
一种新型热处理工艺.pdf

猫巷****志敏

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种新型热处理工艺.pdf
本发明提供一种新型热处理工艺,包括如下步骤:S1、对钢丝进行放线;S2、钢丝在奥氏体加热炉内充分奥氏体化;S3、对奥氏体化后的钢丝在水性淬火液内进行淬火;S4、从淬火液出来的钢丝进入回火炉,保证钢丝索氏体组织转变完成;S5、对钢丝进行收线。本发明完全可以替代用淬火油进行的传统热处理工艺,符合并满足油淬火‑回火弹簧钢丝国家标准,解决了环境污染问题,符合国家环保要求,降低生产成本并提高生产过程中的安全性。
一种新型锻后热处理工艺.pdf
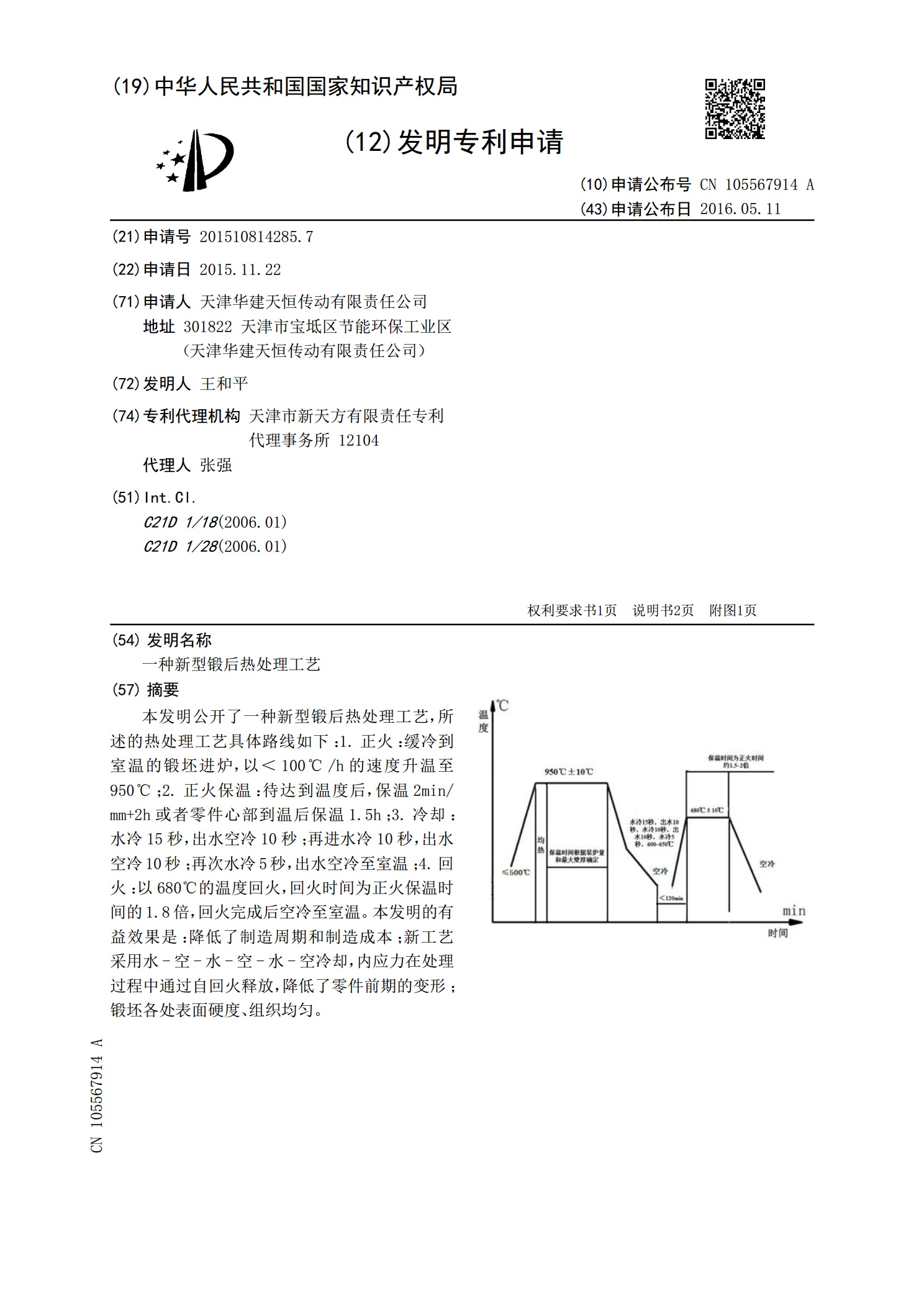
