
一种钢化玻璃生产加工用弯曲成型工艺.pdf

一条****发啊

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种钢化玻璃生产加工用弯曲成型工艺.pdf
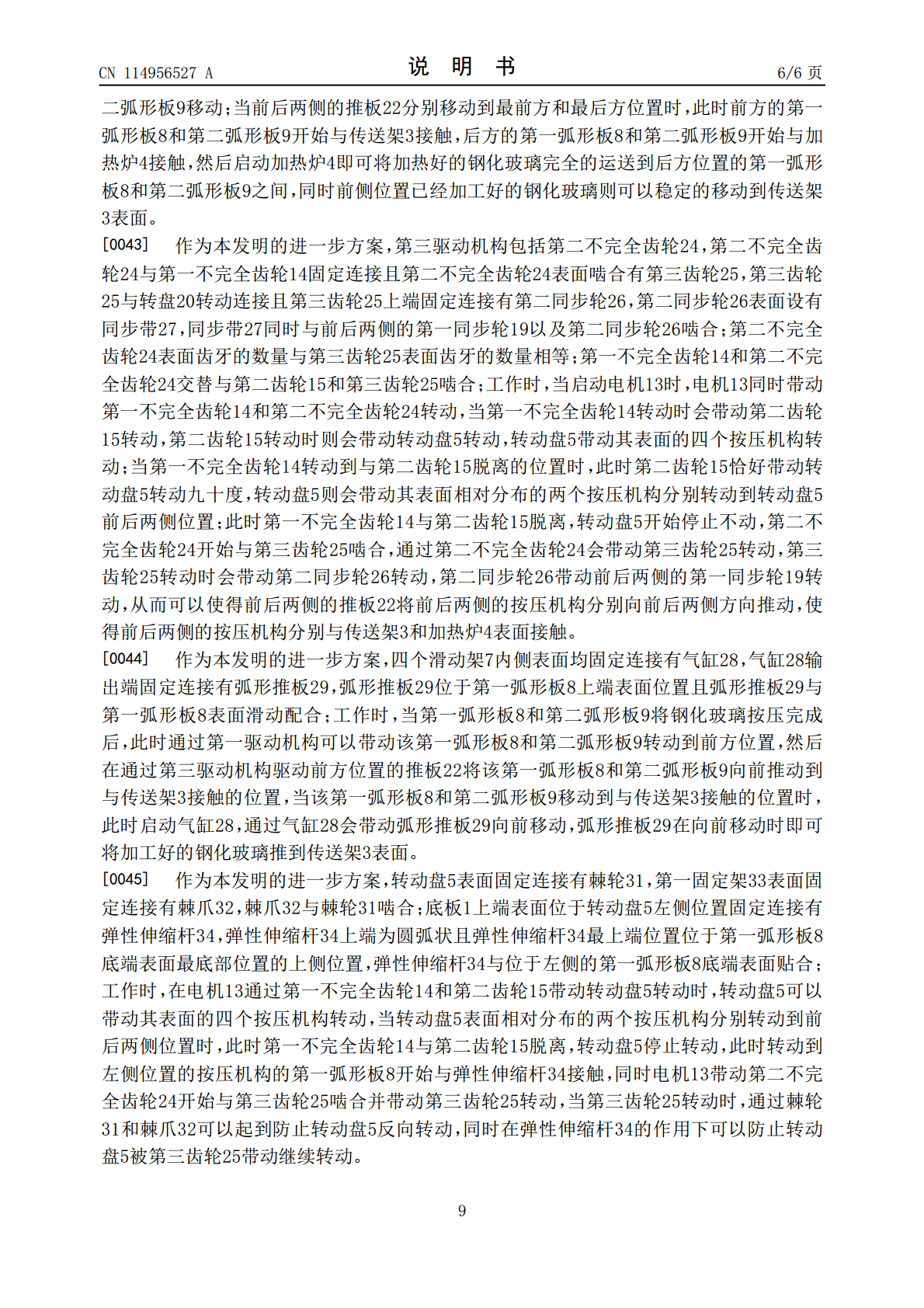
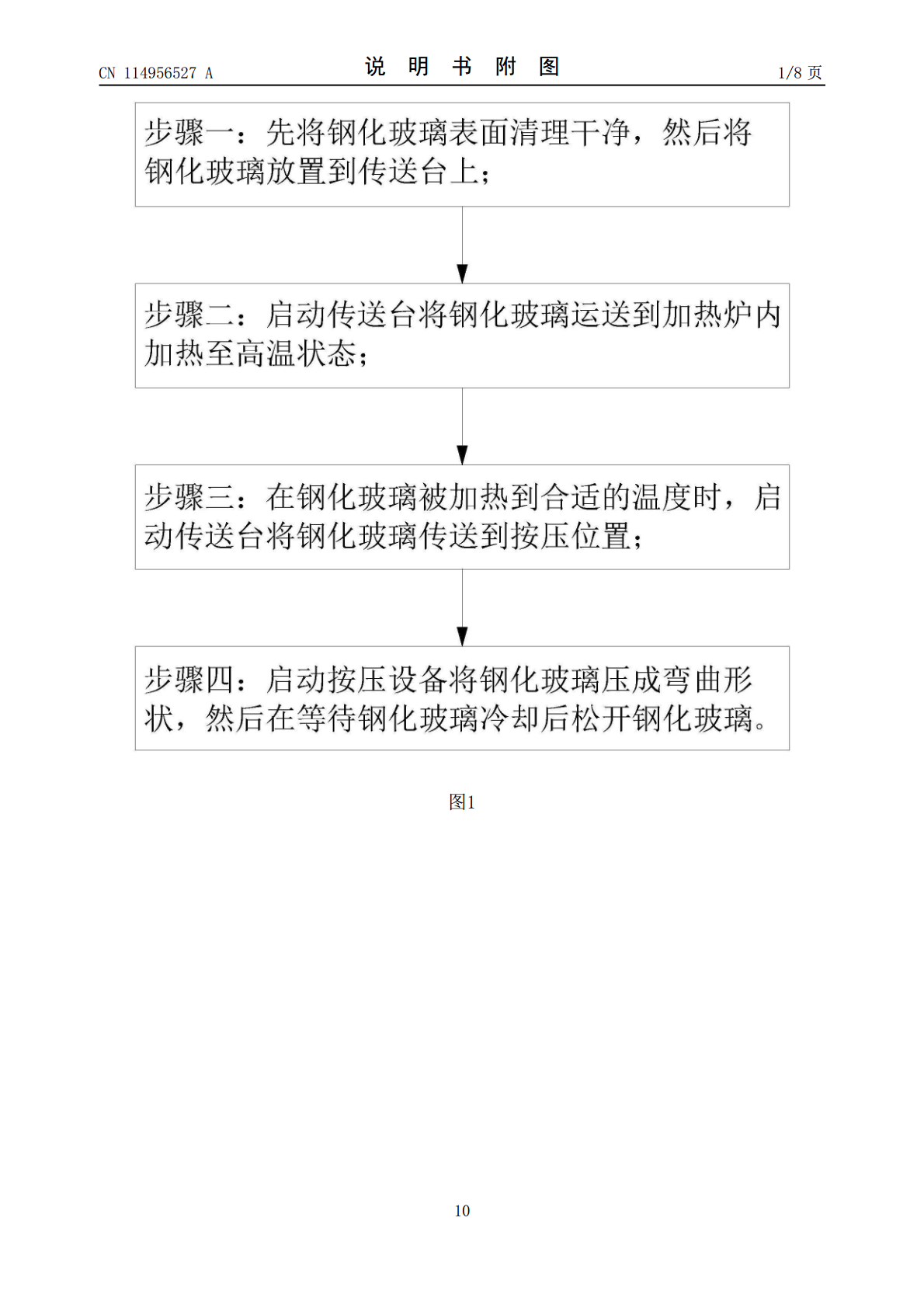
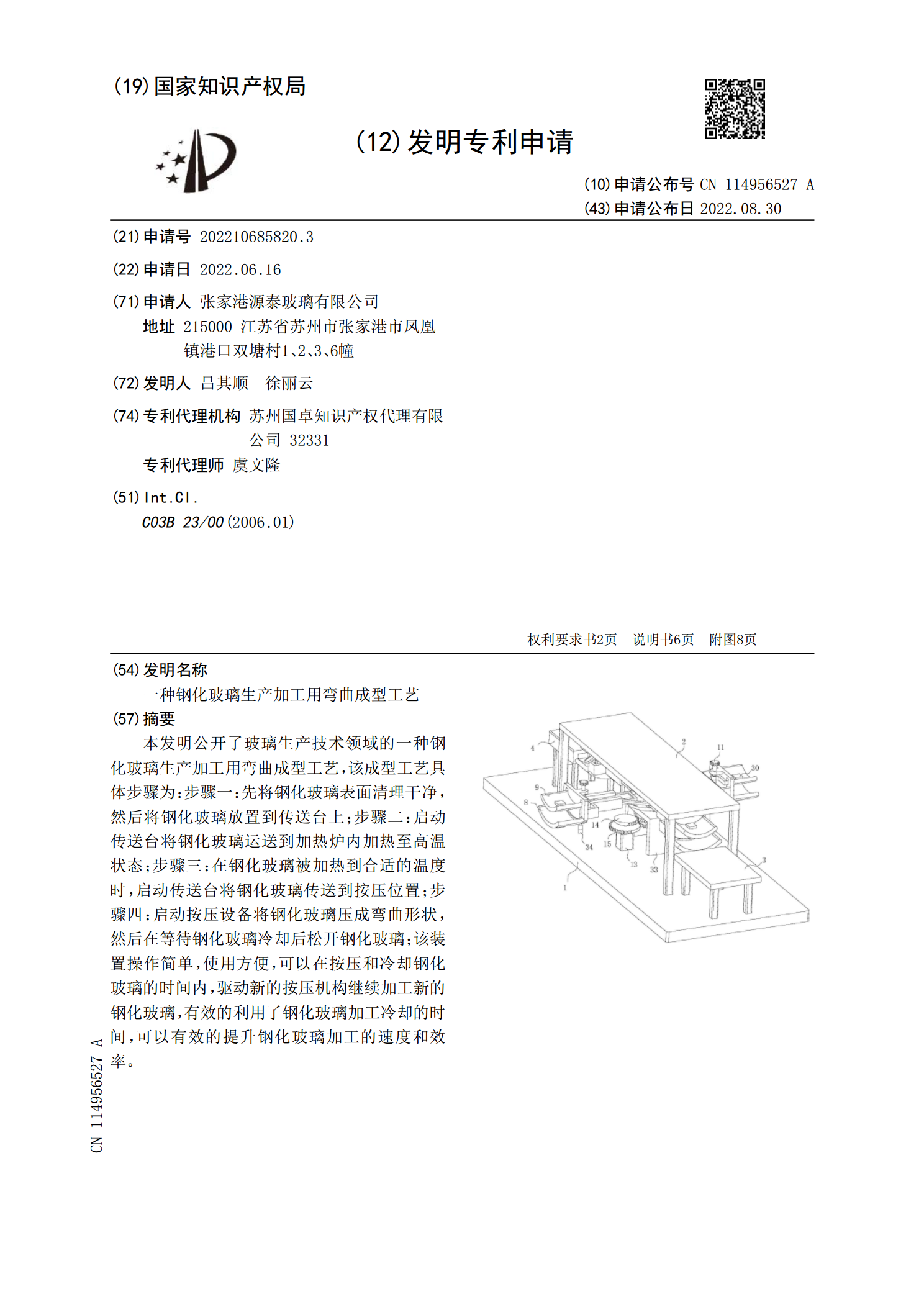
