
一种降低热轧带钢带状组织级别的方法.pdf

文宣****66

1/10
2/10

3/10

4/10
5/10

6/10

7/10
8/10

9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种降低热轧带钢带状组织级别的方法.pdf
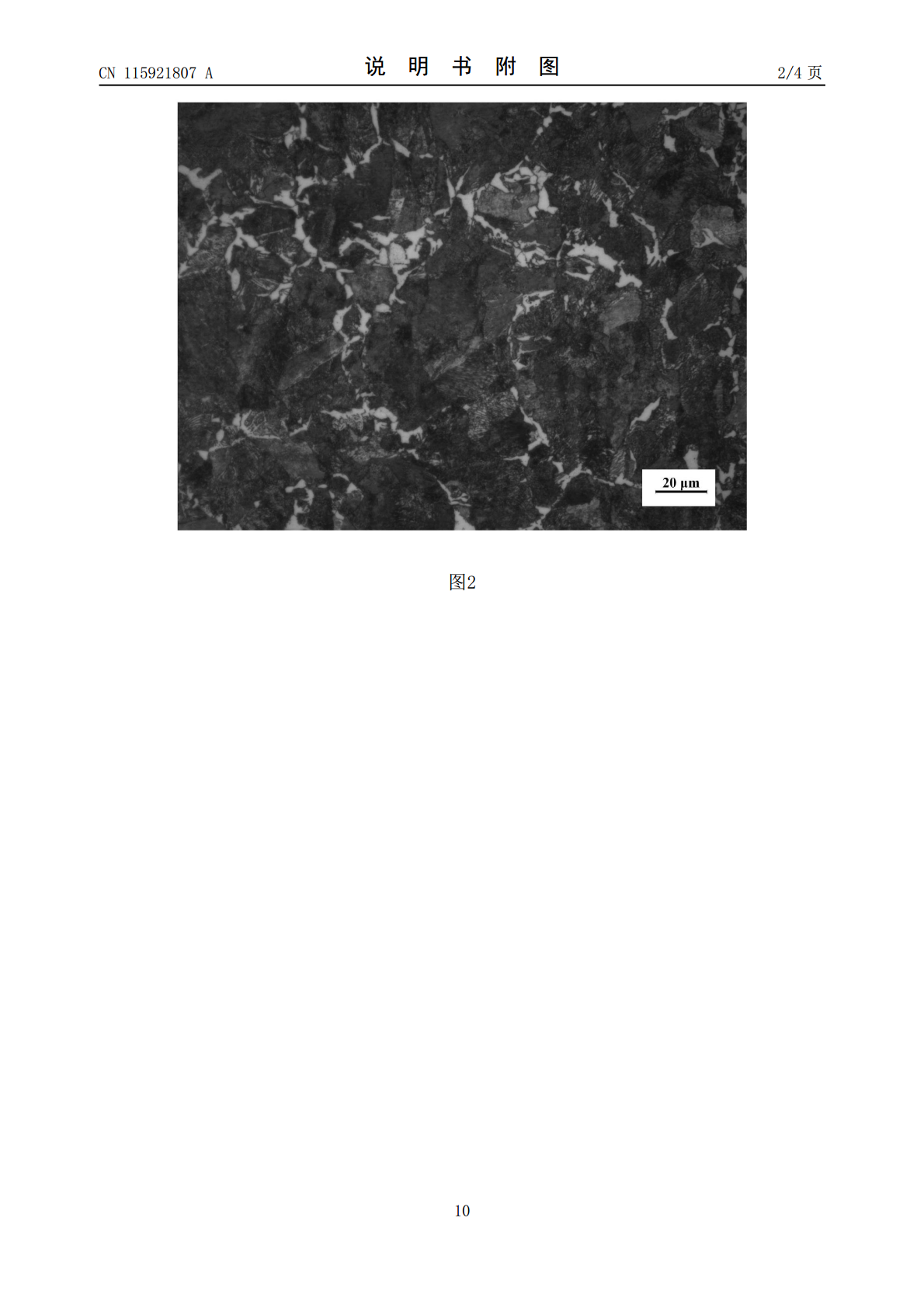
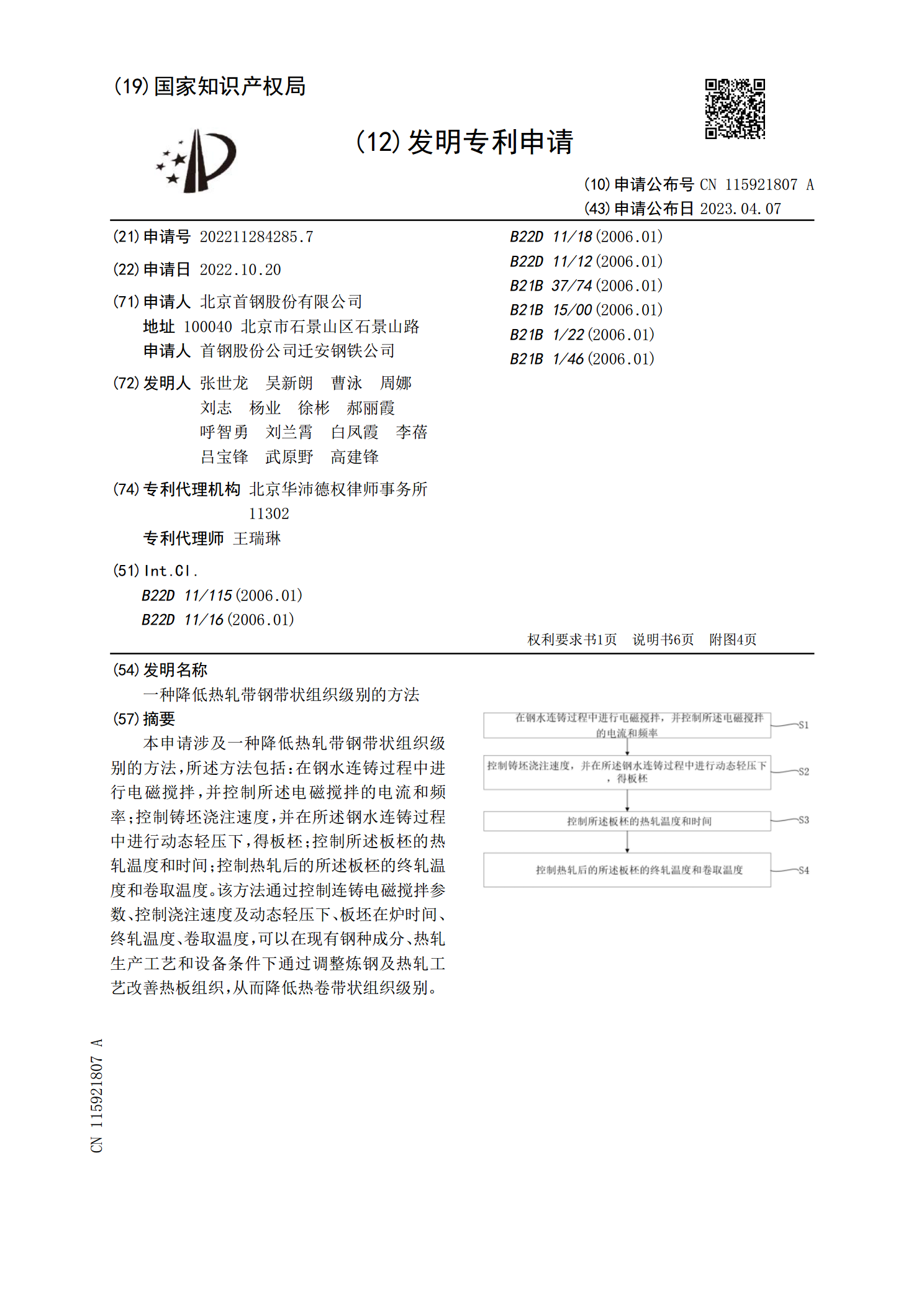
本申请涉及一种降低热轧带钢带状组织级别的方法,所述方法包括:在钢水连铸过程中进行电磁搅拌,并控制所述电磁搅拌的电流和频率;控制铸坯浇注速度,并在所述钢水连铸过程中进行动态轻压下,得板柸;控制所述板柸的热轧温度和时间;控制热轧后的所述板柸的终轧温度和卷取温度。