
一种高速重载汽车氮化内齿圈及其生产工艺.pdf

一吃****昕靓


1/10

2/10
3/10

4/10

5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种高速重载汽车氮化内齿圈及其生产工艺.pdf
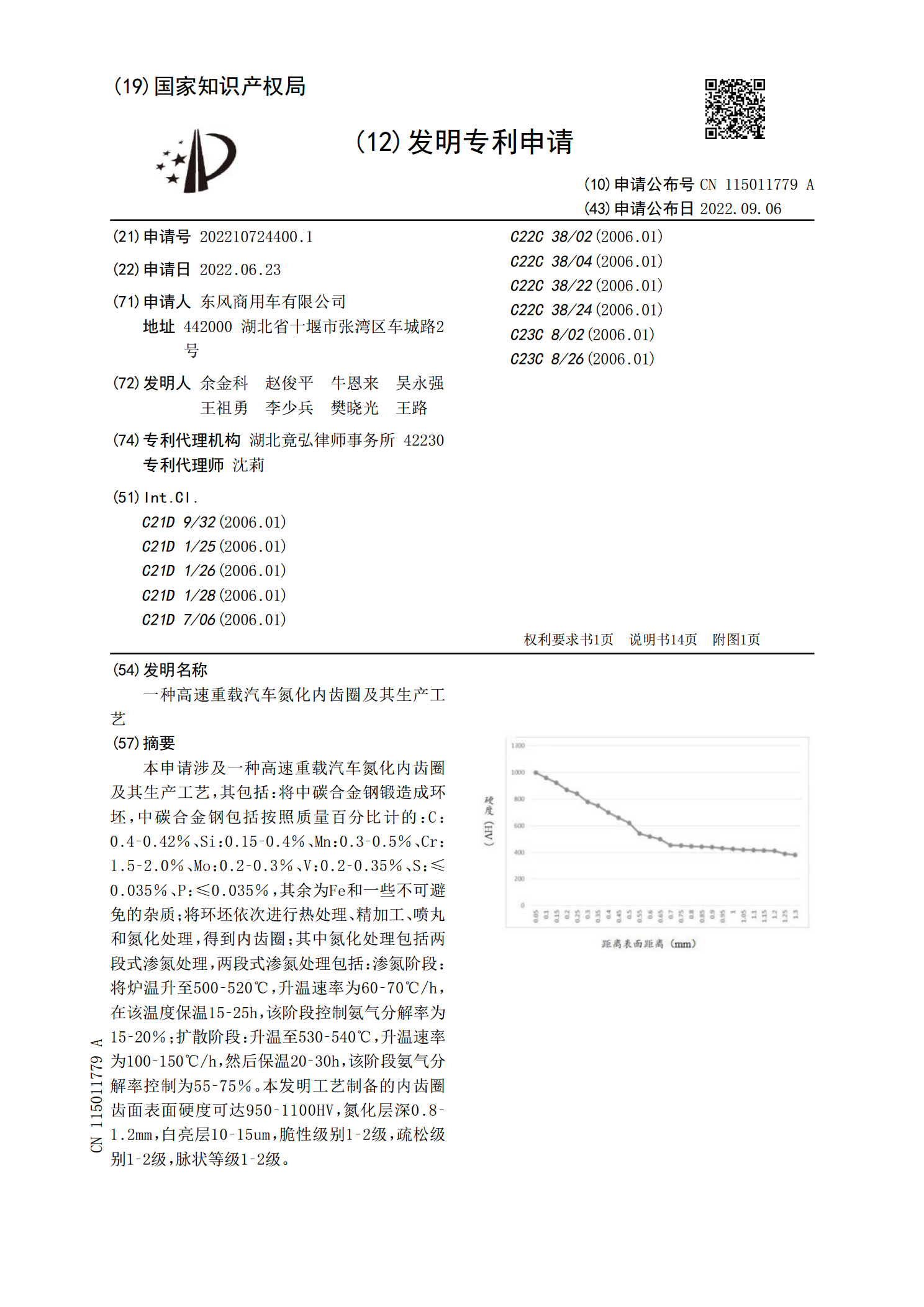
本申请涉及一种高速重载汽车氮化内齿圈及其生产工艺,其包括:将中碳合金钢锻造成环坯,中碳合金钢包括按照质量百分比计的:C:0.4?0.42%、Si:0.15?0.4%、Mn:0.3?0.5%、Cr:1.5?2.0%、Mo:0.2?0.3%、V:0.2?0.35%、S:≤0.035%、P:≤0.035%,其余为Fe和一些不可避免的杂质;将环坯依次进行热处理、精加工、喷丸和氮化处理,得到内齿圈;其中氮化处理包括两段式渗氮处理,两段式渗氮处理包括:渗氮阶段:将炉温升至500?520℃,升温速率为60?70℃/h,

