
一种42CrMo内齿圈调质、氮化工艺方法.pdf

努力****星驰

1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种42CrMo内齿圈调质、氮化工艺方法.pdf
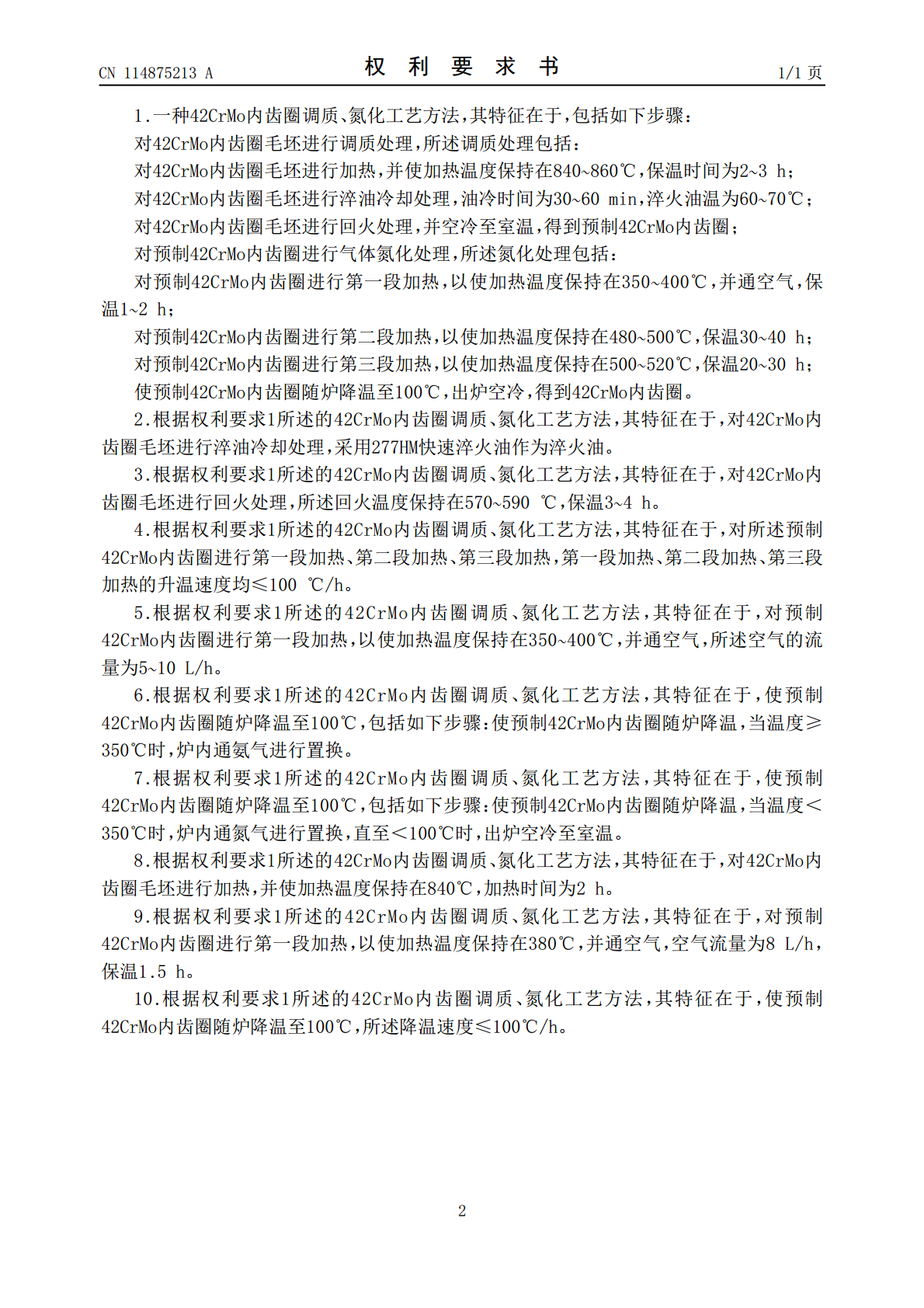
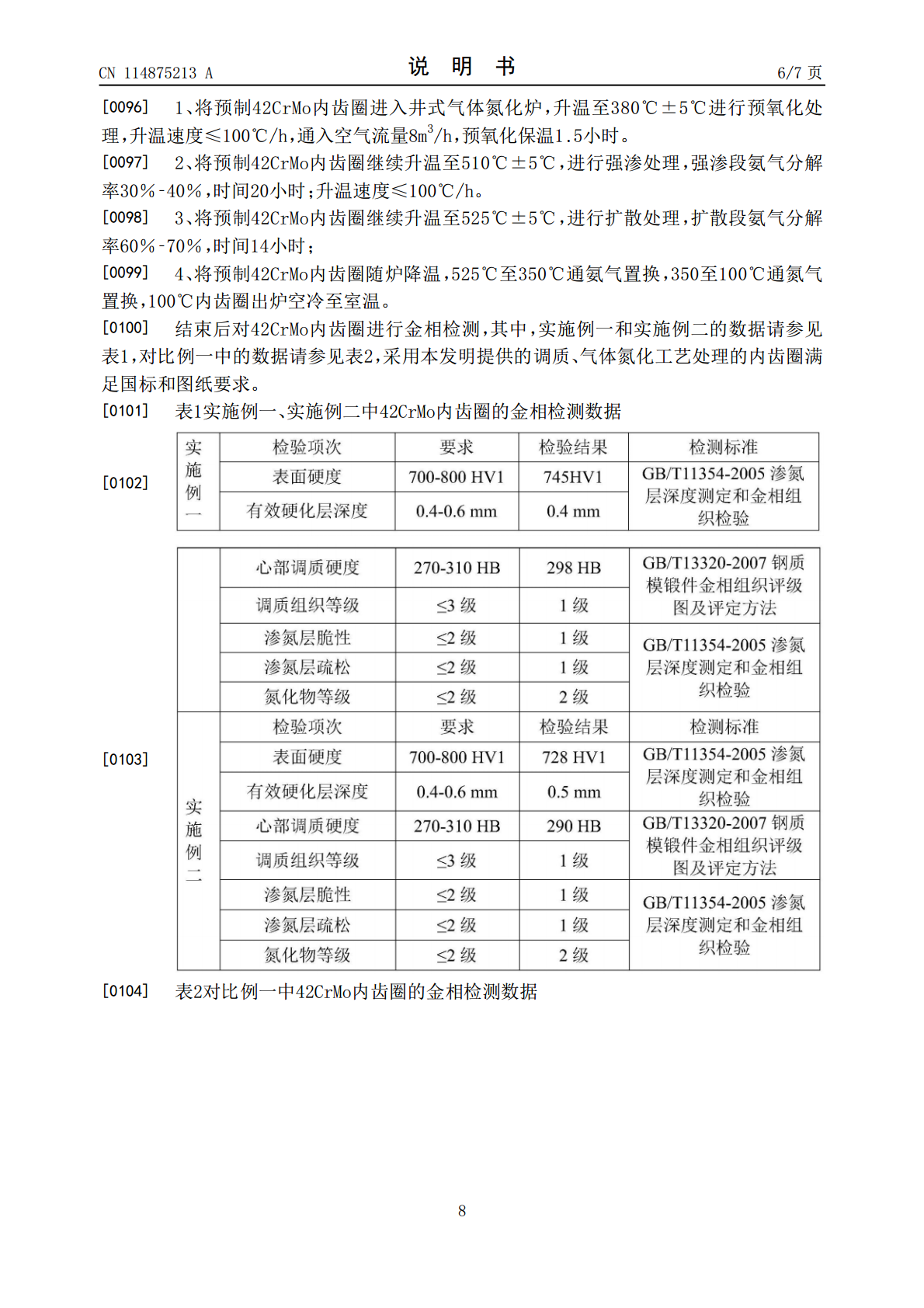
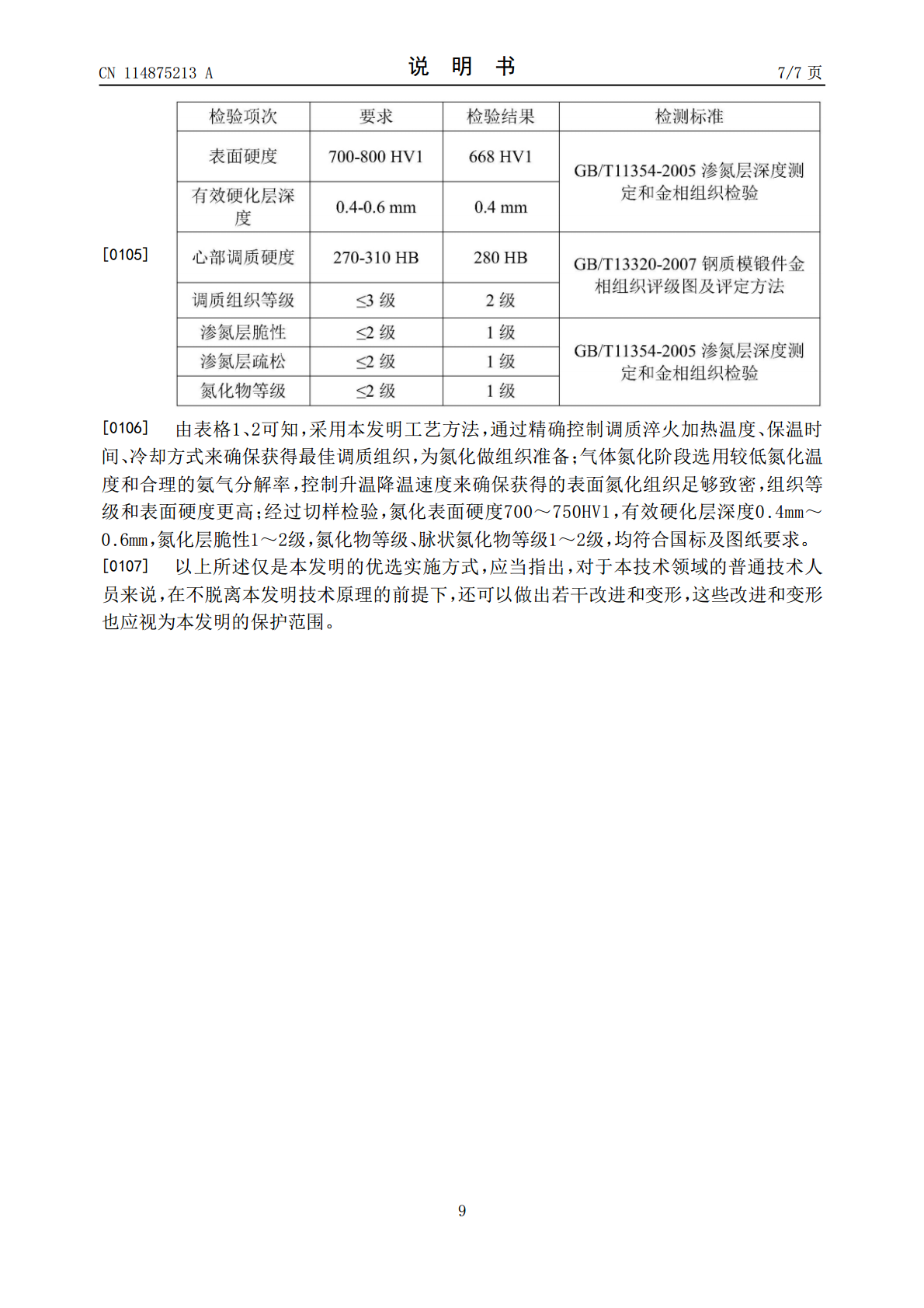
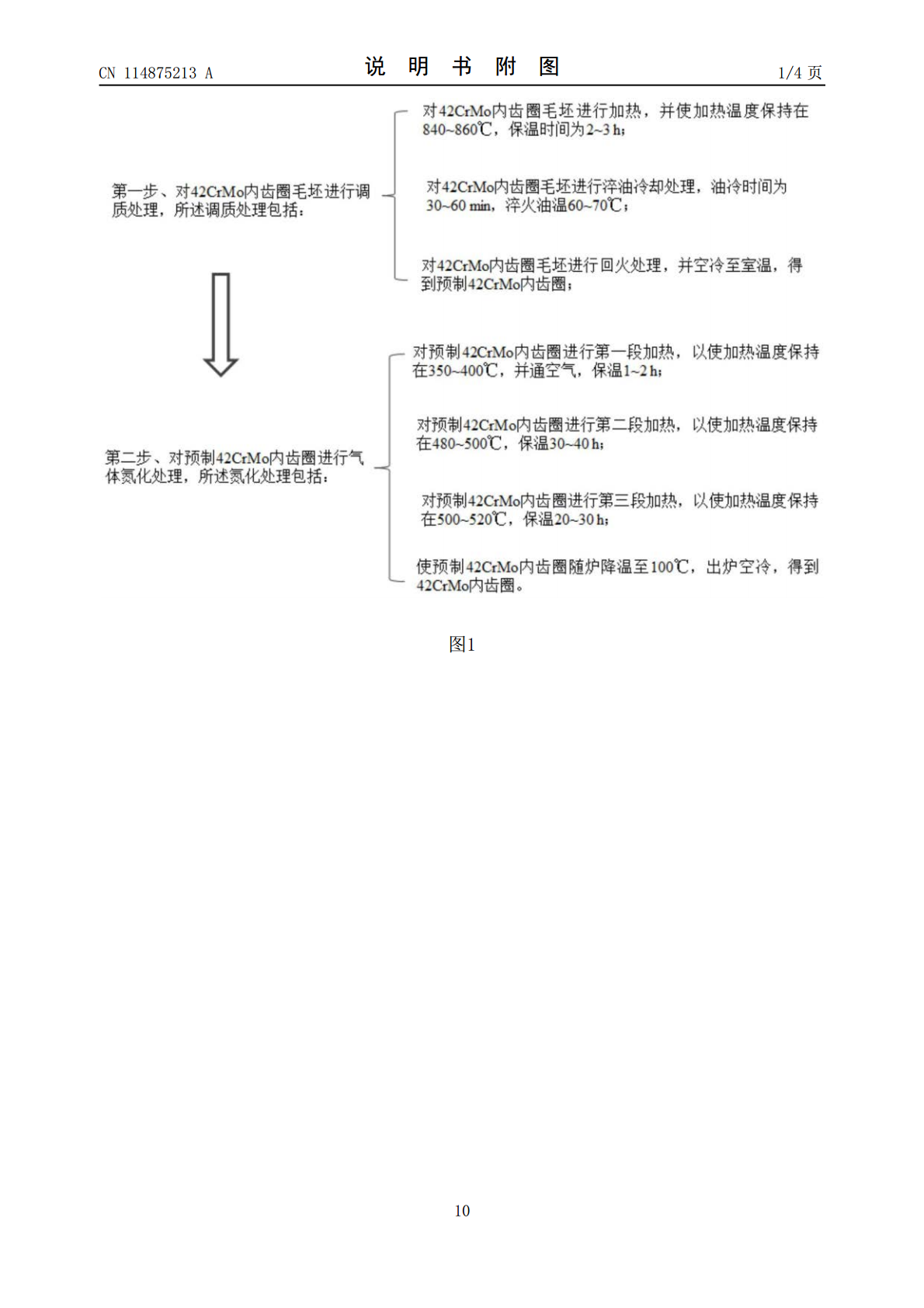
