
一种42CrMo大型锻件的调质工艺.pdf

含平****ng

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种42CrMo大型锻件的调质工艺.pdf
一种42CrMo大型锻件的调质工艺,属于42CrMo大型锻件加工技术领域,该工艺是由以下步骤组成:(1)将42CrMo大型锻件空冷至600~750℃;(2)将空冷后的42CrMo大型锻件装入炉中正火;(3)将正火后的42CrMo大型锻件装炉待料;(4)42CrMo大型锻件温度均匀后加热到700~800℃,然后进行一次保温;(5)将一次保温后的42CrMo大型锻件加热至830~850℃,然后进行二次保温;(6)将二次保温的42CrMo大型锻件进行一次水冷,然后出水;(7)将水冷后的42CrMo大型锻件装炉回
关于大型锻件调质热处理工艺的探讨.pdf
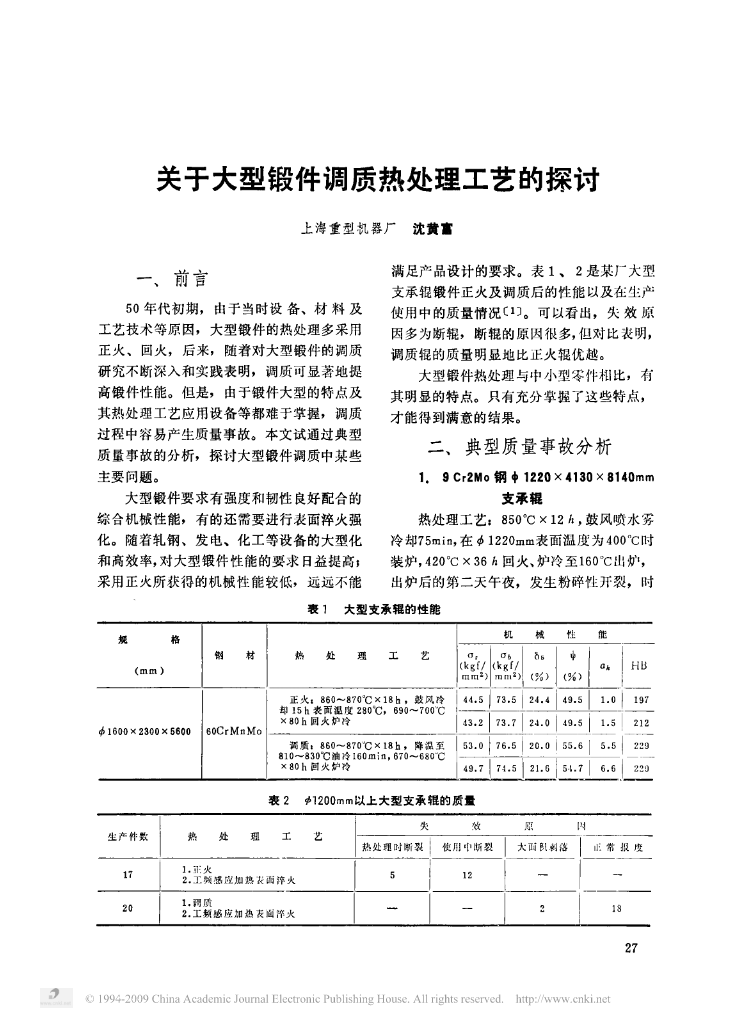
关于大型锻件调质热处理工艺的探讨上海重型机器厂沈黄,。、、足是厂型一前言满产品设计的要求表某大支承辊锻件正火及调质后的性能以及在生产,、年代初期由于当时设备材料及使用中的质量情况〔〕。