本发明公开了玻璃生产技术领域的一种钢化玻璃生产加工用弯曲成型工艺,该成型工艺具体步骤为:步骤一:先将钢化玻璃表面清理干净,然后将钢化玻璃放置到传送台上;步骤二:启动传送台将钢化玻璃运送到加热炉内加热至高温状态;步骤三:在钢化玻璃被加热到合适的温度时,启动传送台将钢化玻璃传送到按压位置;步骤四:启动按压设备将钢化玻璃压成弯曲形状,然后在等待钢化玻璃冷却后松开钢化玻璃;该装置操作简单,使用方便,可以在按压和冷却钢化玻璃的时间内,驱动新的按压机构继续加工新的钢化玻璃,有效的利用了钢化玻璃加工冷却的时间,可以有效
一种钢化玻璃弯曲成型机构.pdf
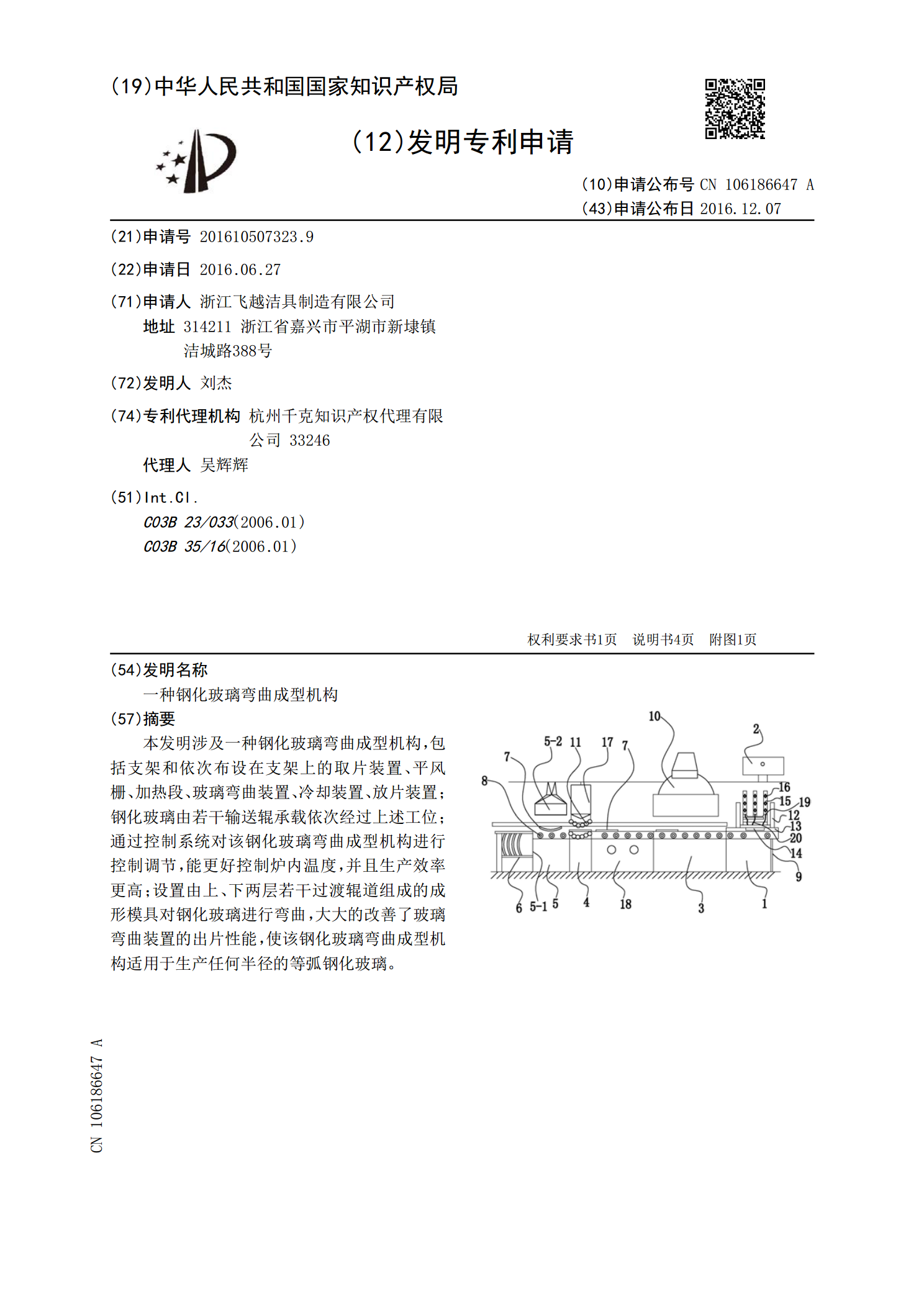
本发明涉及一种钢化玻璃弯曲成型机构,包括支架和依次布设在支架上的取片装置、平风栅、加热段、玻璃弯曲装置、冷却装置、放片装置;钢化玻璃由若干输送辊承载依次经过上述工位;通过控制系统对该钢化玻璃弯曲成型机构进行控制调节,能更好控制炉内温度,并且生产效率更高;设置由上、下两层若干过渡辊道组成的成形模具对钢化