本发明公开了一种42CrMo内齿圈调质、氮化工艺方法,包括如下步骤:对42CrMo内齿圈毛坯进行调质处理,所述调质处理包括:对42CrMo内齿圈毛坯进行加热,对42CrMo内齿圈毛坯进行淬油冷却处理,对42CrMo内齿圈毛坯进行回火处理,得到预制42CrMo内齿圈;对预制42CrMo内齿圈进行气体氮化处理,所述氮化处理包括:第一段加热、第二段加热、第三段加热;使预制42CrMo内齿圈随炉降温至100℃,出炉空冷,得到42CrMo内齿圈。本发明通过精确控制调质淬火加热温度、保温时间、冷却方式来确保获得最佳调
一种薄壁调质内齿圈的回火校正工艺.pdf
本发明涉及一种薄壁调质内齿圈的回火校正工艺。一种薄壁调质内齿圈的回火校正工艺,用于材质为42CrMoA的薄壁调质内齿圈的校正,且该种薄壁调质内齿圈的内齿直径D范围为1000mm~4000mm,包括如下工艺步骤:a.标记薄壁调质内齿圈的短轴和长轴;将上述步骤的齿圈放入加热炉加热至温度T,将加热至温度T的齿圈保温时间t,齿圈及校正工装冷却至室温,拆下校正工装;检测齿圈变形量,校正目标实现则进行温度T去应力回火;校正目标未实现,重复上述步骤,进行二次校正。本发明通过调质件的回火温度确定变形校正的加热温度,不影响
一种高速重载汽车氮化内齿圈及其生产工艺.pdf
