
一种内齿圈加工工艺.pdf

波峻****99

1/10
2/10

3/10

4/10

5/10
6/10

7/10
8/10

9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种内齿圈加工工艺.pdf
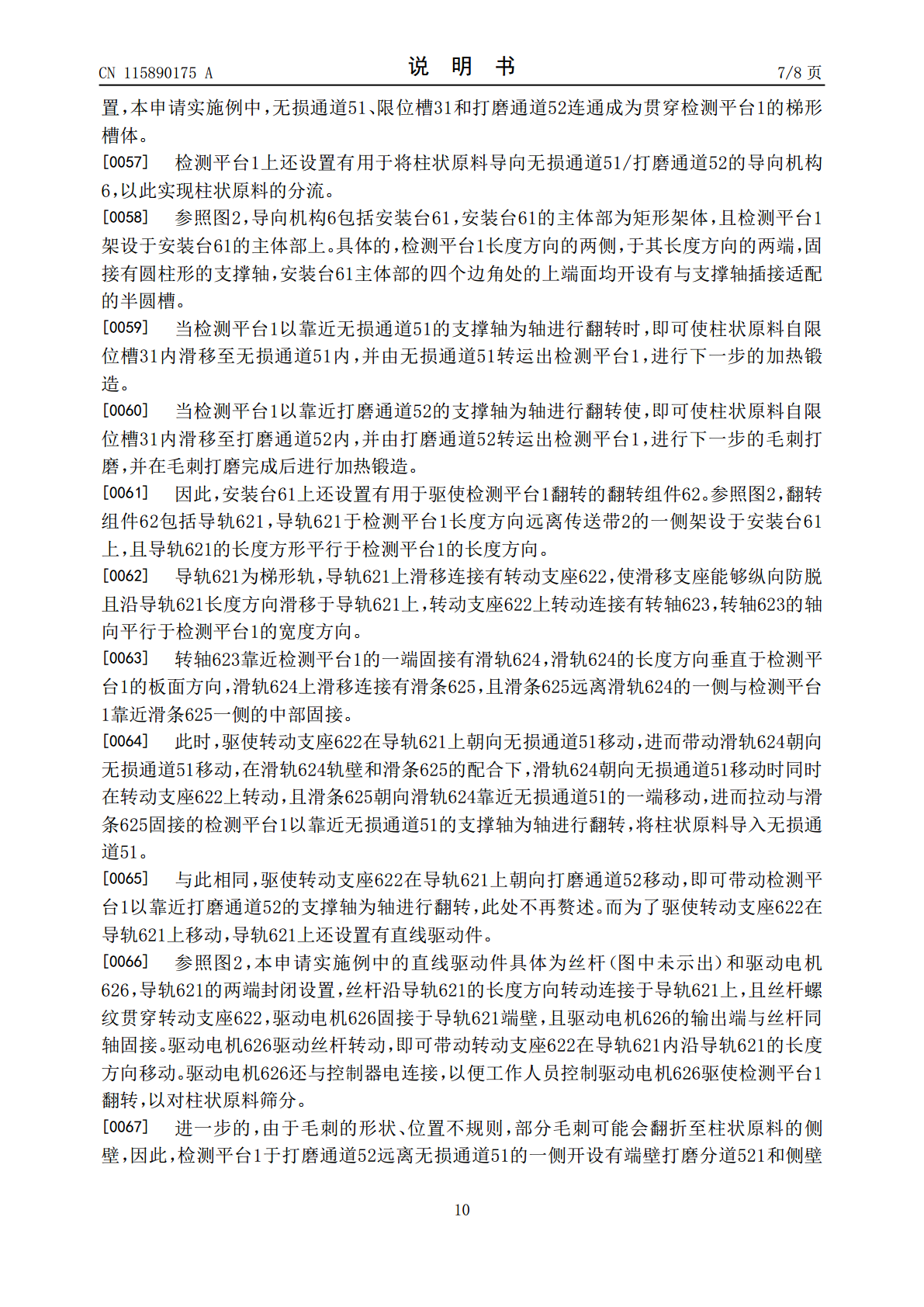
本申请公开了一种内齿圈加工工艺,其包括锯切、加热、锻造、退火、切边、调质和齿槽成形,其中锯切后通过检测装置对原料进行检测,检测装置包括检测平台,所述检测平台的一侧设置有用于将柱状原料自锯床转运至所述检测平台的传送带,所述检测平台上设置有用于将柱状原料固定于所述检测平台上的固定机构和用于对固定于所述检测平台上的柱状原料进行检测的检测机构,以及将需要二次处理的柱状原料与无需二次处理的柱状原料分流的分流结构。本申请具有将柱状原料上会影响内齿圈产品质量的毛刺在加热锻造前都能被清理,保障了内齿圈成品的质量的效果。