可以看出,失效原,工艺技术等原因大型锻件的热处理多采用因多为断辊,断辊的原因很多,但对比表明,、,,正火回火后来随着对大型锻件的调质调质辊的质量明显地比正火辊优越。,研究不断深入和实践表明调质可显著地提大型锻件热处理与中小型零件相比,有。,高锻件性能但是由于锻件大型的特点及其明显的特点。只有充分掌握了这些特点,,其热处理工艺
一种汽车前轴锻件余热调质工艺.pdf
本发明涉及锻件加工技术领域,尤其是一种汽车前轴锻件余热调质工艺,包括以下步骤:S1、准备原材料,将物料放置到1500‑2000℃加热炉中进行加热熔化,S2、对模具进行逐步降温冷却,待温度降低至室温时,将成型好的轮毅进行取出;S3、对制作好的轮毅在温度为800‑900℃的温度下进行锻造成型;S4、将轮毅放置到加热炉中进行加热处理,温度为300‑400℃,保温时间为12‑16min,然后将温度提升到550‑660℃,保温时间为18‑24min,最后将温度加热到800‑850℃,保温35‑40min,每次温度升
一种42CrMo钢制粒机环模的调质工艺.pdf
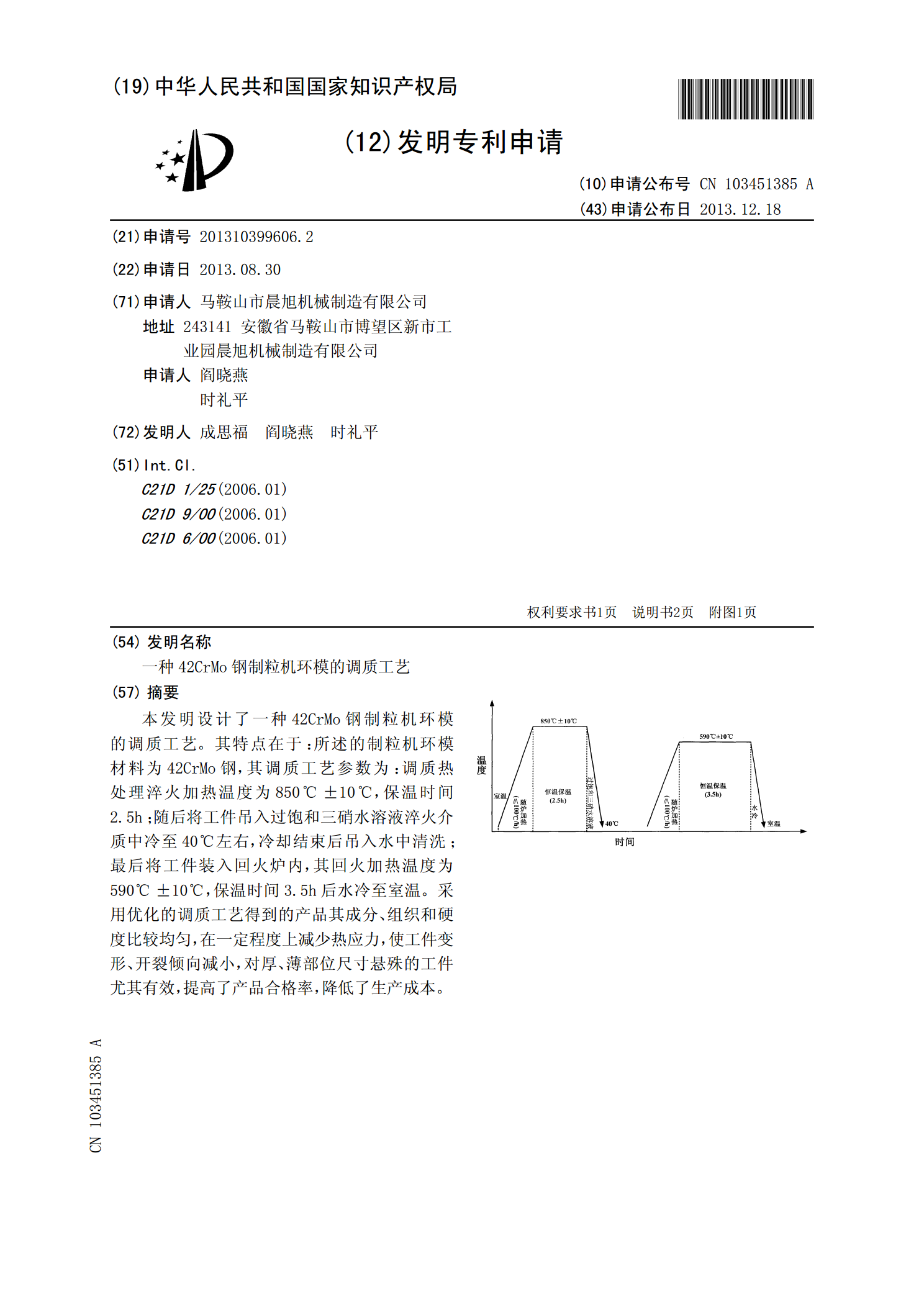
