
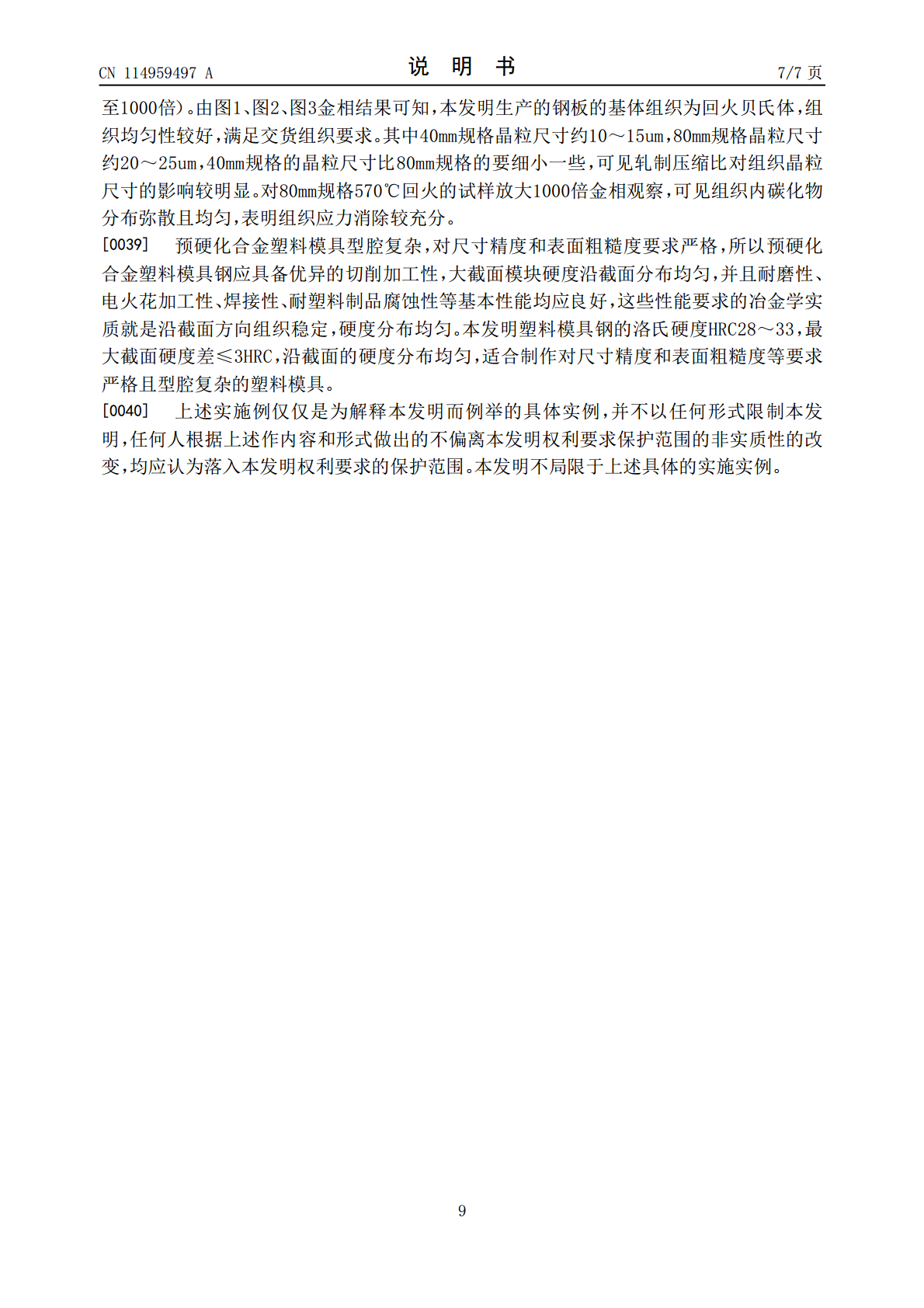
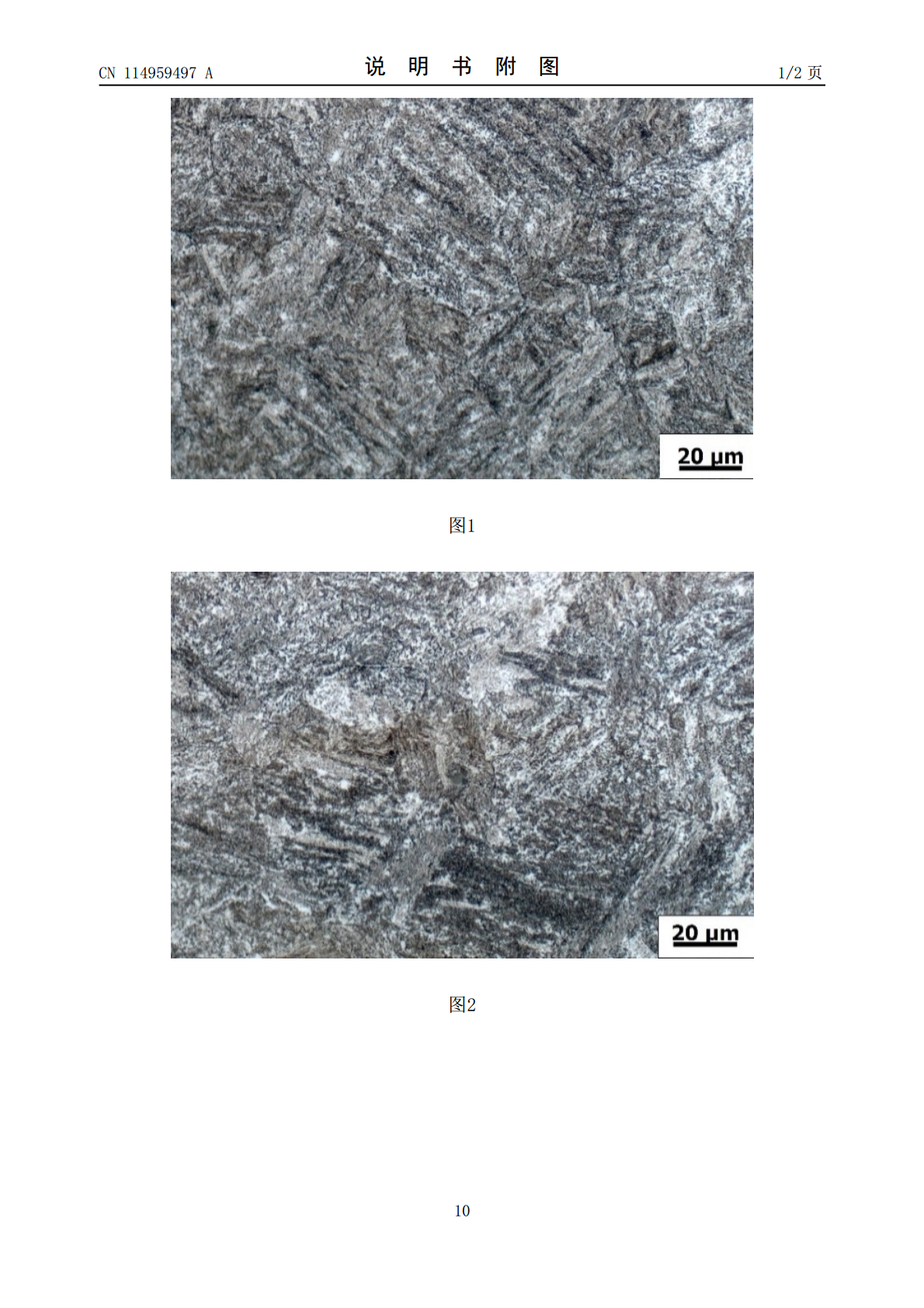
一种预硬化合金塑料模具钢及其生产方法.pdf

萌运****魔王

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种预硬化合金塑料模具钢及其生产方法.pdf
本发明涉及一种预硬化合金塑料模具钢及其生产方法,所述模具钢是由下述质量百分比含量的元素组成:C:0.38~0.42%、Si:0.25~0.35%、Mn:1.30~1.50%、S≤0.010%、P≤0.020%、Cr:1.8~2.0%、Mo:0.17~0.25%,N≤50ppm,O≤20ppm,H≤1.5ppm,其余为Fe和不可避免地杂质;其生产方法包括:KR脱硫—130t转炉—RH—板坯连铸—铸坯缓冷—加热—轧制—加速冷却控制—热处理—检测—入库,本发明轧钢采用合理的加热速率、均热时间,保证铸坯断面温差≤
一种易焊接预硬化塑料模具钢板及其生产方法.pdf
