
热轧奥氏体不锈钢带钢退火酸洗线入口装置及其退火工艺.pdf

是来****文章

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

热轧奥氏体不锈钢带钢退火酸洗线入口装置及其退火工艺.pdf
本发明公开了一种热轧奥氏体不锈钢带钢退火酸洗线入口装置,包括:依带钢传送方向顺次设置的第一开卷通道、焊机、第一张力辊、第一纠偏辊、活套小车、第二纠偏辊、第二张力辊和退火炉,第一开卷通道包括依带钢传送方向顺次设置的开卷机、矫直机和剪刀,开卷机与矫直机之间以及矫直机与剪刀之间设有夹送辊,剪刀与焊机之间以及焊机与第一张力辊之间设有夹送辊,第一纠偏辊与活套小车之间以及活套小车与第二纠偏辊之间设有支撑辊,装置中所有的辊均为表面粗糙的金属,所有液压缸均为耐高温液压缸。应用本发明的装置的退火工艺,带钢入炉温度由原来的8

热轧不锈钢退火酸洗线工艺及装备技术.docx
热轧不锈钢退火酸洗线工艺及装备技术热轧不锈钢退火酸洗线工艺及装备技术热轧不锈钢退火酸洗线工艺及装备技术摘要:相关研究表明,我国现有的热轧不锈钢退火酸洗线的产能普遍较低,消耗的能源过多,导致生产成本偏高。本文旨在热轧不锈钢工艺的生产流程及相关设备的基础上,进一步探寻热轧不锈钢退火酸洗线的新工艺、新方法。关键词:热轧不锈钢;退火酸洗线工艺;装备技术针对目前我国热轧不锈钢退火酸洗线工艺的现状及相关特点,以提高工艺产品的质量、降低生产成本为目的,我们以生产300系和400系的一号产品(以热轧不锈钢卷为原料)生产线
一种热轧不锈钢退火酸洗线.pdf
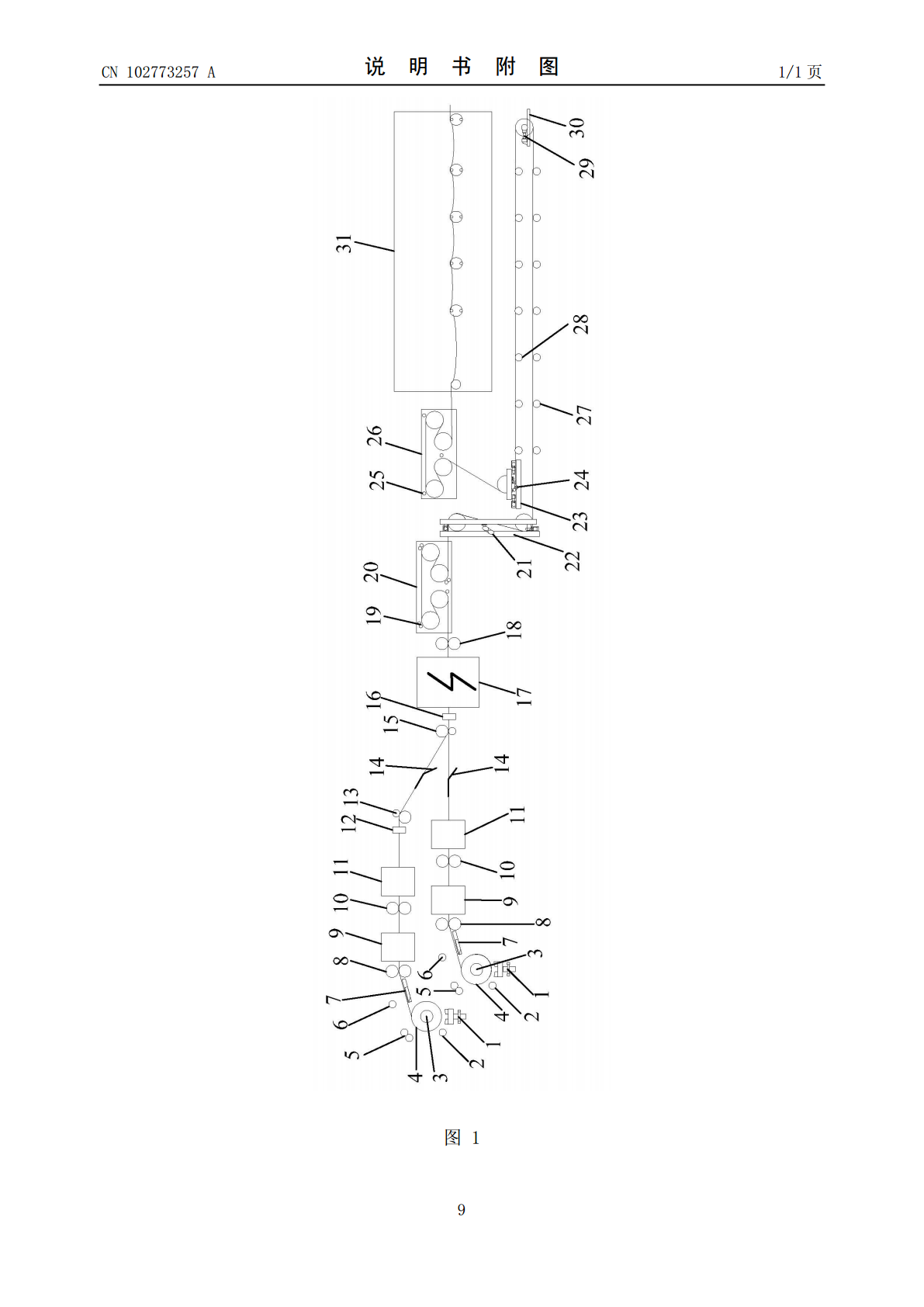
本发明涉及一种热轧不锈钢退火酸洗线,包括沿带钢运行方向依次布置的开卷机、焊机、纠偏辊、活套、退火炉、酸洗单元和卷取机,并且产线中分布有多组张力辊组和转向辊,焊机出口、纠偏辊的出口侧、至少部分转向辊的入口侧以及至少部分张力辊组的入口侧中的至少一处布置有加热装置,以将对应位置处的带钢加热至硬脆点温度以上。本发明通过在产线中布置加热装置对相应位置处的带钢进行快速补热以避开带钢硬脆点温度,尤其是避免带钢在硬脆点温度下进行焊缝退火、带钢转向、张拉、卷取等,能有效地避免焊缝撕裂、带钢边裂或断带等情况出现,可实现高牌号