该方法通过控制连铸电磁搅拌参数、控制浇注速度及动态轻压下、板坯在炉时间、终轧温度、卷取温度,可以在现有钢种成分、热轧生产工艺和设备条件下通过调整炼钢及热轧工艺改善热板组织,从而降低热卷带状组织级别。
一种降低Q215A热轧带钢边部毛刺的方法.pdf
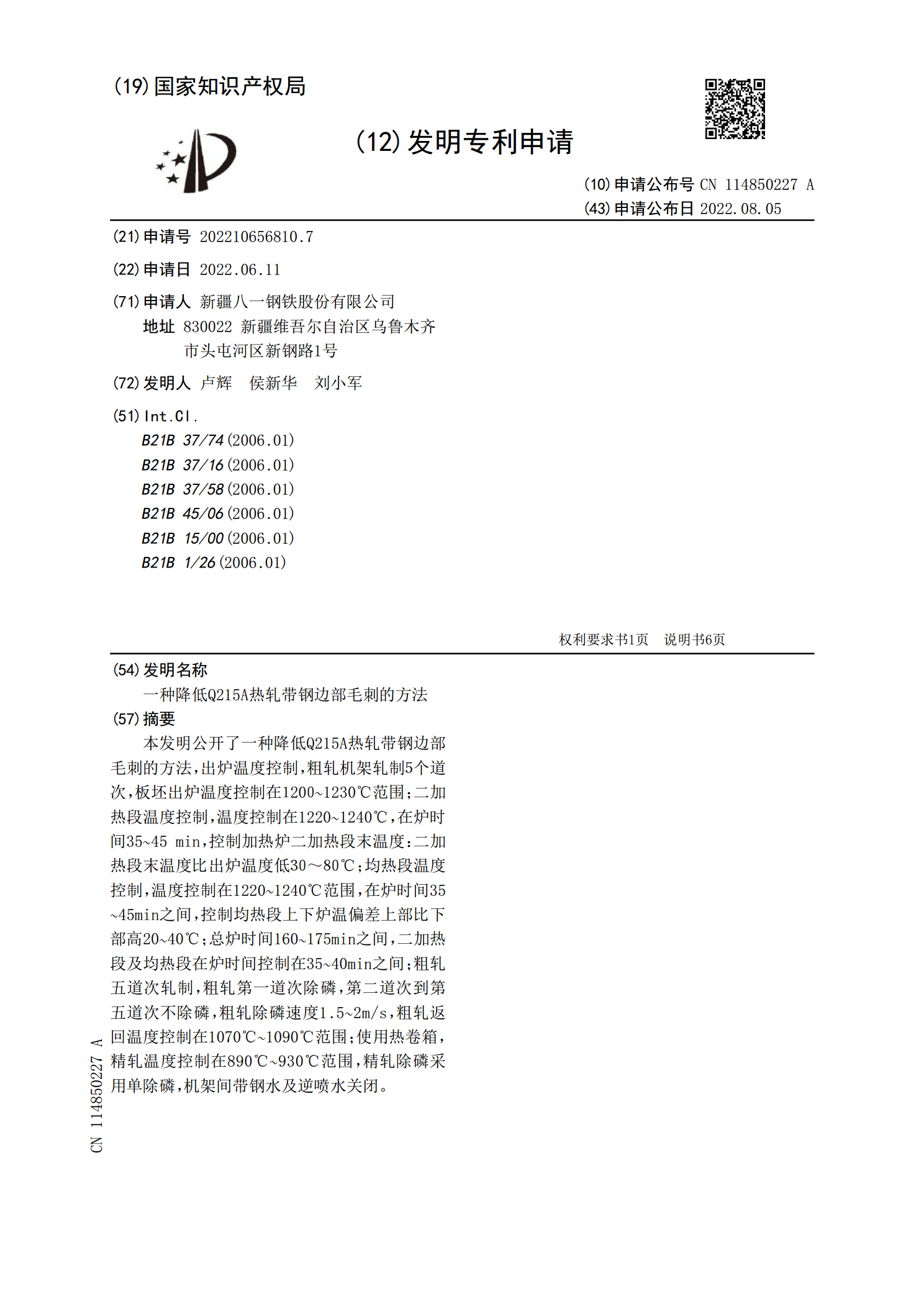
本发明公开了一种降低Q215A热轧带钢边部毛刺的方法,出炉温度控制,粗轧机架轧制5个道次,板坯出炉温度控制在1200~1230℃范围;二加热段温度控制,温度控制在1220~1240℃,在炉时间35~45min,控制加热炉二加热段末温度:二加热段末温度比出炉温