
一种钢化玻璃弯曲成型机构.pdf

光誉****君哥

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种钢化玻璃弯曲成型机构.pdf
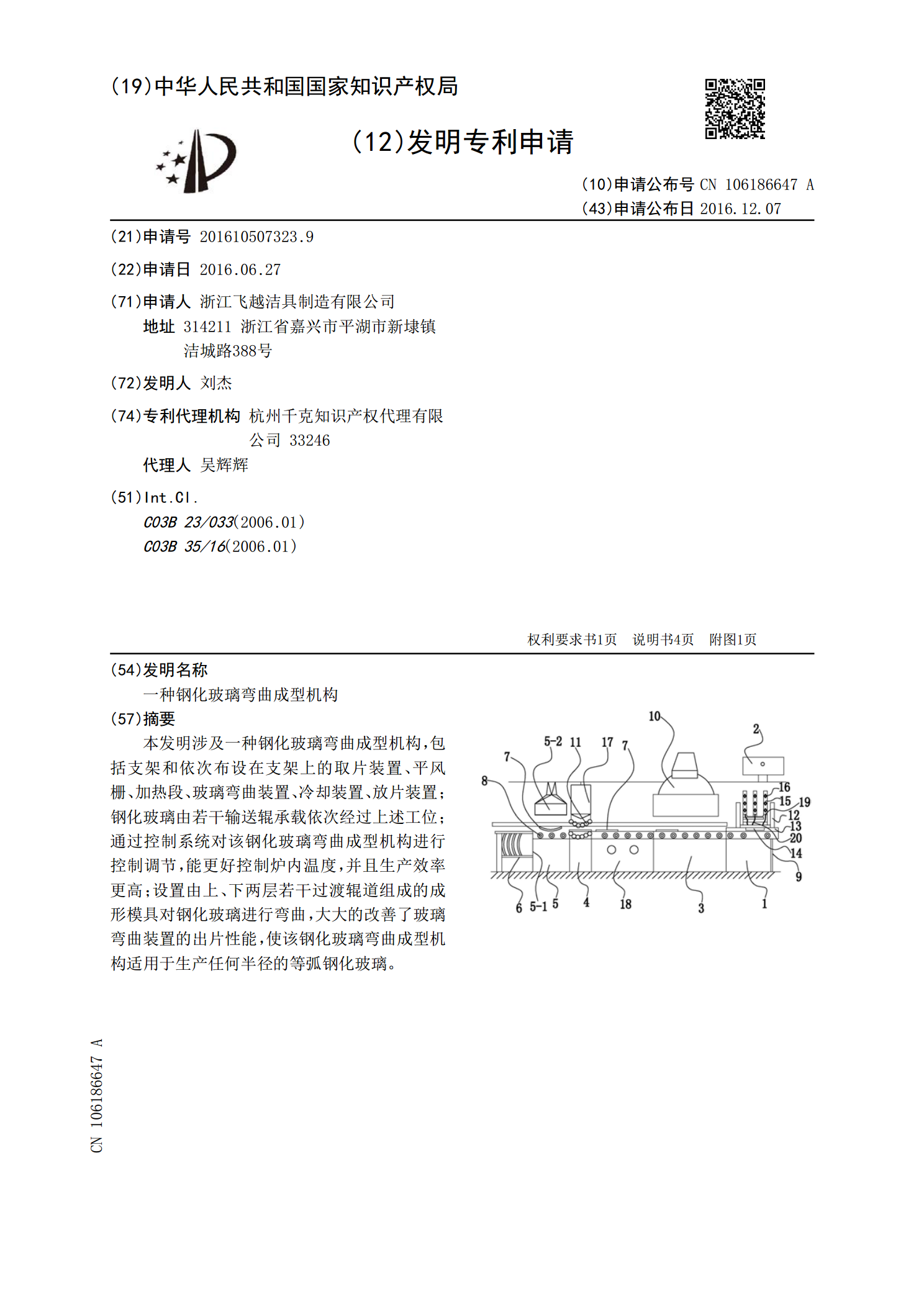
本发明涉及一种钢化玻璃弯曲成型机构,包括支架和依次布设在支架上的取片装置、平风栅、加热段、玻璃弯曲装置、冷却装置、放片装置;钢化玻璃由若干输送辊承载依次经过上述工位;