本发明公开了一种新型锻后热处理工艺,所述的热处理工艺具体路线如下:1.正火:缓冷到室温的锻坯进炉,以<100℃/h的速度升温至950℃;2.正火保温:待达到温度后,保温2min/mm+2h或者零件心部到温后保温1.5h;3.冷却:水冷15秒,出水空冷10秒;再进水冷10秒,出水空冷10秒;再次水冷5秒,出水空冷至室温;4.回火:以680℃的温度回火,回火时间为正火保温时间的1.8倍,回火完成后空冷至室温。本发明的有益效果是:降低了制造周期和制造成本;新工艺采用水-空-水-空-水-空冷却,内应力在处理过程中
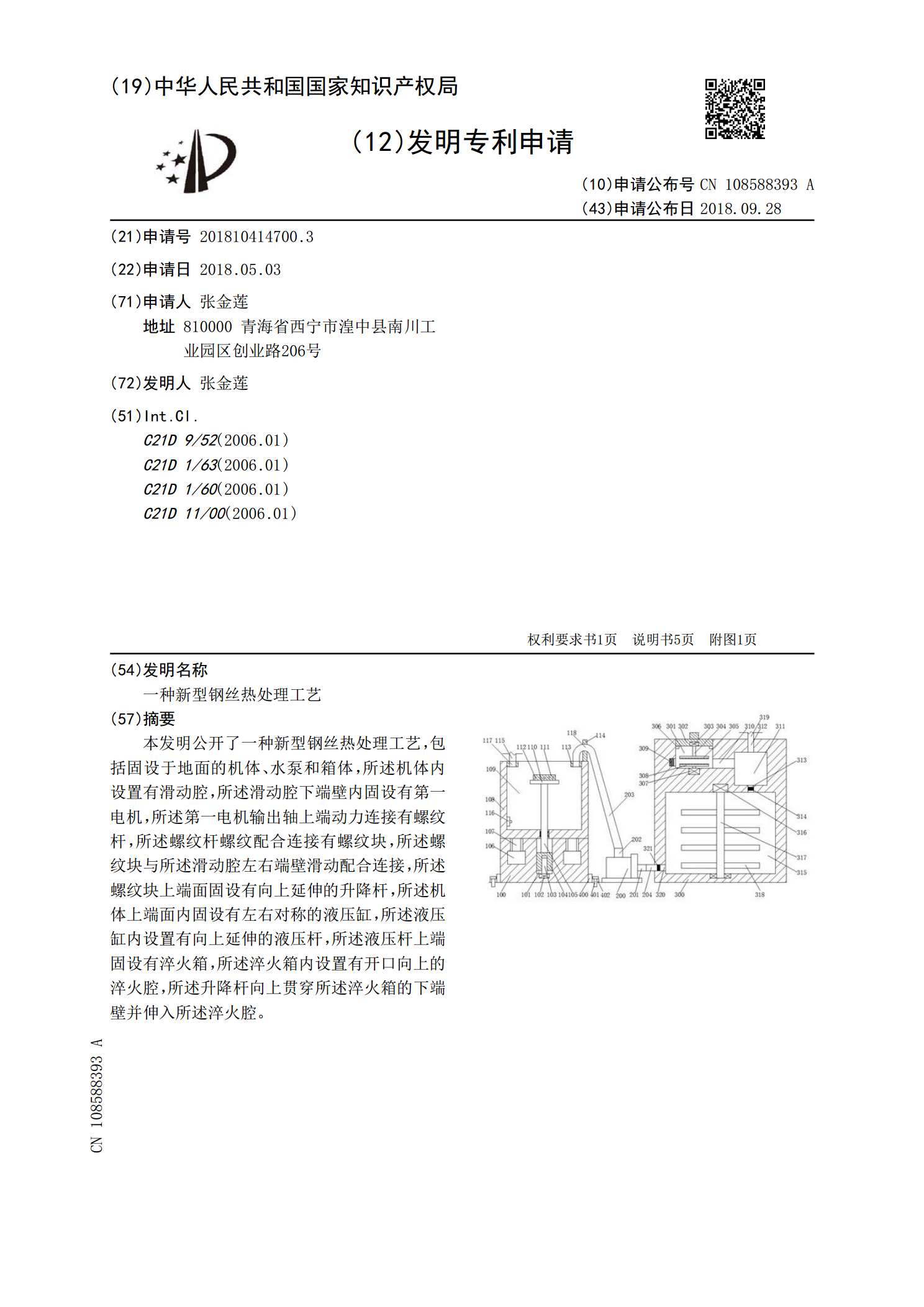
一种新型钢丝热处理工艺.pdf
本发明公开了一种新型钢丝热处理工艺,包括固设于地面的机体、水泵和箱体,所述机体内设置有滑动腔,所述滑动腔下端壁内固设有第一电机,所述第一电机输出轴上端动力连接有螺纹杆