一种内齿圈加工工艺.pdf
本发明公开的一种内齿圈加工工艺,该工艺方法为先用磨床加工出符合尺寸和精度要求的齿条,然后将齿条切割成单个轮齿;接下来在轮圈内表面涂上高强度金属胶,并将切割好的单个轮齿依次粘贴在轮圈上,直到形成一个齿圈;接下来再用对应齿形的齿轮低速跑合一次,跑合后在相邻轮齿缝隙处再涂上金属胶,然后再跑合一次,以实现轮齿的自定位;待金属胶完全固化后,再在每个轮齿上钉上定位销;这样一个内齿圈就制作完成了。采用该工艺制造的内齿圈在机械手关节上使用后,传动可靠,回转误差优于原有线切割工艺加工的,且噪声明显降低,运转平稳,使机械手整
薄壁件内齿圈加工工艺.pdf
本发明的薄壁件内齿圈加工工艺,其经过选材-无缝钢管-下料-锯断成料坯-热处理-正火工艺、等温退火工艺-精车-热处理后的坯料用车床车削加工至产品外型几何尺寸,内齿加工-最终热处理。本发明工艺简单,节约钢材及电能,降低钢材消耗,无需锻造,改善生产环境,缩短制造工序、降低了制造成本,提高了材料的利用率。
一种内齿齿条的加工工艺.pdf
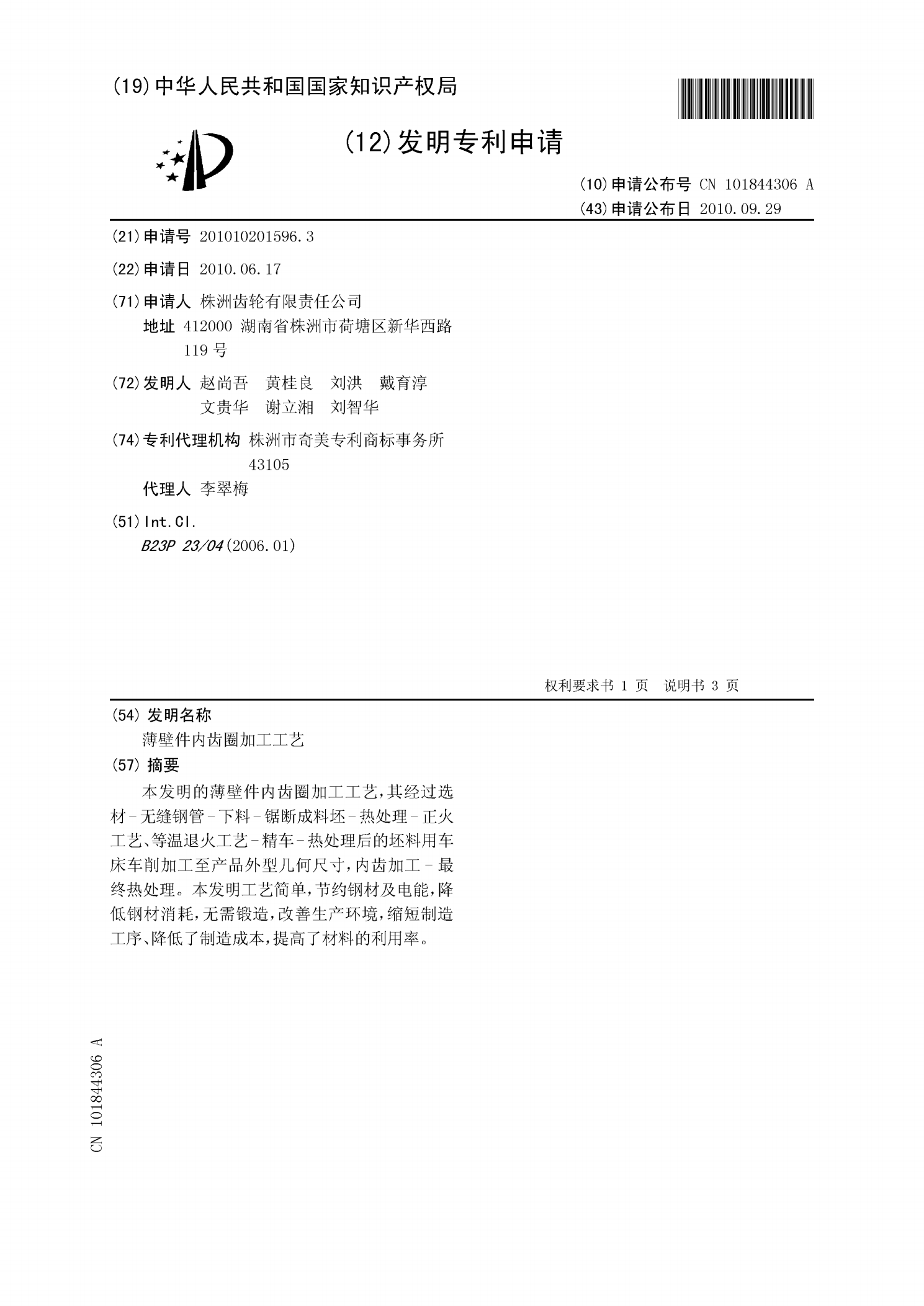