通过控制系统对该钢化玻璃弯曲成型机构进行控制调节,能更好控制炉内温度,并且生产效率更高;设置由上、下两层若干过渡辊道组成的成形模具对钢化玻璃进行弯曲,大大的改善了玻璃弯曲装置的出片性能,使该钢化玻璃弯曲成型机构适用于生产任何半径的等弧钢化玻璃。
一种钢化玻璃弯曲成型机构.pdf
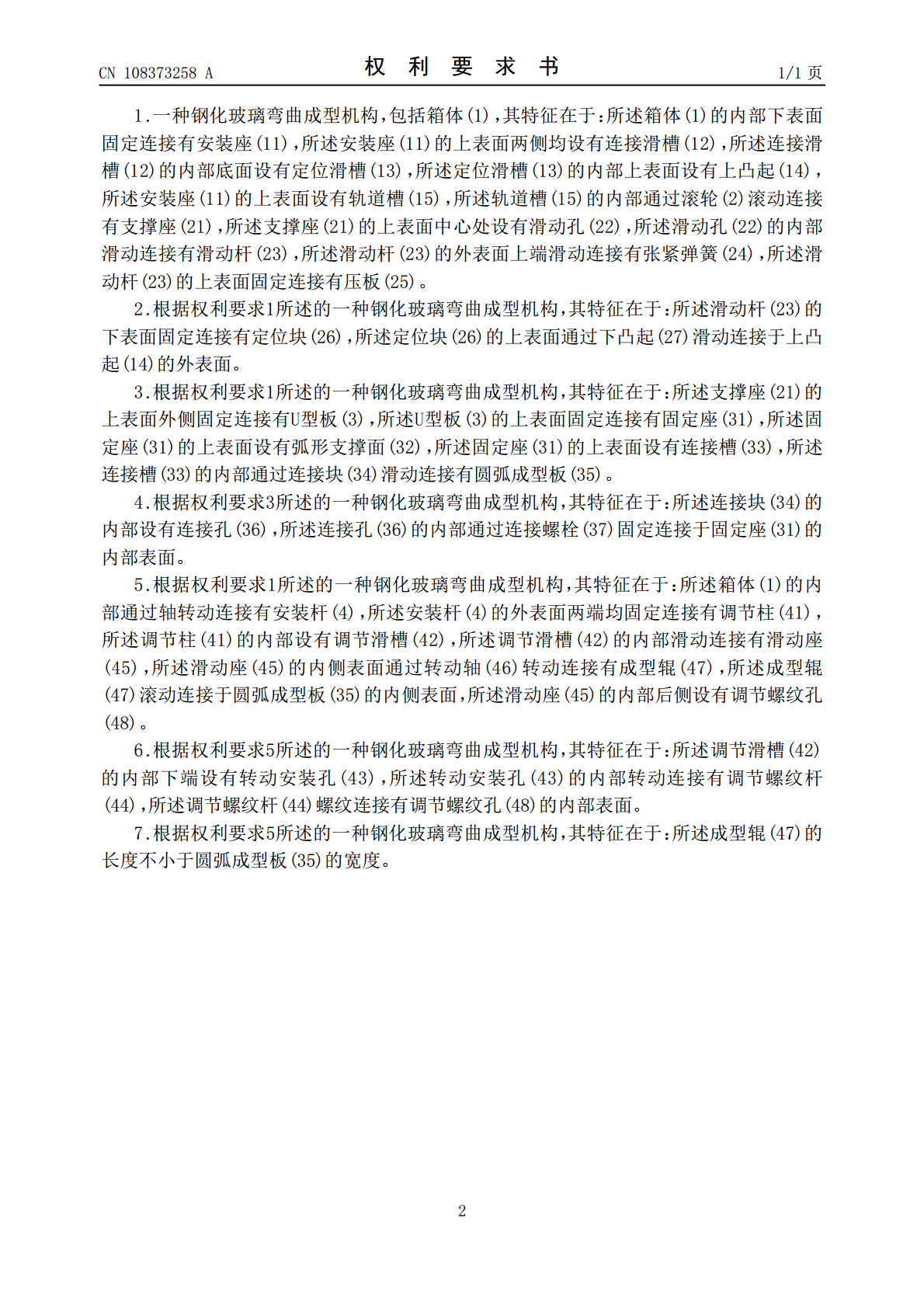
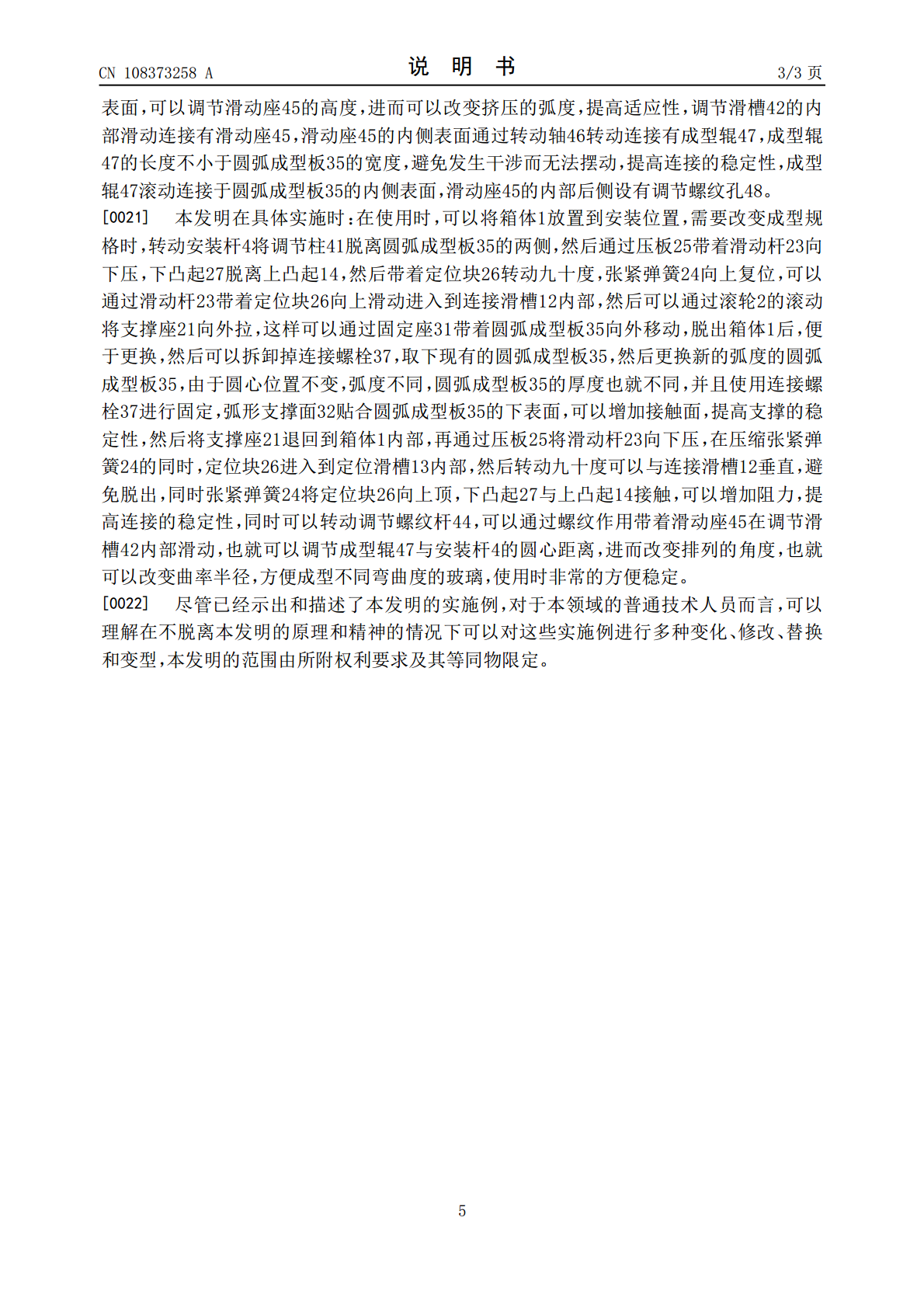