本发明公开了一种易焊接预硬化塑料模具钢板及其生产方法,属于钢铁生产技术领域。所述钢板的成分重量百分比组成:C:0.20~0.30%,Mn:0.20~0.40%,Si:0.20~0.40%,S≤0.015%,P≤0.020%,Cr:1.00~1.60%,Mo:0.15~0.25%,Ni:0.80~1.10%,Al:0.005~0.030%,余量为Fe和不可避免的杂质。所述生产方法包括转炉冶炼、LF炉精炼、RH炉真空精炼、连铸、加热、控轧控冷轧制和高温回火热处理工序。本发明所得钢板的硬度为28~36HRC,同

一种高锰预硬化塑料模具钢板及其生产方法.pdf
本发明公开了一种高锰预硬化塑料模具钢板及其生产方法,所述钢板化学成分及质量百分含量如下:C:0.32~0.40%,Mn:1.30~1.80%,Si:0.30~0.60%,S≤0.015%,P≤0.020%,Cr:1.40~2.00%,Mo:0.30~0.50%,Al:0.015~0.040%,其余为铁和不可避免的杂质。生产方法包括转炉冶炼、LF炉精炼、RH真空精炼、连铸板坯、控轧控冷和回火工序。本发明通过高锰的化学成分设计,有效地降低了生产成本;采用控轧控冷和高温回火热处理工序,获得了硬度为28~38HR
一种钒强化的预硬化塑料模具钢板及其生产方法.pdf