玻璃进行弯曲,大大的改善了玻璃弯曲装置的出片性能,使该钢化玻璃弯曲成型机构适用于生产任何半径的等弧钢化玻璃。
一种钢化玻璃弯曲成型机构.pdf
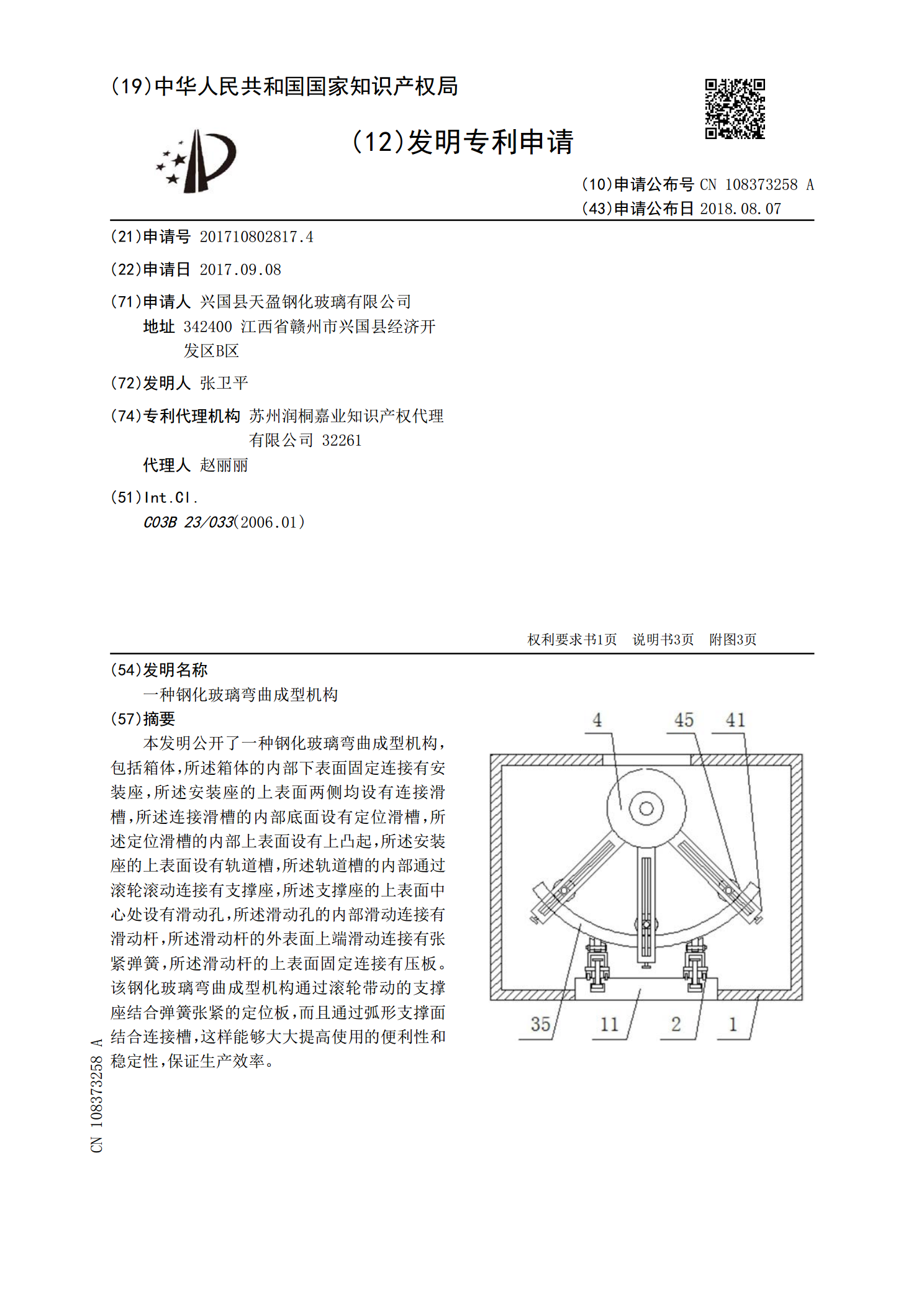
本发明公开了一种钢化玻璃弯曲成型机构,包括箱体,所述箱体的内部下表面固定连接有安装座,所述安装座的上表面两侧均设有连接滑槽,所述连接滑槽的内部底面设有定位滑槽,所述定位滑槽的内部上表面设有上凸起,所述安装座的上表面设有轨道槽,所述轨道槽的内