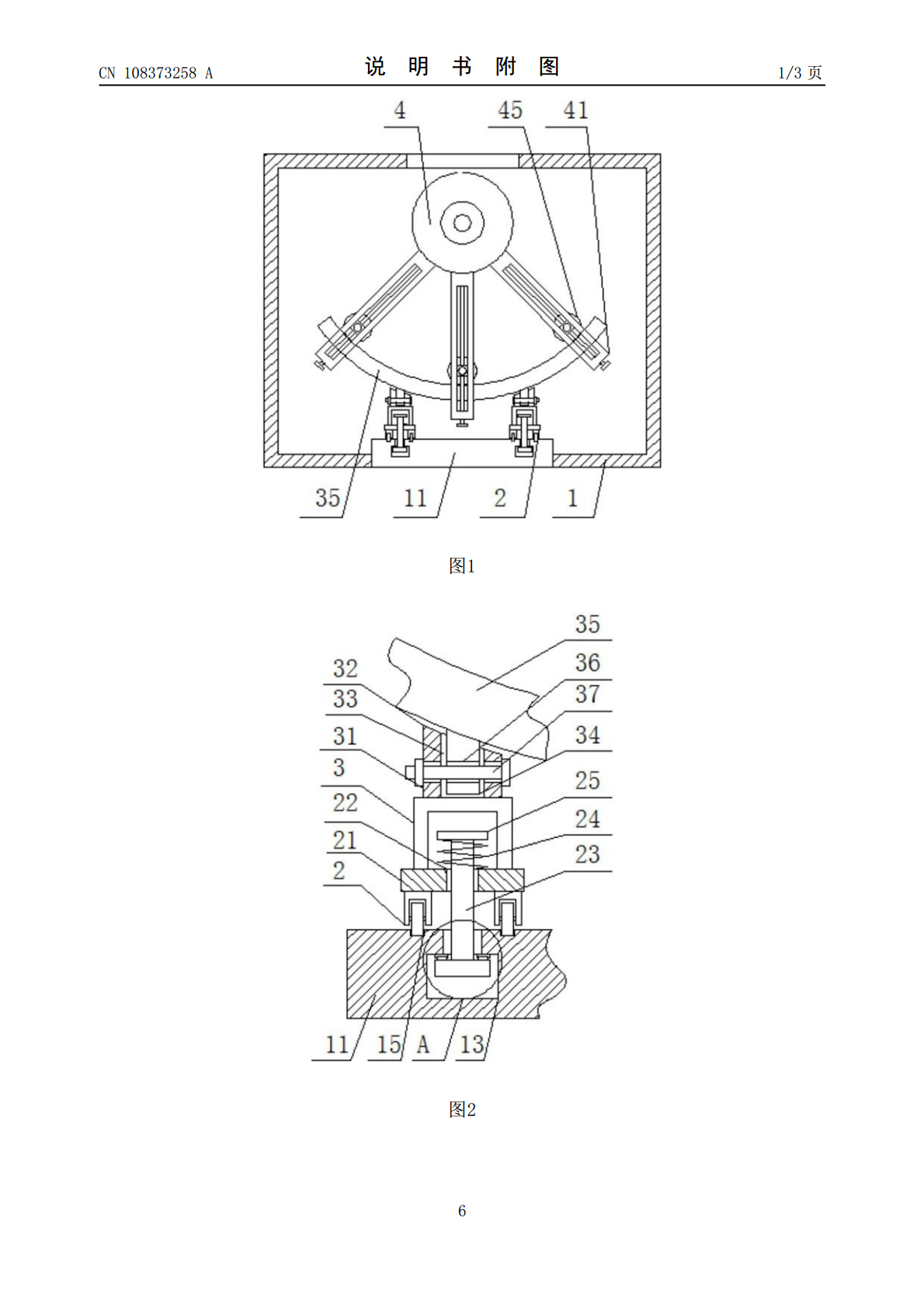
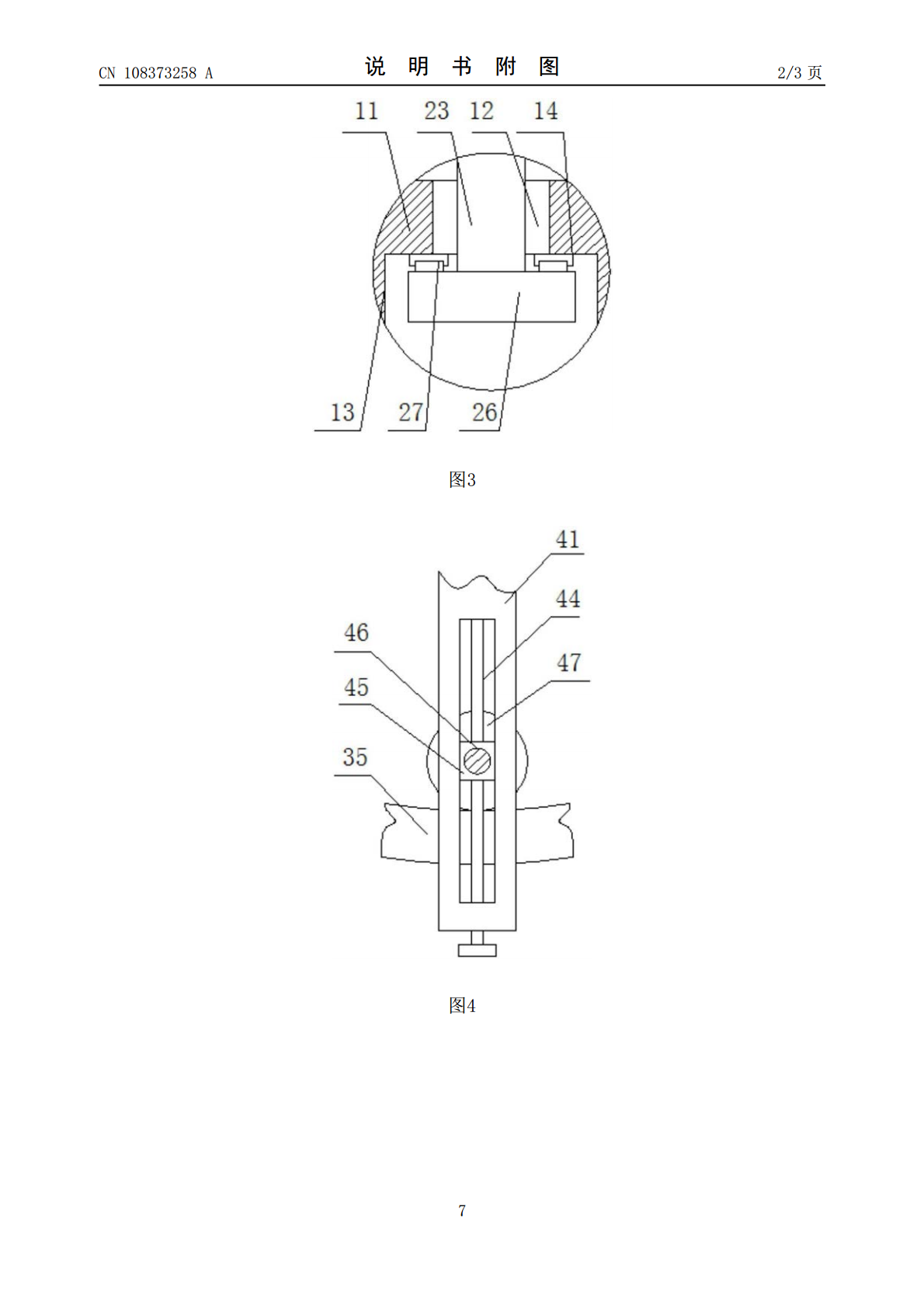
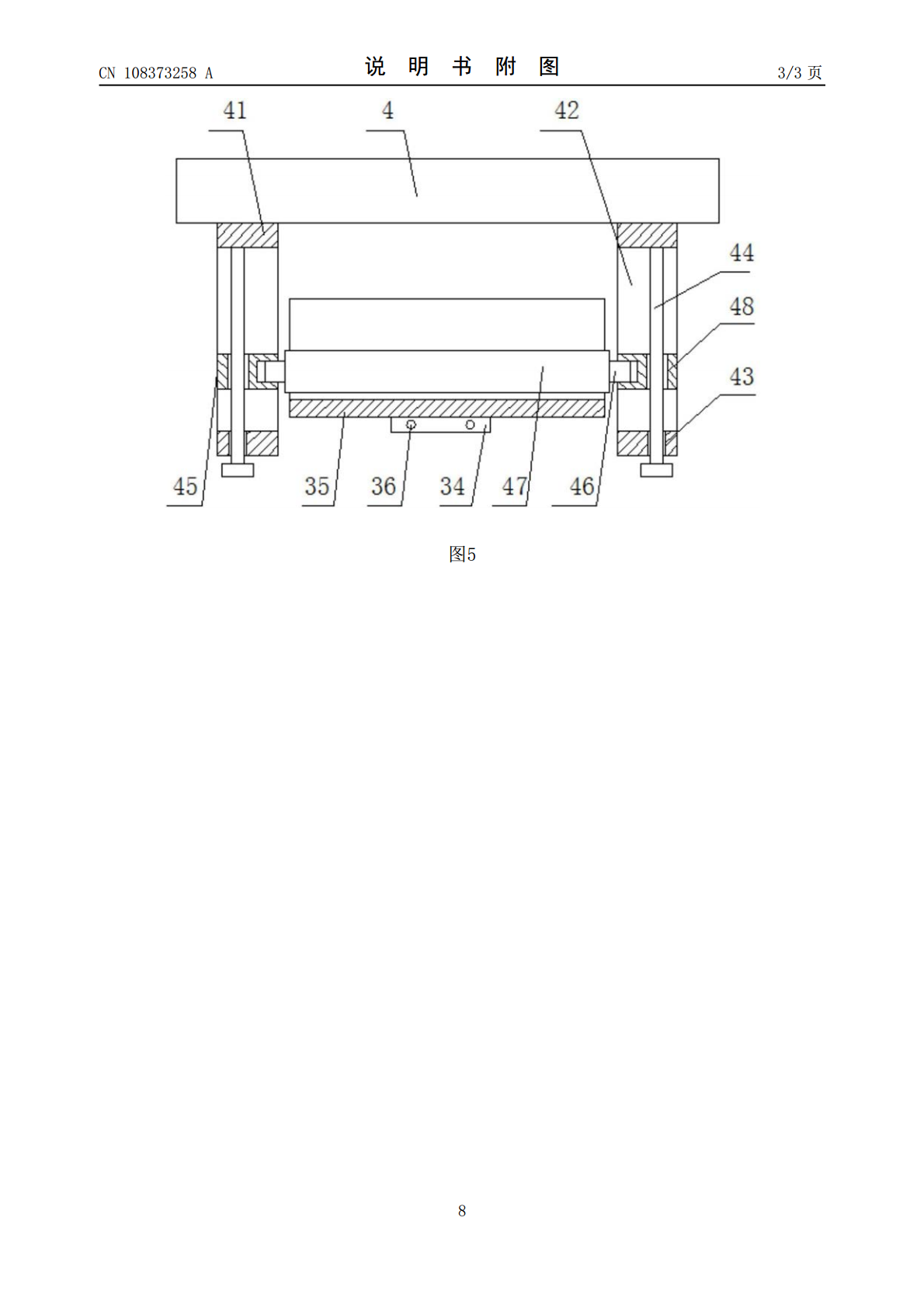
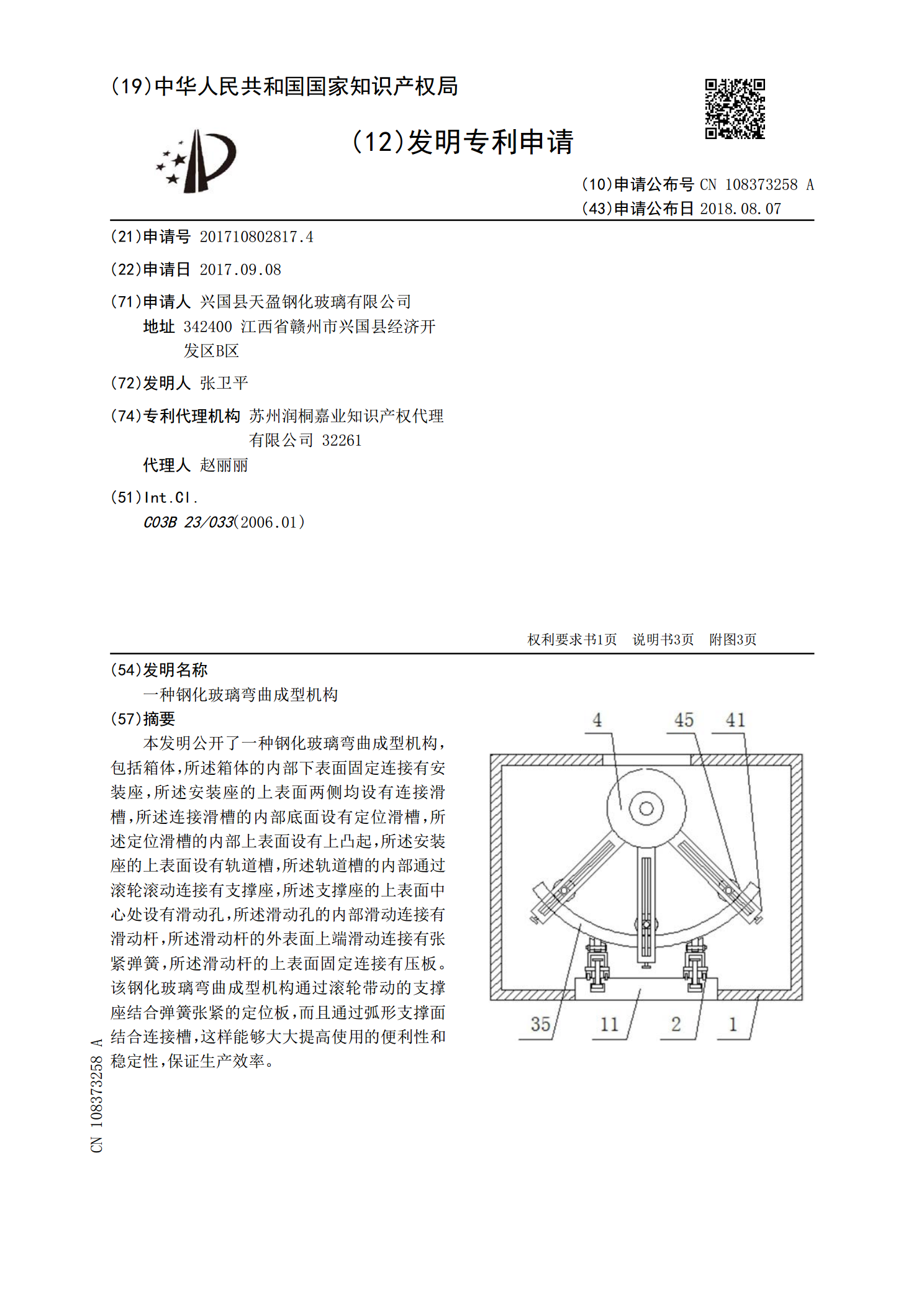
本发明公开了一种钢化玻璃弯曲成型机构,包括箱体,所述箱体的内部下表面固定连接有安装座,所述安装座的上表面两侧均设有连接