本发明公开了一种钒强化的预硬化塑料模具钢板及其生产方法,所述钢板化学成分组成及质量百分含量为:C:0.39~0.45%,Mn:0.80~1.00%,Si:0.15~0.40%,S≤0.015%,P≤0.020%,Cr:0.90~1.10%,Mo:0.15~0.25%,V:0.05~0.15%,Al:0.005~0.030%,其余为铁和不可避免的杂质;生产方法包括转炉冶炼、精炼、连铸、轧制和回火热处理工序。本发明通过钒强化的成分设计,有效地提高了硬度区间;采用控轧控冷轧制和中温回火热处理工艺,获得了硬度为2
一种高均匀性预硬化塑料模具钢的生产方法.pdf
本发明属于冶金材料制备技术领域,具体涉及一种高均匀性预硬化塑料模具钢的生产方法,工艺步骤如下:转炉冶炼→LF精炼→RH精炼→连铸→铸坯加热→高压水除鳞→两阶段轧制→矫直→下线堆垛缓冷48小时→探伤→回火处理→取样检验→入库发运。通过C、Mn、Cr、Mo含量的合理调配,通过合理的加热制度、轧制工艺、缓冷、回火热处理工艺的合理调配,生产出厚度规格10‑100mm,洛氏硬度达到31±2HRC,同板硬度波动≤1HRC的预硬化塑料模具钢,产品质量稳定、均匀,生产流程简单、易控。