部通过滚轮滚动连接有支撑座,所述支撑座的上表面中心处设有滑动孔,所述滑动孔的内部滑动连接有滑动杆,所述滑动杆的外表面上端滑动连接有张紧弹簧,所述滑动杆的上表面固定连接有压板。该钢化玻璃弯曲成型机构通过滚轮带动的支撑座结合弹簧张紧的定位板,而且通过弧形支撑面结合连接槽,这
一种钢化玻璃生产加工用打孔装置.pdf
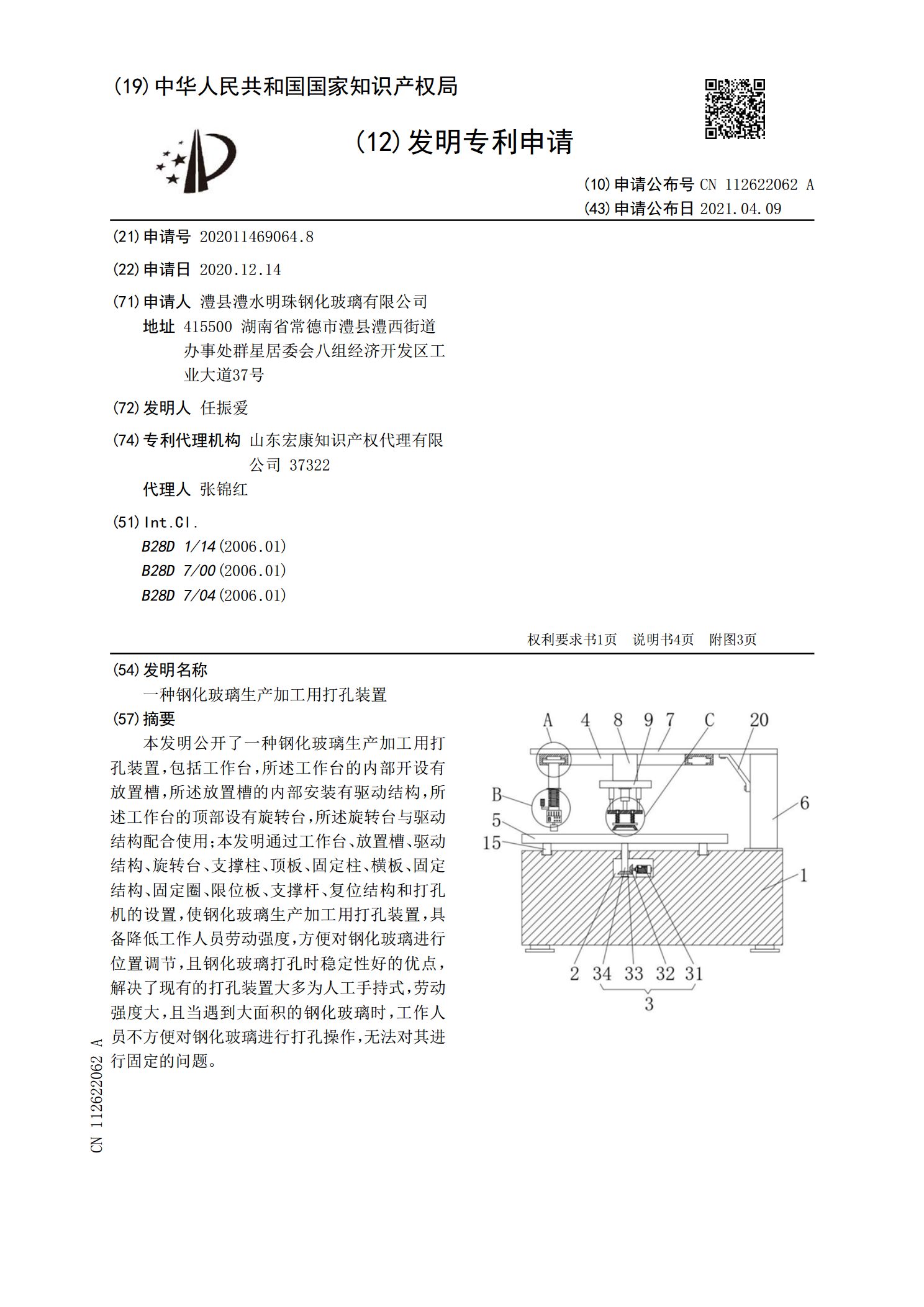
