
一种高强钢耐磨钢薄板的小变形生产方法.pdf

猫巷****忠娟

1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种高强钢耐磨钢薄板的小变形生产方法.pdf
本发明公开了一种高强钢耐磨钢薄板的小变形生产方法,包括以下步骤:选用厚度为2~10mm的高强钢或耐磨钢,作为薄板,选用淬火时生成铁素体‑珠光体组或低碳贝氏体组织的钢板,作为顶盖板和底盖板;固定薄板,在底盖板上放置平齐的若干薄板,叠放后在顶部的薄板上放置顶盖板,将顶盖板和底盖板用窄钢板焊接或者螺栓连接紧固;加热淬火,薄板加热温度为850~950℃,加热保温时间为1.3~1.8min/mm,加热后出炉淬火;薄板拆解,淬火后,拆卸顶盖板和底盖板之间的焊接或螺栓,吊走顶盖板,取出薄板;薄板回火,将拆出的薄板送入热

一种抗变形耐磨钢的生产方法.pdf
本发明为一种抗变形耐磨钢的生产方法,钢的化学组成百分含量为C=0.18%~0.23%,Si=0.50%~0.80%,Mn=1.0%~1.50%,P≤0.012%,S≤0.003%,Ti=0.010%~0.025%,Als=0.060%~0.10%,Cr=0.40%~1.0%,Mo=0.10%~0.30%,B=0.0008%~0.0025%,CEV≤0.65%,余量为Fe和其它微量元素;其工艺步骤为:铁水预处理→转炉冶炼→LF炉外精炼→VD真空处理→连铸→加热→轧制→矫直→淬火→回火→精整→性能检验→探伤。

