
一种带薄壁件结构的真空钎焊方法.pdf

明钰****甜甜

1/8
2/8
3/8
4/8
5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种带薄壁件结构的真空钎焊方法.pdf
一种带薄壁件结构的真空钎焊方法,步骤为:清洗薄壁件及配合件;选取箔带镍基钎料,先将箔带镍基钎料利用储能点焊方式固定在薄壁件的待焊面上,然后按照图纸要求的尺寸和位置,将预置有箔带镍基钎料的薄壁件与配合件进行组合装配,并利用储能点焊方式进行辅助定位;选取粉末钎料,粉末钎料与箔带镍基钎料的牌号相同,先将粉末钎料与粘结剂按比例混合制成膏状,然后将膏状钎料预置在待焊处外端;将薄壁件与配合件构成的组合体放置到焊接夹具中进行装夹固定,在焊接夹具的底座及压板的工作面上预先喷涂有止焊涂层,止焊涂层用于防止钎焊时流淌的钎料造
一种锥面结构真空钎焊方法.pdf
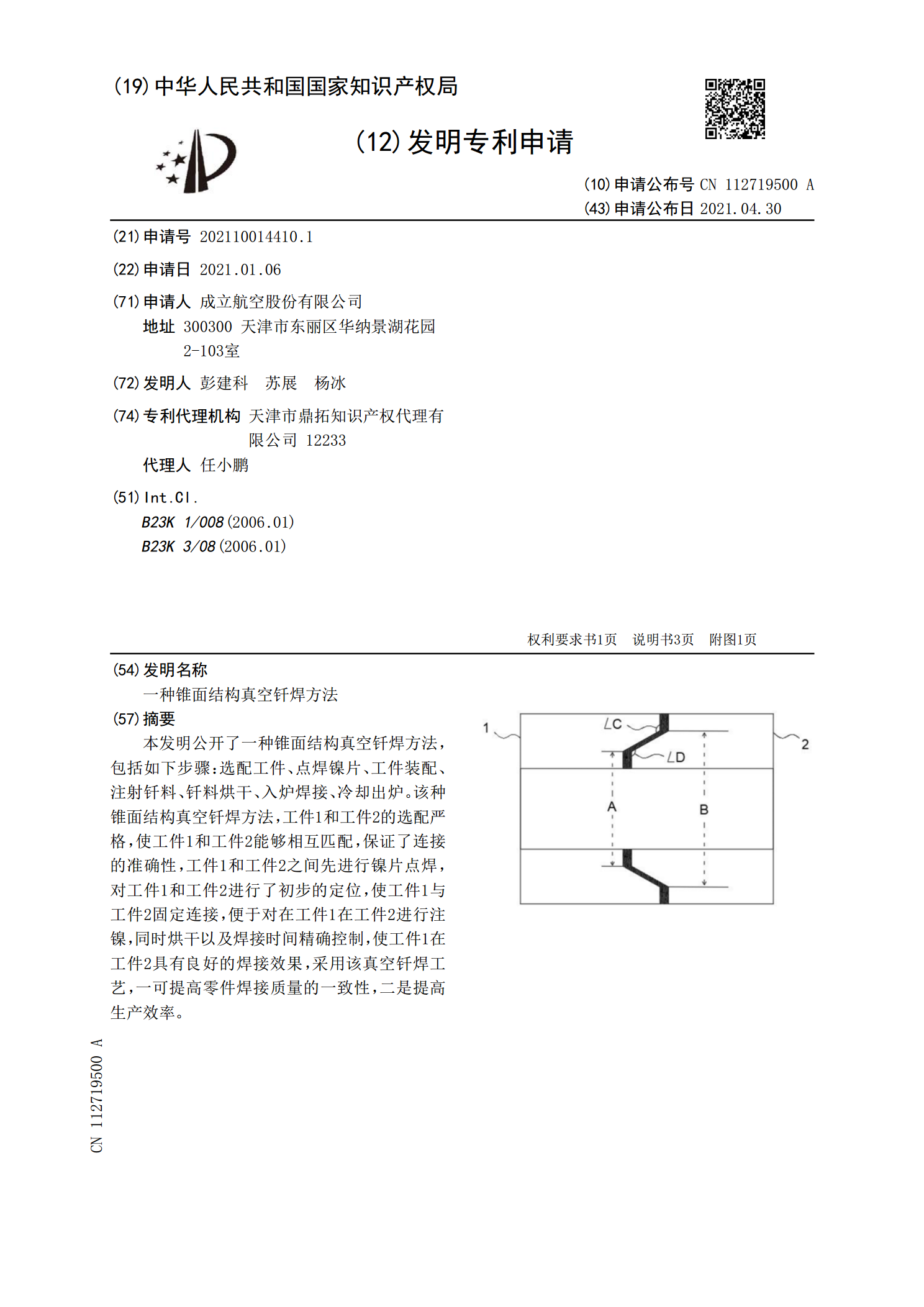
本发明公开了一种锥面结构真空钎焊方法,包括如下步骤:选配工件、点焊镍片、工件装配、注射钎料、钎料烘干、入炉焊接、冷却出炉。该种锥面结构真空钎焊方法,工件1和工件2的选配严格,使工件1和工件2能够相互匹配,保证了连接的准确性,工件1和工件2之间先进行镍片点焊,对工件1和工件2进行了初步的定位,使工件1与工件2固定连接,便于