一种热轧不锈钢退火酸洗工艺及酸洗设备.pdf
本发明涉及一种热轧不锈钢退火酸洗工艺及酸洗设备,酸洗工艺通过控制退火炉出口带钢的温度,使高温的带钢与低温的酸洗液直接接触,让其在表面发生强烈的物理化学反应,快速酸洗剥离表层粗大的氧化铁皮,并通过调控梯级溢流连续酸洗系统中酸洗液的氧化还原特性来提高酸洗效率,以高效去除不锈钢上残留的奥氏体、铁素体氧化铁皮,该工艺充分利用了退火炉的余温,并且降低了酸液温度,节约了能耗,实现热轧不锈钢带钢低耗高效酸洗的目的。

冷轧不锈钢的退火及酸洗工艺.doc
冷轧不锈钢的退火及酸洗工艺不锈钢热轧带钢经热带退火酸洗后,为了达到一定的性能及厚度要求,需进行常温轧制处理,即冷轧。不锈钢冷轧时发生加工硬化,冷轧量越大,加工硬化的程度也越大,若将加工硬化的材料加热到200—400℃就可以消除变形应力,进一步提高温度则发生再结晶,使材料软化。冷轧后的退火按退火方式分为连续卧式退火和立式光亮退火;按退火工序分为中间退火和最终退火。顾名思义,中间退火是指中间轧制后的退火,而最终退火是指最终轧制后的退火,两者在工艺控制和退火目的上无根本区别,因此下文统称为冷轧退火或者退火。连续