
一种双相不锈钢退火酸洗方法.pdf

斌斌****公主

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种双相不锈钢退火酸洗方法.pdf
本发明公开了一种双相不锈钢冷退火酸洗方法,包括以下步骤:经二十辊轧机冷轧制后的双相不锈钢通过开卷、脱脂、连续退火炉退火、酸洗、平整并经卷取后成品,其中:在所述连续退火炉退火步骤中,退火温度为800℃~1200℃;在所述酸洗步骤中包括第一次硫酸钠电解、第一次研磨刷洗、第二次硫酸钠电解、第二次研磨刷洗和混酸酸洗,经过酸洗步骤去除氧化皮。本发明的优点是双相不锈钢冷退火后的酸洗通过2次中性盐硫酸钠电解、2次研磨刷洗、混酸酸洗的过程,完成带钢表面氧化皮的去除,使用的HF浓度低,操作时间短,节约生产成本,保护工人安全
一种双相不锈钢冷轧退火酸洗工艺.pdf
本发明公开了一种双相不锈钢冷轧退火酸洗工艺,属于双相不锈钢冶炼技术领域。该工艺按照下述步骤进行:在双相不锈钢前端和后端分别连接退火温度与双相不锈钢退火温度相近的不锈钢卷;设定工艺速度,根据钢卷厚度和工艺速度,计算出TV值,根据TV值设定各个区的炉膛温度对钢卷进行退火;然后将退火后的不锈钢卷进行Na
一种不锈钢带连续退火酸洗方法.pdf
本发明公开了一种不锈钢带连续退火酸洗方法,主要包括如下步骤:开卷;碱洗,所述的碱洗液温度为42℃~50℃,碱洗液PH值为8.5~9.2;退火,退火炉温度设定8个区段,从入口处到出口处依次由820℃递增到960℃,过剩氧浓度依次由3%增加到5%;电解:电解酸洗溶液包括中性盐溶液、硅酸、硝酸及一种或多种表面活性剂溶液;酸洗:硫酸浓度为150~170g/L,金属离子浓度为50~60g/L,温度为65~70℃;混合酸洗I,硝酸浓度在120~140g/L之间,氢氟酸浓度在35~50g/L之间;混合酸洗II:硝酸浓度