,所述螺纹杆螺纹配合连接有螺纹块,所述螺纹块与所述滑动腔左右端壁滑动配合连接,所述螺纹块上端面固设有向上延伸的升降杆,所述机体上端面内固设有左右对称的液压缸,所述液压缸内设置有向上延伸的液压杆,所述液压杆上端固设有淬火箱,所述淬火箱内设置有开口向上的淬火腔,所述升降杆向上贯穿所述淬火箱的下端壁并伸入所述淬火腔。
一种风机主轴新型热处理制造工艺.pdf
本发明公开了一种风机主轴新型热处理制造工艺,包括以下步骤:S1:选择毛坯材料,然后进行锻打加工将其初步定型;S2:对锻打成型后的毛料放入加热炉内进行加热,加热温度至30‑50℃,保温一段时间后取出进行空冷或者水冷降温;S3:对冷却后的毛料进行粗车加工,通过将主轴进行淬火和高温回火实现了对主轴的调质处理,消除了主轴内部存在的应力,避免后期的加工出现应力变形,提高主轴的抗疲劳的能力,并且通过渗碳高频淬火处理使得主轴表面硬度提高同时保证主轴芯部的韧性,大大的提高其使用性能,具有较好的耐磨损能力和抗断裂的能力。
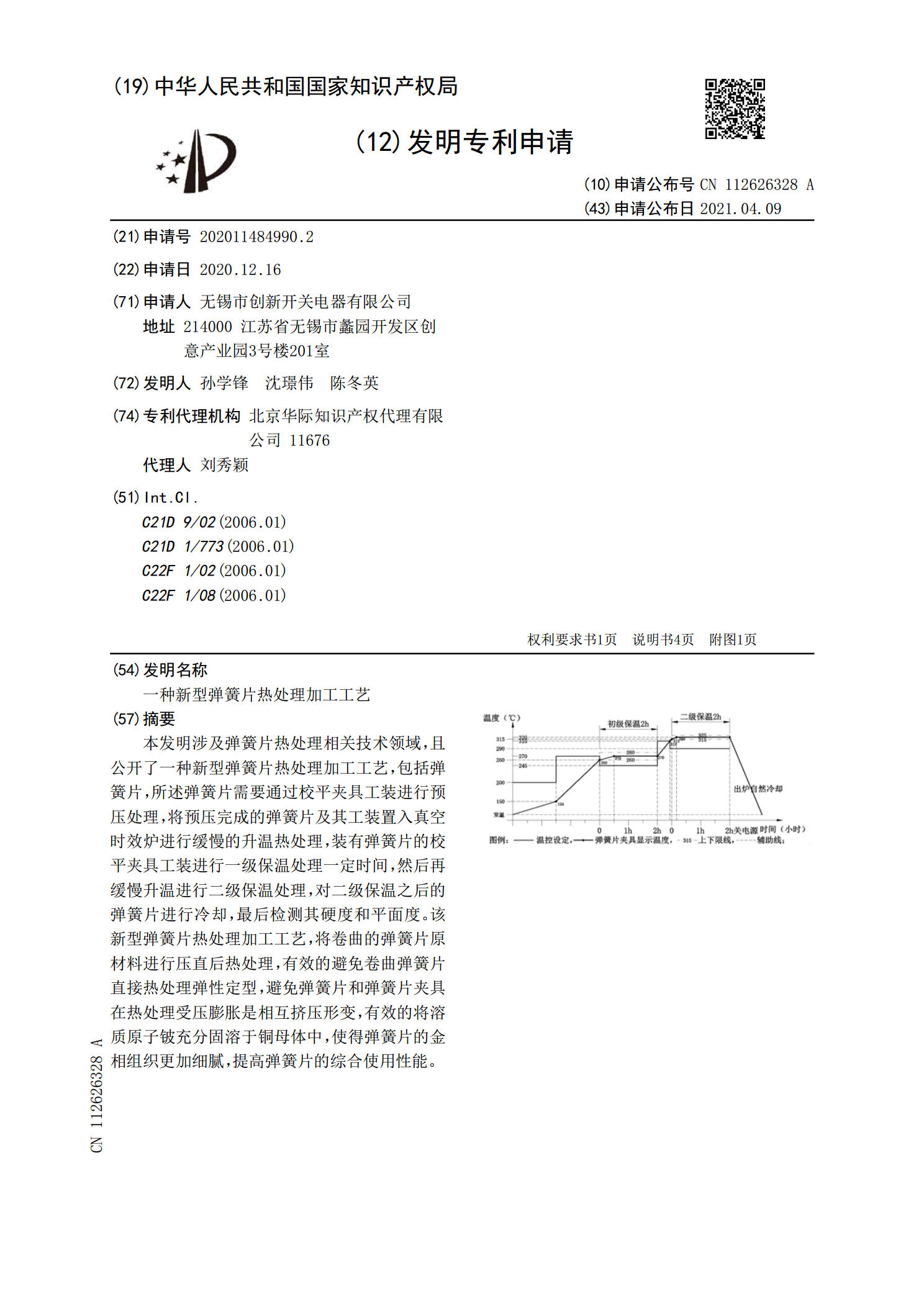
一种新型弹簧片热处理加工工艺.pdf
本发明涉及弹簧片热处理相关技术领域,且公开了一种新型弹簧片热处理加工工艺,包括弹簧片,所述弹簧片需要通过校平夹具工装进行预压处理,将预压完成的弹簧片及其工装置入真空时效炉进行缓慢的升温热处理,装有弹簧片的校平夹具工装进行一级保温处理一定时间,然后再缓慢升温进行二级保温处理,对二级保温之后的弹簧片进行冷却,最后检测其硬度和平面度。该新型弹簧片热处理加工工艺,将卷曲的弹簧片原材料进行压直后热处理,有效的避免卷曲弹簧片直接热处理弹性定型,避免弹簧片和弹簧片夹具在热处理受压膨胀是相互挤压形变,有效的将溶质原子铍充