对在工件1在工件2进行注镍,同时烘干以及焊接时间精确控制,使工件1在工件2具有良好的焊接效果,采用该真空钎焊工艺,一可提高零件焊接质量的一致性,二是提高生产效率。
一种搭接件的真空电阻钎焊方法.pdf
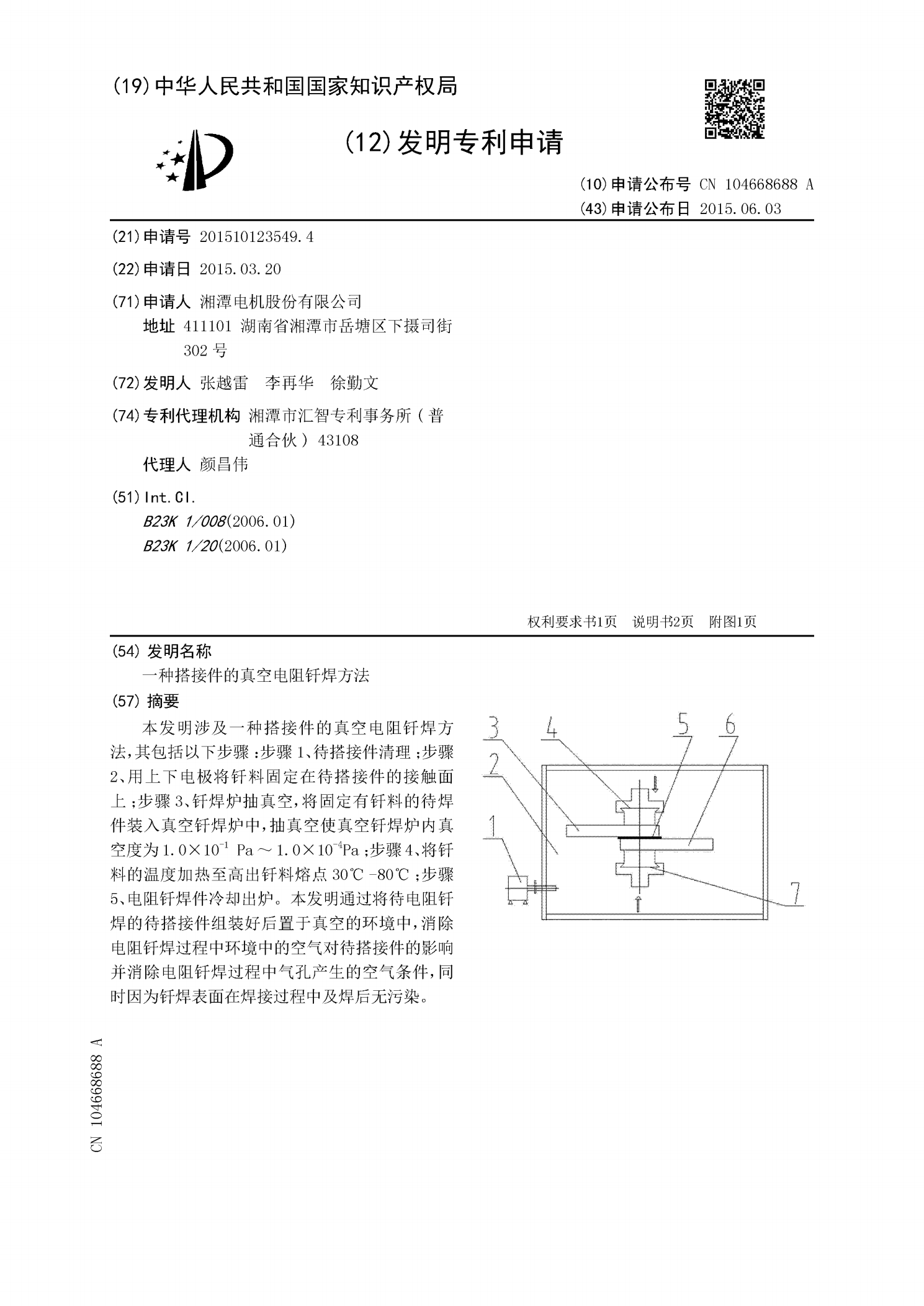
本发明涉及一种搭接件的真空电阻钎焊方法,其包括以下步骤:步骤1、待搭接件清理;步骤2、用上下电极将钎料固定在待搭接件的接触面上;步骤3、钎焊炉抽真空,将固定有钎料的待焊件装入真空钎焊炉中,抽真空使真空钎焊炉内真空度为1.0×10
一种异种材料真空钎焊结构及方法.pdf
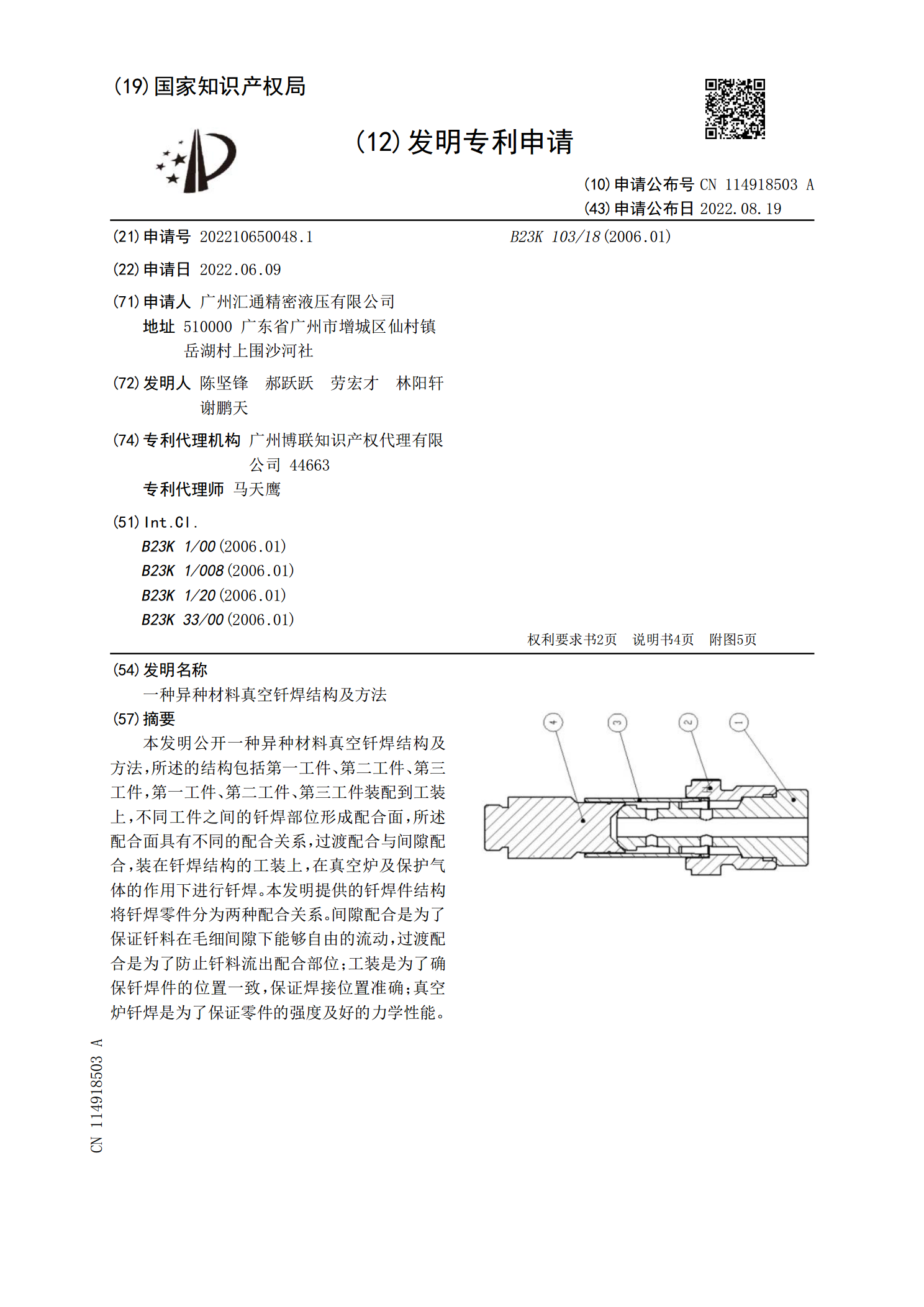