本申请涉及一种高速重载汽车氮化内齿圈及其生产工艺,其包括:将中碳合金钢锻造成环坯,中碳合金钢包括按照质量百分比计的:C:0.4?0.42%、Si:0.15?0.4%、Mn:0.3?0.5%、Cr:1.5?2.0%、Mo:0.2?0.3%、V:0.2?0.35%、S:≤0.035%、P:≤0.035%,其余为Fe和一些不可避免的杂质;将环坯依次进行热处理、精加工、喷丸和氮化处理,得到内齿圈;其中氮化处理包括两段式渗氮处理,两段式渗氮处理包括:渗氮阶段:将炉温升至500?520℃,升温速率为60?70℃/h,
一种42CrMo大型锻件的调质工艺.pdf
一种42CrMo大型锻件的调质工艺,属于42CrMo大型锻件加工技术领域,该工艺是由以下步骤组成:(1)将42CrMo大型锻件空冷至600~750℃;(2)将空冷后的42CrMo大型锻件装入炉中正火;(3)将正火后的42CrMo大型锻件装炉待料;(4)42CrMo大型锻件温度均匀后加热到700~800℃,然后进行一次保温;(5)将一次保温后的42CrMo大型锻件加热至830~850℃,然后进行二次保温;(6)将二次保温的42CrMo大型锻件进行一次水冷,然后出水;(7)将水冷后的42CrMo大型锻件装炉回
一种内齿圈加工工艺.pdf