一种双相不锈钢连续退火酸洗生产线异常停机时的处理方法.pdf
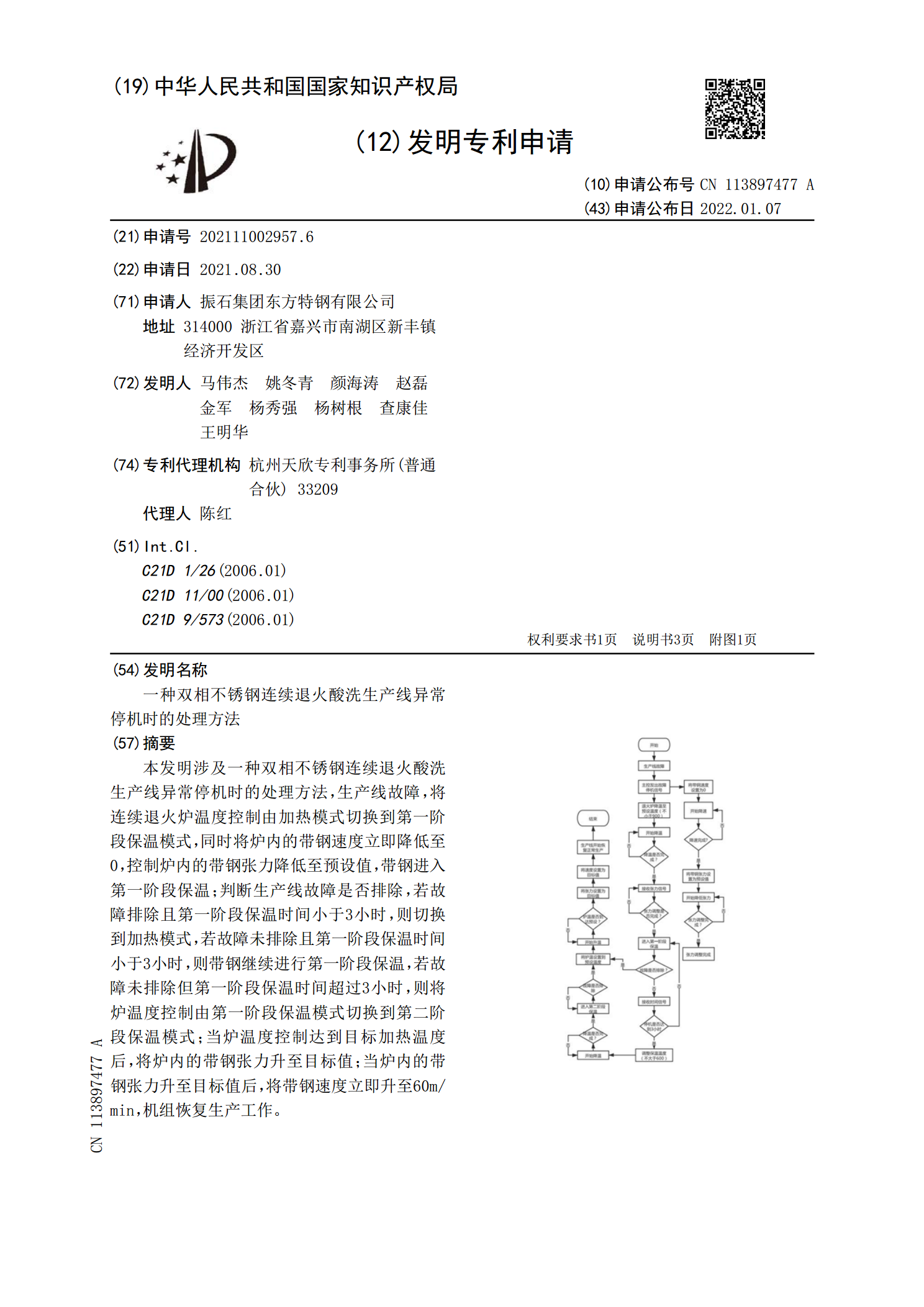
本发明涉及一种双相不锈钢连续退火酸洗生产线异常停机时的处理方法,生产线故障,将连续退火炉温度控制由加热模式切换到第一阶段保温模式,同时将炉内的带钢速度立即降低至0,控制炉内的带钢张力降低至预设值,带钢进入第一阶段保温;判断生产线故障是否排除,若故障排除且第一阶段保温时间小于3小时,则切换到加热模式,若故障未排除且第一阶段保温时间小于3小时,则带钢继续进行第一阶段保温,若故障未排除但第一阶段保温时间超过3小时,则将炉温度控制由第一阶段保温模式切换到第二阶段保温模式;当炉温度控制达到目标加热温度后,将炉内的带
一种冷轧不锈钢退火酸洗工艺及酸洗设备.pdf
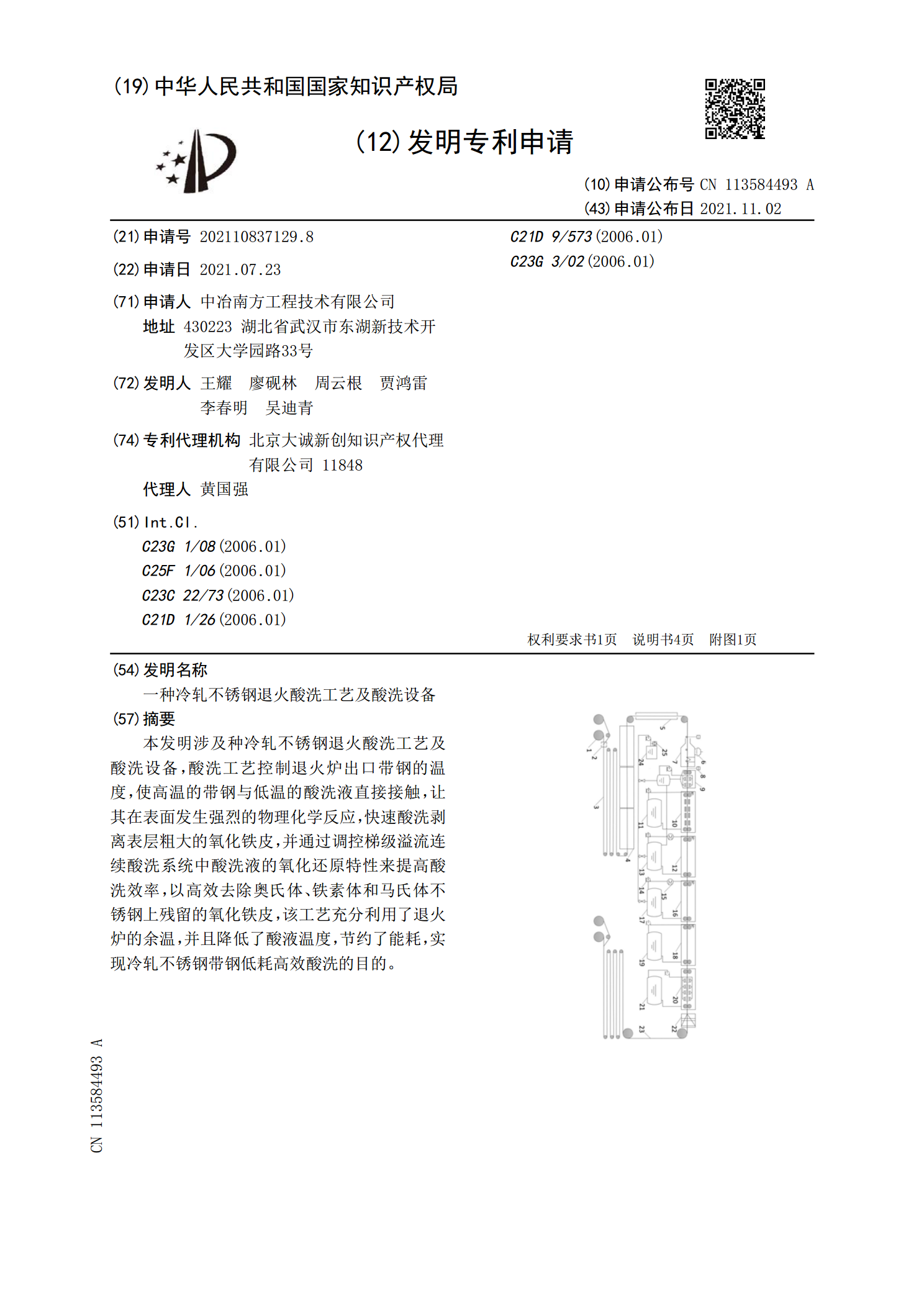
本发明涉及种冷轧不锈钢退火酸洗工艺及酸洗设备,酸洗工艺控制退火炉出口带钢的温度,使高温的带钢与低温的酸洗液直接接触,让其在表面发生强烈的物理化学反应,快速酸洗剥离表层粗大的氧化铁皮,并通过调控梯级溢流连续酸洗系统中酸洗液的氧化还原特性来提高酸洗效率,以高效去除奥氏体、铁素体和马氏体不锈钢上残留的氧化铁皮,该工艺充分利用了退火炉的余温,并且降低了酸液温度,节约了能耗,实现冷轧不锈钢带钢低耗高效酸洗的目的。