一种内齿圈齿轮的生产工艺.pdf
本发明公开了一种内齿圈齿轮的生产工艺,步骤S1:选取合适的毛胚料,将毛胚料通过热模锻压力机进行热模锻,采用镦粗制胚的方法,使得毛胚料经过镦粗、预锻、终锻,将毛胚料锻造成圆饼类锻件,从而制得圆饼型毛胚料;步骤S2:将S1中制得的圆饼型毛胚料进行等温正火处理,将圆饼型毛胚料放置进行正火炉装置中,对圆饼型毛胚料加热到一定温度,保温适当时间后,使圆饼型毛胚料的不同部位温度均匀化,并在该温度下均匀地完成金相组织的转变,然后采用快速冷却方式对圆饼型毛胚料进行降温;本发明,插齿打孔方便快捷,降低刀具的磨损,能够有效提高
一种42CrMo内齿圈调质、氮化工艺方法.pdf
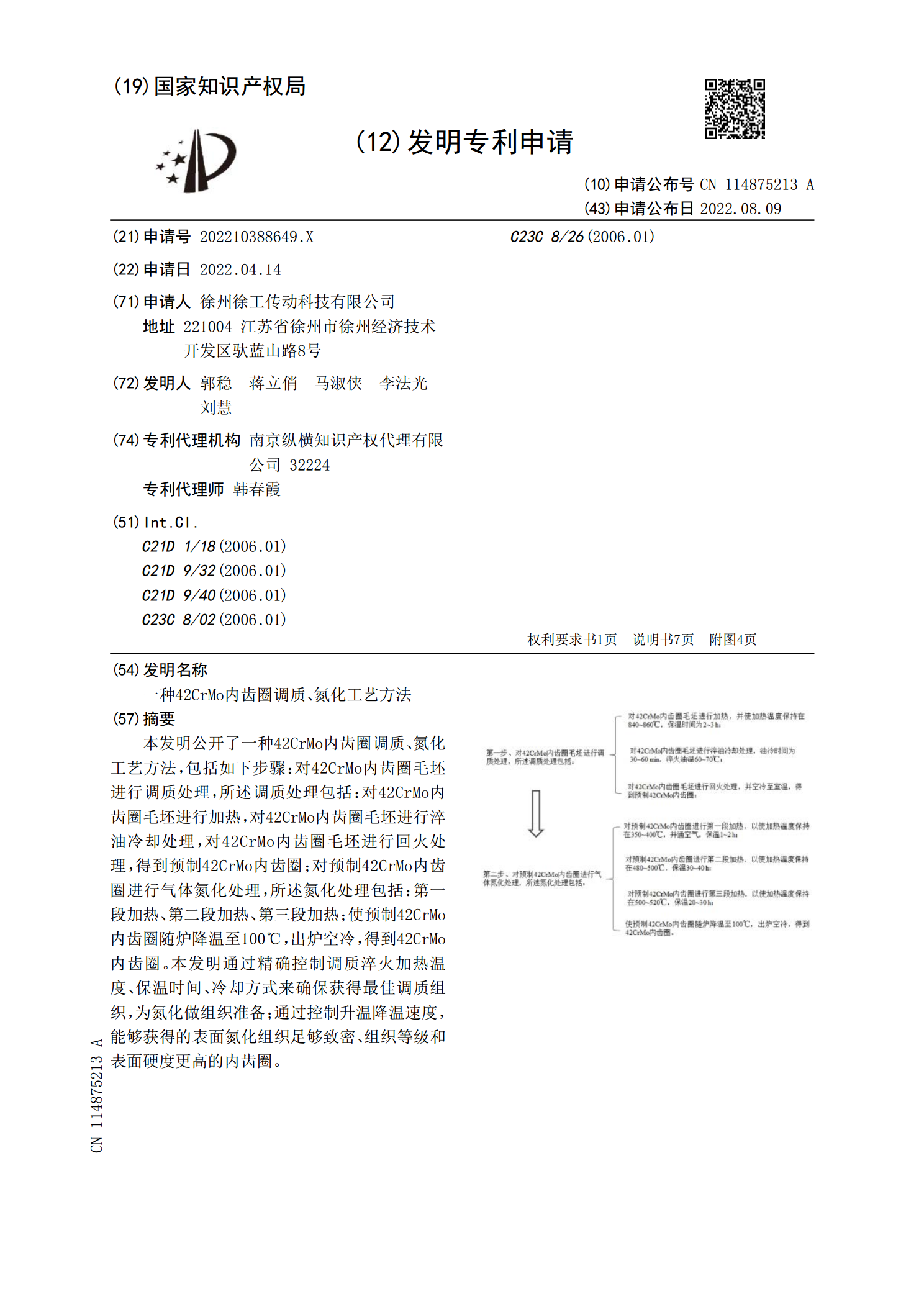
本发明公开了一种42CrMo内齿圈调质、氮化工艺方法,包括如下步骤:对42CrMo内齿圈毛坯进行调质处理,所述调质处理包括:对42CrMo内齿圈毛坯进行加热,对42CrMo内齿圈毛坯进行淬油冷却处理,对42CrMo内齿圈毛坯进行回火处理,得到预制42CrMo内齿圈;对预制42CrMo内齿圈进行气体氮化处理,所述氮化处理包括:第一段加热、第二段加热、第三段加热;使预制42CrMo内齿圈随炉降温至100℃,出炉空冷,得到42CrMo内齿圈。本发明通过精确控制调质淬火加热温度、保温时间、冷却方式来确保获得最佳调

