗干净;(3)将不锈钢放入碱性中和溶液中,中和表面残余酸液;(4)将不锈钢表面清洗干净后放置空气中,待完全干燥后包装入库。本发明还公开了一种酸洗钝化装置以及酸洗钝化液,本发明能达到稳定持续的处理效果,具有处理时间短、效率高、表面质量好的特点,并且溶液稳定、使用

热轧奥氏体不锈钢带钢退火酸洗线入口装置及其退火工艺.pdf
本发明公开了一种热轧奥氏体不锈钢带钢退火酸洗线入口装置,包括:依带钢传送方向顺次设置的第一开卷通道、焊机、第一张力辊、第一纠偏辊、活套小车、第二纠偏辊、第二张力辊和退火炉,第一开卷通道包括依带钢传送方向顺次设置的开卷机、矫直机和剪刀,开卷机与矫直机之间以及矫直机与剪刀之间设有夹送辊,剪刀与焊机之间以及焊机与第一张力辊之间设有夹送辊,第一纠偏辊与活套小车之间以及活套小车与第二纠偏辊之间设有支撑辊,装置中所有的辊均为表面粗糙的金属,所有液压缸均为耐高温液压缸。应用本发明的装置的退火工艺,带钢入炉温度由原来的8
一种双相不锈钢退火酸洗方法.pdf
本发明公开了一种双相不锈钢冷退火酸洗方法,包括以下步骤:经二十辊轧机冷轧制后的双相不锈钢通过开卷、脱脂、连续退火炉退火、酸洗、平整并经卷取后成品,其中:在所述连续退火炉退火步骤中,退火温度为800℃~1200℃;在所述酸洗步骤中包括第一次硫酸钠电解、第一次研磨刷洗、第二次硫酸钠电解、第二次研磨刷洗和混酸酸洗,经过酸洗步骤去除氧化皮。本发明的优点是双相不锈钢冷退火后的酸洗通过2次中性盐硫酸钠电解、2次研磨刷洗、混酸酸洗的过程,完成带钢表面氧化皮的去除,使用的HF浓度低,操作时间短,节约生产成本,保护工人安全
一种不锈钢带连续退火酸洗方法.pdf
本发明公开了一种不锈钢带连续退火酸洗方法,主要包括如下步骤:开卷;碱洗,所述的碱洗液温度为42℃~50℃,碱洗液PH值为8.5~9.2;退火,退火炉温度设定8个区段,从入口处到出口处依次由820℃递增到960℃,过剩氧浓度依次由3%增加到5%;电解:电解酸洗溶液包括中性盐溶液、硅酸、硝酸及一种或多种表面活性剂溶液;酸洗:硫酸浓度为150~170g/L,金属离子浓度为50~60g/L,温度为65~70℃;混合酸洗I,硝酸浓度在120~140g/L之间,氢氟酸浓度在35~50g/L之间;混合酸洗II:硝酸浓度