一种高强耐磨用钢及其生产方法.pdf
本发明公开一种高强耐磨用钢及其生产方法,其化学成分,重百分比为(Wt%):C0.20%~0.26%,Si0.25%~0.35%,Mn0.85%~1.05%、P≤0.020%,S≤0.010%,Ni0.01%~0.05%,Cr0.70%~1.05%,Nb0.03%~0.05%、Als0.005%~0.04%,其余为Fe以及不可避免的杂质。工艺特点为,采取转炉冶炼,通过顶吹或顶底复合吹炼,采用RH或VD真空炉处理以及LF处理,出钢前加入1~1.5公斤/吨钢,采用电磁搅拌进行连铸,钢加热温度1150~1250℃
一种小尺寸耐磨钢球锻造生产方法.pdf
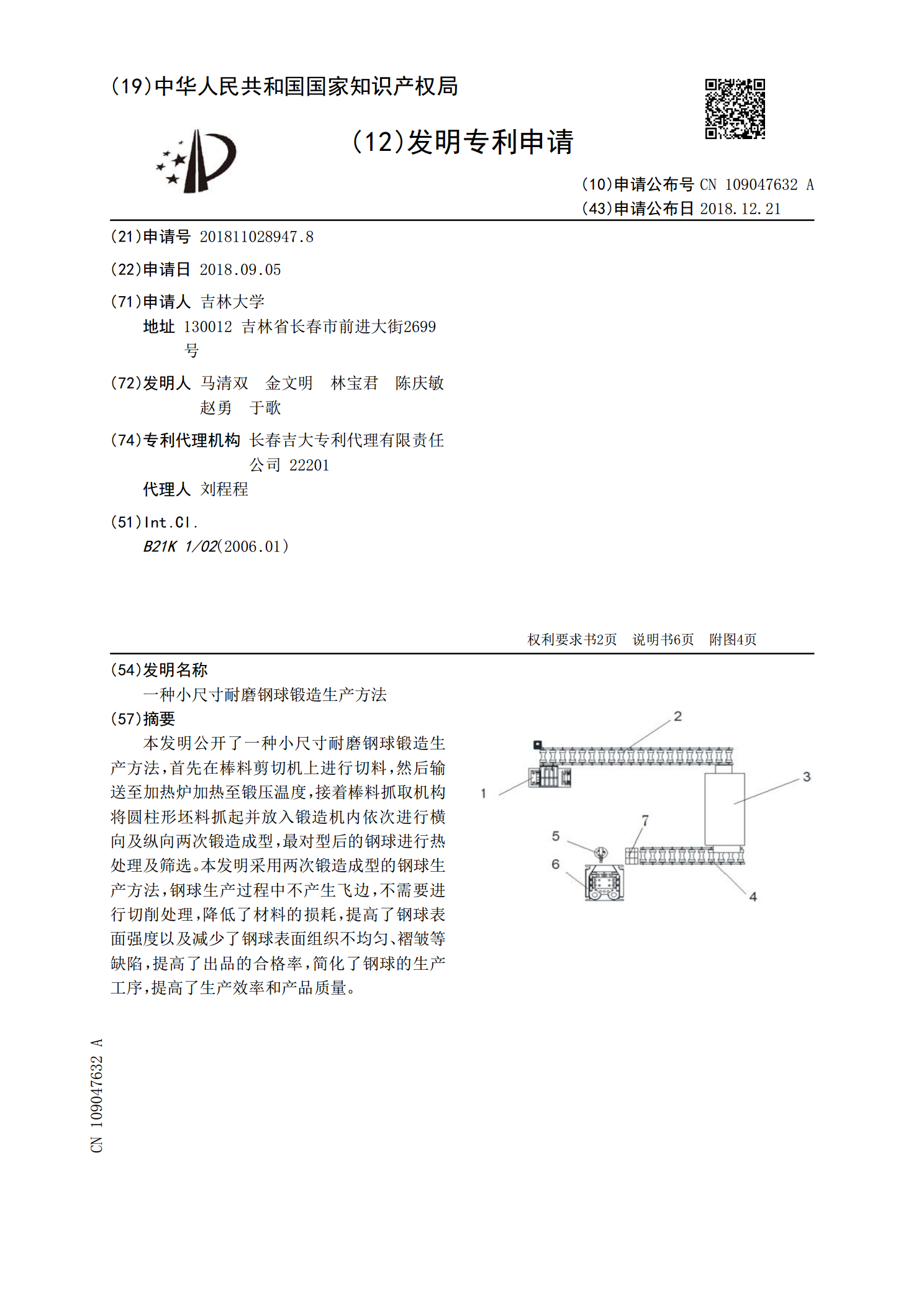
本发明公开了一种小尺寸耐磨钢球锻造生产方法,首先在棒料剪切机上进行切料,然后输送至加热炉加热至锻压温度,接着棒料抓取机构将圆柱形坯料抓起并放入锻造机内依次进行横向及纵向两次锻造成型,最对型后的钢球进行热处理及筛选。本发明采用两次锻造成型的钢球生产方法,钢球生产过程中不产生飞边,不需要进行切削处理,降低了材料的损耗,提高了钢球表面强度以及减少了钢球表面组织不均匀、褶皱等缺陷,提高了出品的合格率,简化了钢球的生产工序,提高了生产效率和产品质量。
一种1000MPa级高强耐磨钢及其生产方法.pdf
本发明提供了一种1000MPa级高强耐磨钢及其生产方法,耐磨钢由以下质量百分含量的化学成分组成:C:0.18~0.25%、Si:1.10~1.50%、Mn:1.70~2.0%、P≤0.018%、S≤0.008%、V:0.020~0.040%、Als:0.40~0.60%,其余为Fe和残留元素。生产过程包括含钒铁水提钒、半钢冶炼、板坯连铸、板坯加热、粗轧、精轧、卷曲等。钢板具有良好的成型性,抗拉强度≥1000MPa,屈服强度≥680MPa,断后延伸率A≥14.0%,冷弯D=3a,且生产工艺简单,成本低。