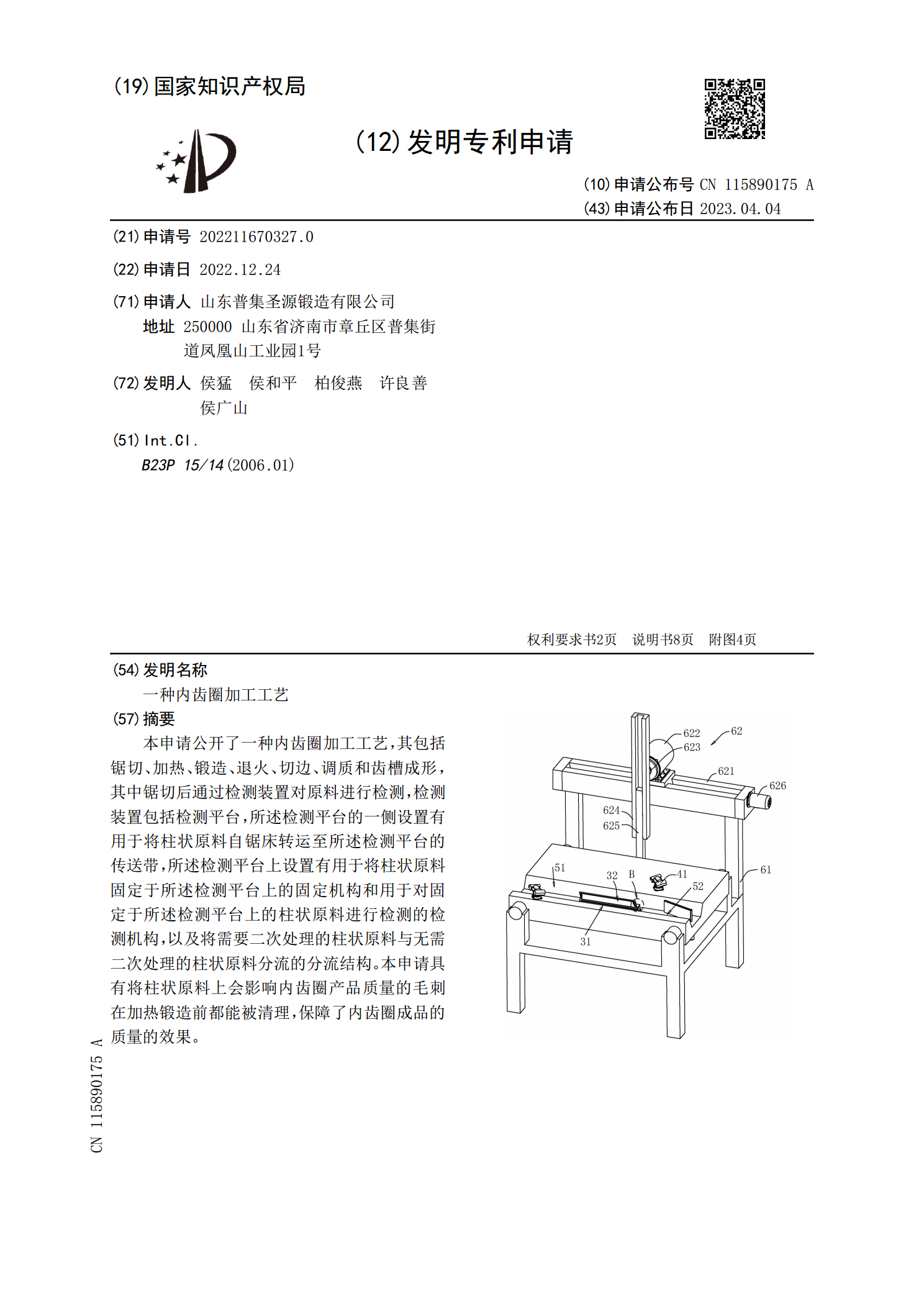
本申请公开了一种内齿圈加工工艺,其包括锯切、加热、锻造、退火、切边、调质和齿槽成形,其中锯切后通过检测装置对原料进行检测,检测装置包括检测平台,所述检测平台的一侧设置有用于将柱状原料自锯床转运至所述检测平台的传送带,所述检测平台上设置有用于将柱状原料固定于所述检测平台上的固定机构和用于对固定于所述检测平台上的柱状原料进行检测的检测机构,以及将需要二次处理的柱状原料与无需二次处理的柱状原料分流的分流结构。本申请具有将柱状原料上会影响内齿圈产品质量的毛刺在加热锻造前都能被清理,保障了内齿圈成品的质量的效果。