一种人字齿内齿圈加工方法.pdf
本发明公开了一种浮动式组合人字齿内齿圈加工方法,包括以下步骤:在圆周任意位置加工内齿和外花键;检测任意一对相邻内外齿的内齿槽与外花键齿槽中心相位差;以被测内外齿槽为起始点,以相位差检测结果为初始值,按顺序计算其余内齿齿槽与相邻外齿齿槽相位差;标记相位差计算结果中最小值对应的内外齿槽为基准齿槽。其中,数学模型以起始点内外齿相位差检测结果为常数,以拟标记的基准齿槽与起始点齿槽的齿数距离为变量建立,并采用迭代运算法则计算。本发明的有益效果是,加工路线短,装夹次数少,检测工作量小,加工精度高,效率高,质量保障能力
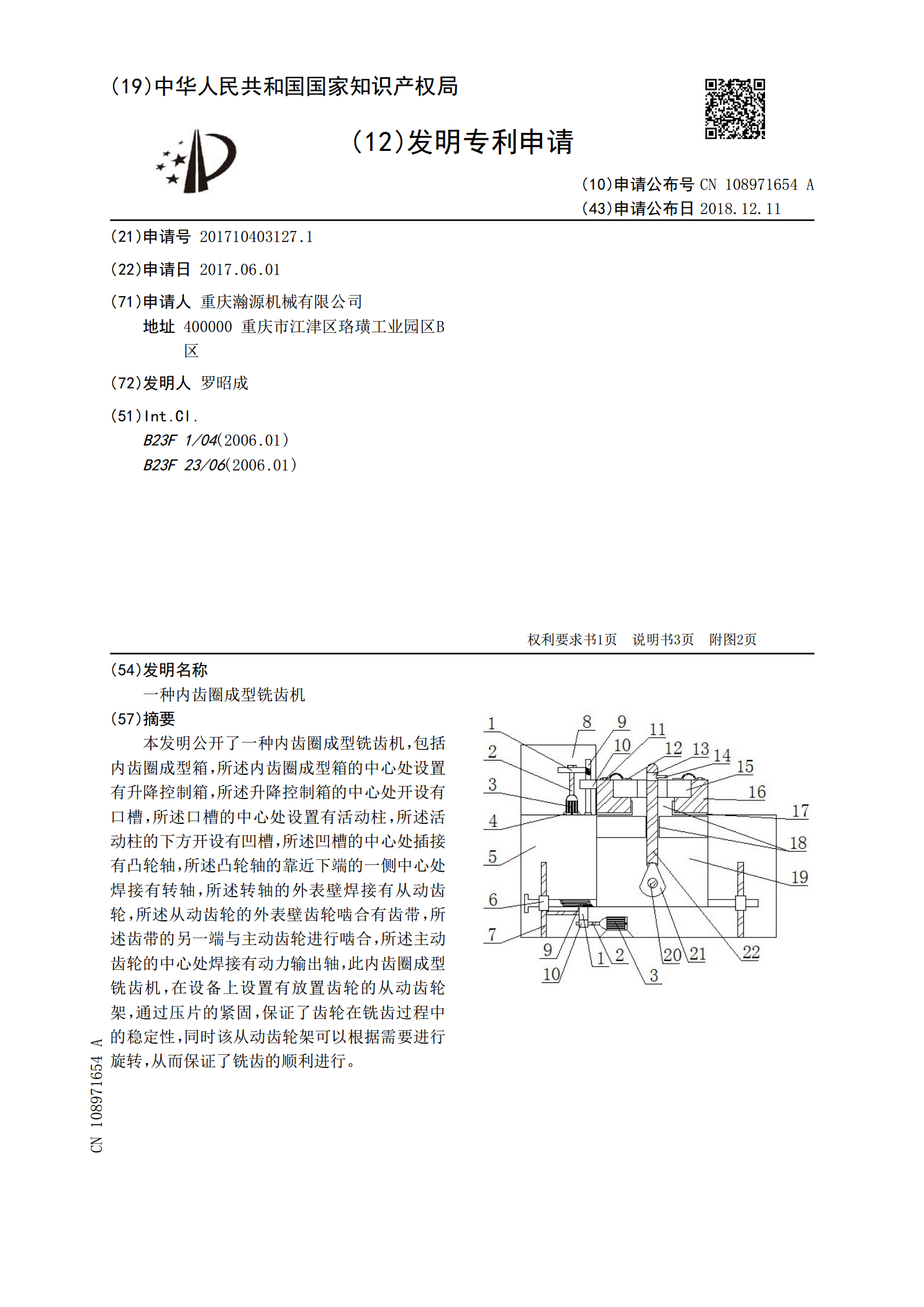
一种内齿圈成型铣齿机.pdf
本发明公开了一种内齿圈成型铣齿机,包括内齿圈成型箱,所述内齿圈成型箱的中心处设置有升降控制箱,所述升降控制箱的中心处开设有口槽,所述口槽的中心处设置有活动柱,所述活动柱的下方开设有凹槽,所述凹槽的中心处插接有凸轮轴,所述凸轮轴的靠近下端的一侧中心处焊接有转轴,所述转轴的外表壁焊接有从动齿轮,所述从动齿轮的外表壁齿轮啮合有齿带,所述齿带的另一端与主动齿轮进行啮合,所述主动齿轮的中心处焊接有动力输出轴,此内齿圈成型铣齿机,在设备上设置有放置齿轮的从动齿轮架,通过压片的紧固,保证了齿轮在铣齿过程中的稳定性,同时