本发明公开了一种钢化玻璃生产加工用打孔装置,包括工作台,所述工作台的内部开设有放置槽,所述放置槽的内部安装有驱动结构,所述工作台的顶部设有旋转台,所述旋转台与驱动结构配合使用;本发明通过工作台、放置槽、驱动结构、旋转台、支撑柱、顶板、固定柱、横板、固定结构、固定圈、限位板、支撑杆、复位结构和打孔机的设置,使钢化玻璃生产加工用打孔装置,具备降低工作人员劳动强度,方便对钢化玻璃进行位置调节,且钢化玻璃打孔时稳定性好的优点,解决了现有的打孔装置大多为人工手持式,劳动强度大,且当遇到大面积的钢化玻璃时,工作人员不

一种钢化玻璃生产加工工艺.pdf
本发明涉及一种钢化玻璃生产加工工艺,包括底板、支撑架和冷却装置,其特征在于:所述的底板上端安装有支撑架,支撑架截面呈U型结构,支撑架内部安装有冷却装置。本发明可以解决现有的设备在对玻璃板进行冷却降温时,不能够有效地对冷却机构与玻璃板之间的间距进行调节,导致玻璃板的冷却效果差、冷却不均匀,容易导致玻璃板发生爆裂的现象,而且在玻璃板冷却发生爆裂时,不能够快速的对破碎的玻璃渣进行清理,需要机器停止后人工进行清理,导致钢化玻璃的制备效果差、效率低等难题。