度低30~80℃;均热段温度控制,温度控制在1220~1240℃范围,在炉时间35~45min之间,控制均热段上下炉温偏差上部比下部高20~40℃;总炉时间160~175min之间,二加热段及均热段在炉时间控制在35~40min之间;粗轧五道次轧制,
一种降低冷轧低合金高强钢带状组织的方法.pdf
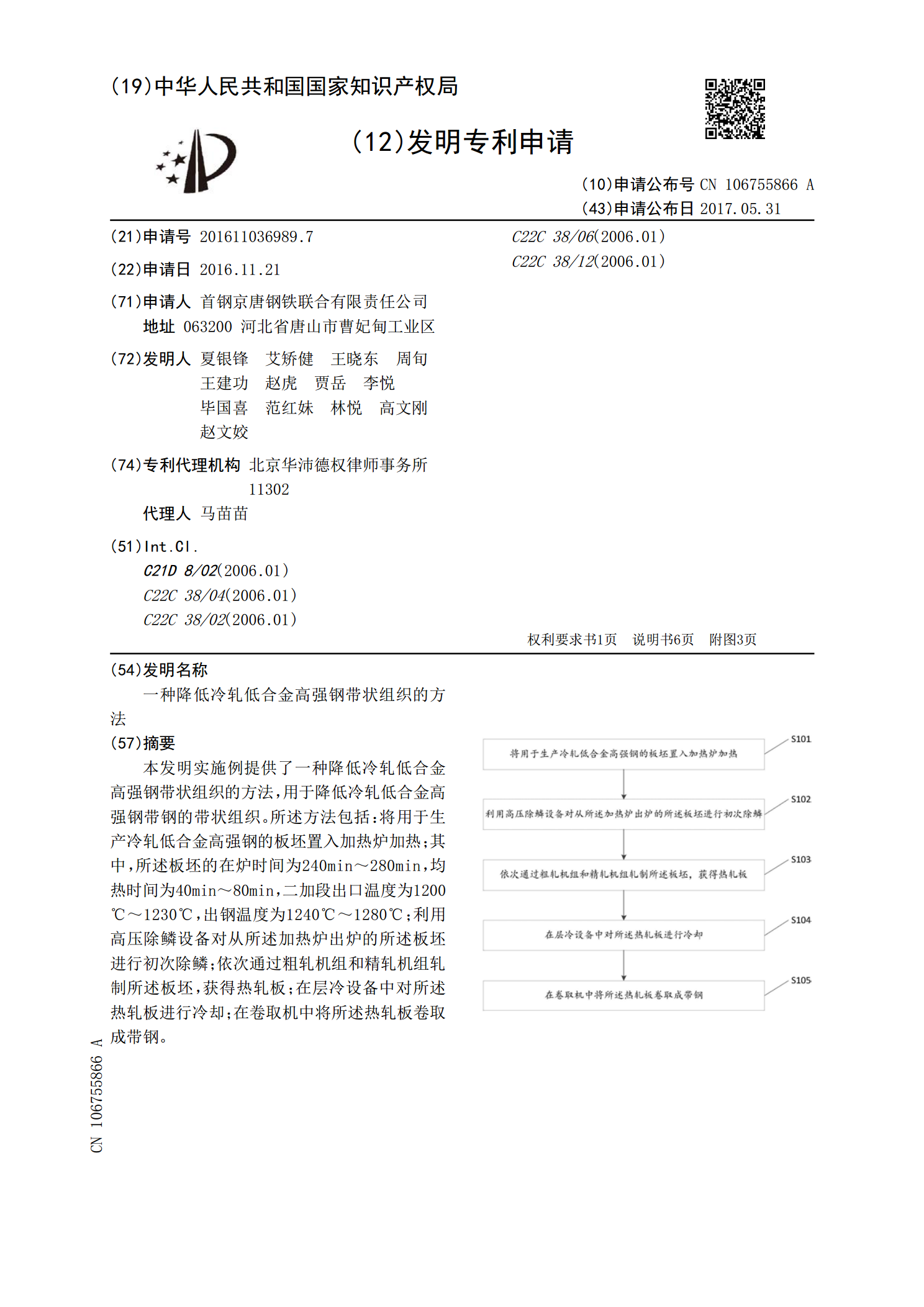
本发明实施例提供了一种降低冷轧低合金高强钢带状组织的方法,用于降低冷轧低合金高强钢带钢的带状组织。所述方法包括:将用于生产冷轧低合金高强钢的板坯置入加热炉加热;其中,所述板坯的在炉时间为240min~280min,均热时间为40min~80min,二加段出口温度为1200℃~