本发明设计了一种42CrMo钢制粒机环模的调质工艺。其特点在于:所述的制粒机环模材料为42CrMo钢,其调质工艺参数为:调质热处理淬火加热温度为850℃±10℃,保温时间2.5h;随后将工件吊入过饱和三硝水溶液淬火介质中冷至40℃左右,冷却结束后吊入水中清洗;最后将工件装入回火炉内,其回火加热温度为590℃±10℃,保温时间3.5h后水冷至室温。采用优化的调质工艺得到的产品其成分、组织和硬度比较均匀,在一定程度上减少热应力,使工件变形、开裂倾向减小,对厚、薄部位尺寸悬殊的工件尤其有效,提高了产品合格率,降
一种42CrMo内齿圈调质、氮化工艺方法.pdf
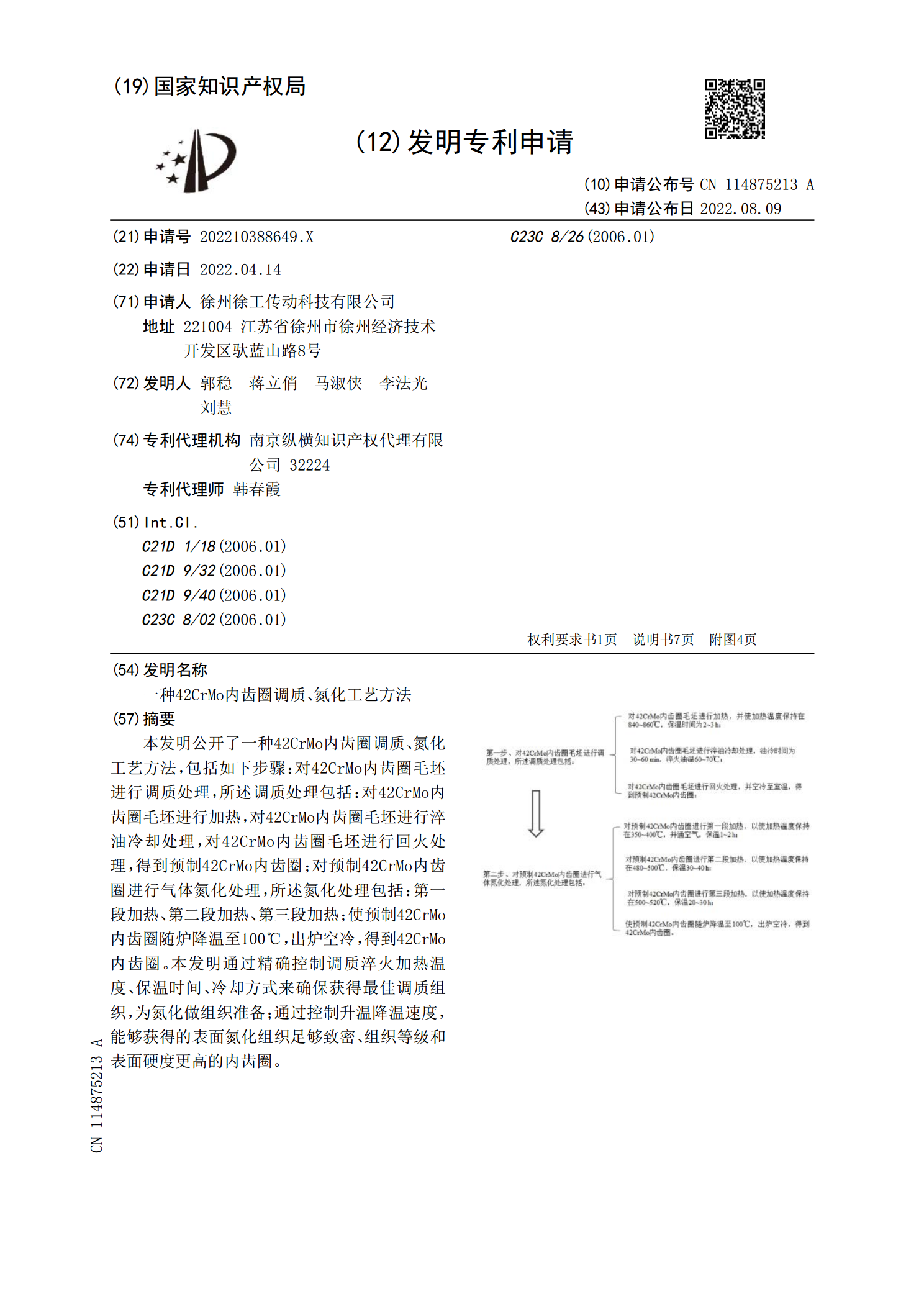
本发明公开了一种42CrMo内齿圈调质、氮化工艺方法,包括如下步骤:对42CrMo内齿圈毛坯进行调质处理,所述调质处理包括:对42CrMo内齿圈毛坯进行加热,对42CrMo内齿圈毛坯进行淬油冷却处理,对42CrMo内齿圈毛坯进行回火处理,得到预制42CrMo内齿圈;对预制42CrMo内齿圈进行气体氮化处理,所述氮化处理包括:第一段加热、第二段加热、第三段加热;使预制42CrMo内齿圈随炉降温至100℃,出炉空冷,得到42CrMo内齿圈。本发明通过精确控制调质淬火加热温度、保温时间、冷却方式来确保获得最佳调