滑槽,所述连接滑槽的内部底面设有定位滑槽,所述定位滑槽的内部上表面设有上凸起,所述安装座的上表面设有轨道槽,所述轨道槽的内部通过滚轮滚动连接有支撑座,所述支撑座的上表面中心处设有滑动孔,所述滑动孔的内部滑动连接有滑动杆,所述滑动杆的外表面上端滑动连接有张紧弹簧,所述滑动杆的上表面固定连接有压板。该钢化玻璃弯曲成型机构通过滚轮带动的支撑座结合弹簧张紧的定位板,而且通过弧形支撑面结合连接槽,这
一种钢化玻璃生产加工用弯曲成型工艺.pdf
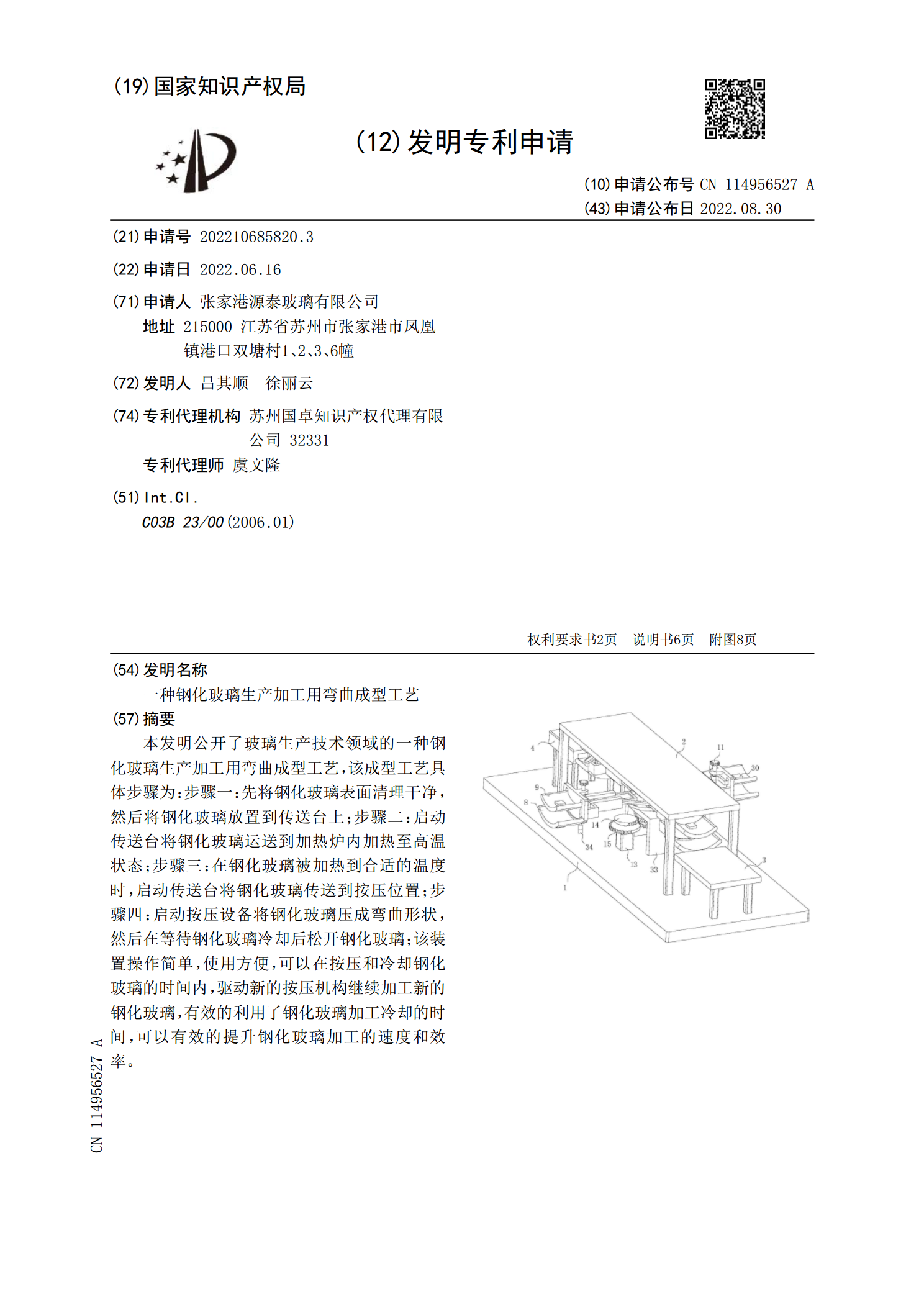
本发明公开了玻璃生产技术领域的一种钢化玻璃生产加工用弯曲成型工艺,该成型工艺具体步骤为:步骤一:先将钢化玻璃表面清理干净,然后将钢化玻璃放置到传送台上;步骤二:启动传送台将钢化玻璃运送到加热炉内加热至高温状态;步骤三:在钢化玻璃被加热到合适的温度时,启动传送台将钢化玻璃传送到按压位置;步骤四:启动按压设备将钢化玻璃压成弯曲形状,然后在等待钢化玻璃冷却后松开钢化玻璃;该