本发明公开了一种内齿齿条的加工工艺,包括以下工艺步骤:按图纸要求铸造内齿齿条坯料;对内齿齿条坯料进行粗铣外形;使用外形粗铣及锯齿样板对粗铣后的内齿齿条进行划线;钻出吊装孔;根据划线位置铣出内齿齿条四周轮廓线、型腔内部和两侧凸台平面;钻出齿部通孔和型腔通孔;在划线位置锯割齿形;用齿形铣刀粗铣出齿形;对内齿齿条进行精铣。本发明通过使用外形粗铣及锯齿样板,进行划线,并根据划线位置,铣出内齿齿条四周轮廓、型腔内底部和两侧凸台平面,并根据划线位置锯割齿形,替代传统滚齿、铣齿等常规做法,加工效率高,成型快;另外,在外

一种人字齿内齿圈加工方法.pdf
本发明公开了一种浮动式组合人字齿内齿圈加工方法,包括以下步骤:在圆周任意位置加工内齿和外花键;检测任意一对相邻内外齿的内齿槽与外花键齿槽中心相位差;以被测内外齿槽为起始点,以相位差检测结果为初始值,按顺序计算其余内齿齿槽与相邻外齿齿槽相位差;标记相位差计算结果中最小值对应的内外齿槽为基准齿槽。其中,数学模型以起始点内外齿相位差检测结果为常数,以拟标记的基准齿槽与起始点齿槽的齿数距离为变量建立,并采用迭代运算法则计算。本发明的有益效果是,加工路线短,装夹次数少,检测工作量小,加工精度高,效率高,质量保障能力