1230℃,出钢温度为1240℃~1280℃;利用高压除鳞设备对从所述加热炉出炉的所述板坯进行初次除鳞;依次通过粗轧机组和精轧机组轧制所述板坯,获得热轧板;在层冷设备中对所述热轧板进行冷却;在卷取机中将所述热轧板卷取成带钢。
一种热轧带钢及其制造方法.pdf
本发明涉及一种热轧带钢及其制造方法。热轧带钢的百分配比为:C:0.14~0.25%,Si:0~0.40%,Mn:1.2~1.80%,P≤0.012%,S≤0.005%,Ti:0.01~0.12%,0≤B≤0.0030%,0≤Mo≤0.20%,Al:0.01~0.05%,O≤0.0020%,N≤0.0060%;其余为Fe与不可避免的杂质;屈服强度ReH≥500~650MPa,抗拉强度Rm为610~750MPa,延伸率A≥17%,-20℃冲击功AKv≥34J,180°冷弯试验d=2a;对钢板进行晶粒度检验,检

一种热轧带钢宽度控制的方法.pdf
本发明属于热轧生产控制技术领域,是一种热轧带钢宽度控制的方法,在控宽设备立辊轧机前后增设测宽装置,实时采集水平轧机前后带坯宽度数据;带坯进入轧机前把实时宽度数据给数据采集系统,数据采集系统给模型系统;模型系统根据实际采集的宽度数据和模型预计算的预测数据进行比较,确定是否要对宽度控制进行修正,如宽度扰动较大先进行宽度开环前馈控制;当带坯离开控宽设备和水平轧机后,轧机后宽度检测设备把相应的数据发送给模型系统,模型系统再进行重新计算,由基础自动化实现立辊的在线控制,从而形成闭环反馈控制。本发明在板坯来料进入宽度