装置操作简单,使用方便,可以在按压和冷却钢化玻璃的时间内,驱动新的按压机构继续加工新的钢化玻璃,有效的利用了钢化玻璃加工冷却的时间,可以有效

一种钢化玻璃成型辅助机构及其成型方法.pdf
本发明涉及钢化玻璃生产技术领域,具体为一种钢化玻璃成型辅助机构,包括加热机构、冷却输送机构和出料机构,冷却输送机构的顶端安装有冷却室,冷却室的内部顶端设置有第一调节机构,第一调节机构的底端连接有第二调节机构,冷却室上还设置有冷却机构;第二调节机构包括安装箱、螺杆和支撑座,螺杆的外壁螺纹套接有套筒,套筒的外壁一侧安装有齿条,支撑座的顶端连接安装箱的底端,调节杆的一端安装有齿盘,齿盘的侧壁与齿条啮合连接,调节杆的另一端安装有夹持机构。本发明还公开了上述钢化玻璃成型辅助机构的成型方法。本发明操作简单,便于适用于
一种铜材挤压成型弯曲率控制机构.pdf
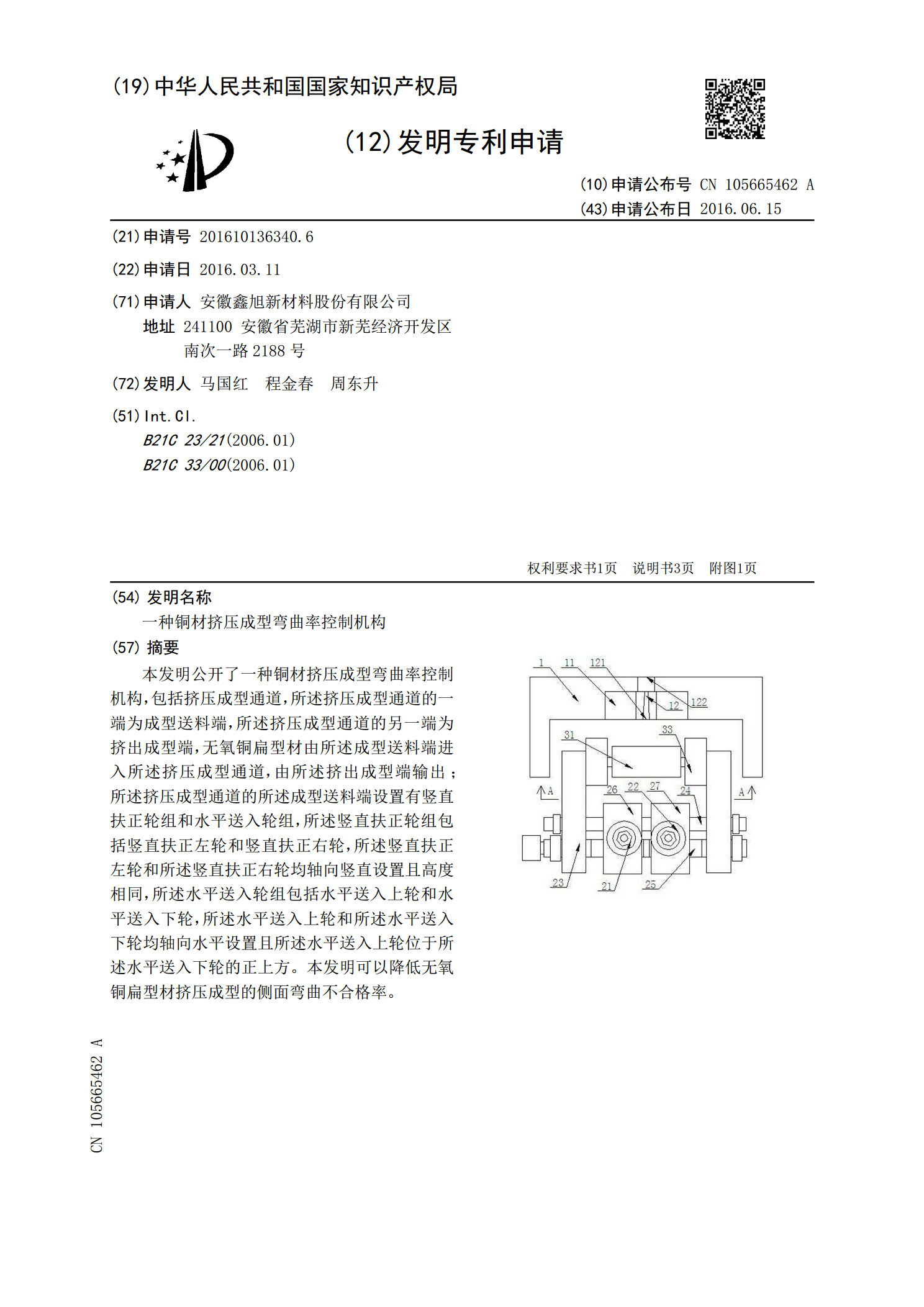
本发明公开了一种铜材挤压成型弯曲率控制机构,包括挤压成型通道,所述挤压成型通道的一端为成型送料端,所述挤压成型通道的另一端为挤出成型端,无氧铜扁型材由所述成型送料端进入所述挤压成型通道,由所述挤出成型端输出;所述挤压成型通道的所述成型送料端设置有竖直扶正轮组和水平送入轮组,所述竖直扶正轮组包括竖直扶正左轮和竖直扶正右轮,所述竖直扶正左轮和所述竖直扶正右轮均轴向竖直设置且高度相同,所述水平送入轮组包括水平送入上轮和水平送入下轮,所述水平送入上轮和所述水平送入下轮均轴向水平设置且所述水平送入上轮位于所述水平送