本发明公开一种异种材料真空钎焊结构及方法,所述的结构包括第一工件、第二工件、第三工件,第一工件、第二工件、第三工件装配到工装上,不同工件之间的钎焊部位形成配合面,所述配合面具有不同的配合关系,过渡配合与间隙配合,装在钎焊结构的工装上,在真空炉及保护气体的作用下进行钎焊。本发明提供的钎焊件结构将钎焊零件分为两种配合关系。间隙配合是为了保证钎料在毛细间隙下能够自由的流动,过渡配合是为了防止钎料流出配合部位;工装是为了确保钎焊件的位置一致,保证焊接位置准确;真空炉钎焊是为了保证零件的强度及好的力学性能。
一种板翅式换热器的真空钎焊设备及其真空钎焊方法.pdf
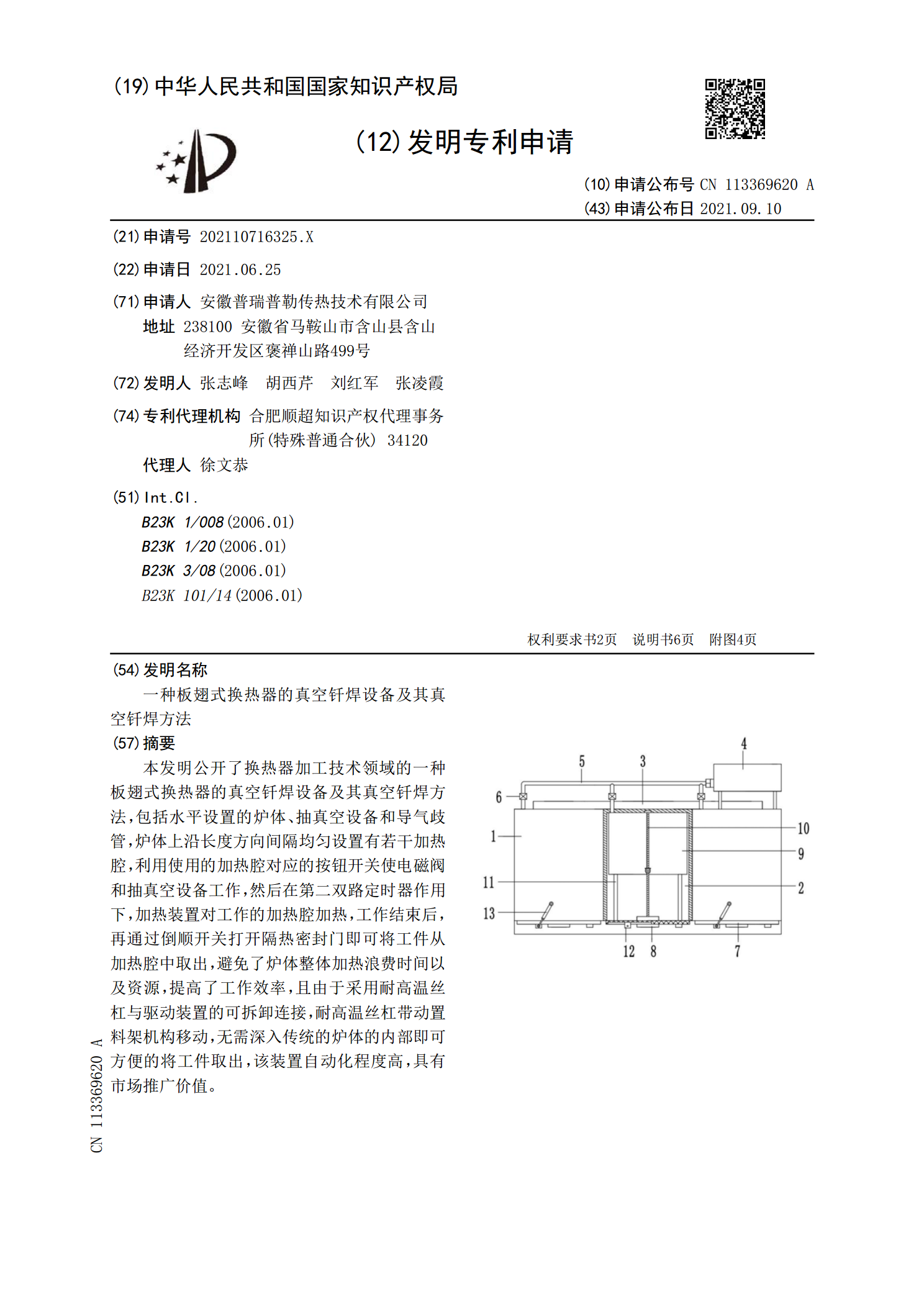
本发明公开了换热器加工技术领域的一种板翅式换热器的真空钎焊设备及其真空钎焊方法,包括水平设置的炉体、抽真空设备和导气歧管,炉体上沿长度方向间隔均匀设置有若干加热腔,利用使用的加热腔对应的按钮开关使电磁阀和抽真空设备工作,然后在第二双路定时器作用下,加热装置对工作的加热腔加热,工作结束后,再通过倒顺开关打开隔热密封门即可将工件从加热腔中取出,避免了炉体整体加热浪费时间以及资源,提高了工作效率,且由于采用耐高温丝杠与驱动装置的可拆卸连接,耐高温丝杠带动置料架机构移动,无需深入传统的炉体的内部即可方便的将工件取