
一种风机主轴新型热处理制造工艺.pdf

子璇****君淑

1/6

2/6
3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
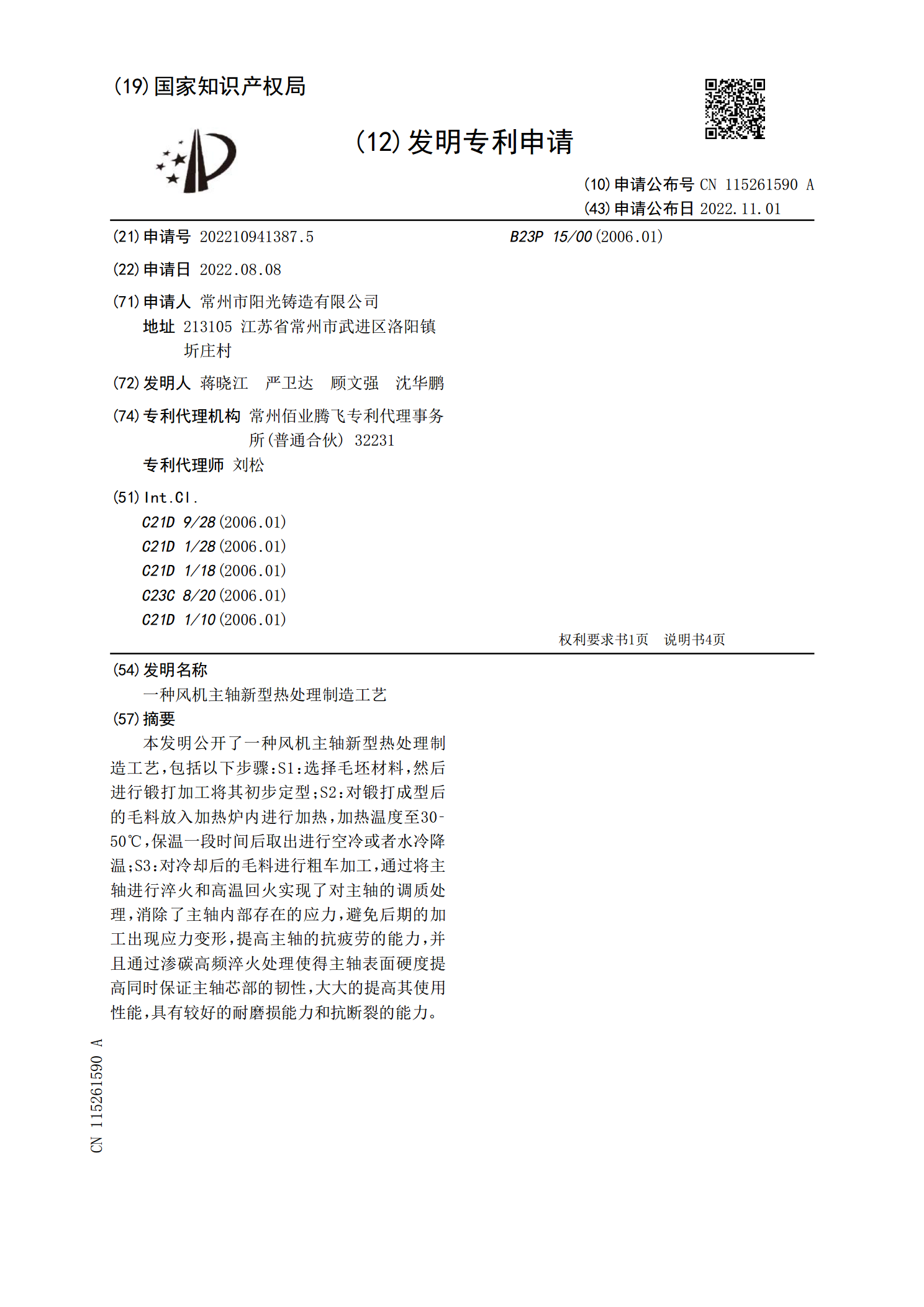
一种风机主轴新型热处理制造工艺.pdf
本发明公开了一种风机主轴新型热处理制造工艺,包括以下步骤:S1:选择毛坯材料,然后进行锻打加工将其初步定型;S2:对锻打成型后的毛料放入加热炉内进行加热,加热温度至30‑50℃,保温一段时间后取出进行空冷或者水冷降温;S3:对冷却后的毛料进行粗车加工,通过将主轴进行淬火和高温回火实现了对主轴的调质处理,消除了主轴内部存在的应力,避免后期的加工出现应力变形,提高主轴的抗疲劳的能力,并且通过渗碳高频淬火处理使得主轴表面硬度提高同时保证主轴芯部的韧性,大大的提高其使用性能,具有较好的耐磨损能力和抗断裂的能力。
风机主轴锻件锻后热处理工艺优化.pptx
汇报人:/目录0102传统热处理工艺的不足优化目的和意义国内外研究现状及发展趋势03材质特性锻造工艺对性能的影响热处理过程中的组织转变04优化方案制定依据优化目标:提高主轴锻件的力学性能和疲劳寿命优化方案:采用热处理工艺,包括淬火、回火和正火等实施步骤:a.淬火:将主轴锻件加热到一定温度,保持一定时间后迅速冷却b.回火:将淬火后的主轴锻件加热到一定温度,保持一定时间后冷却c.正火:将主轴锻件加热到一定温度,保持一定时间后冷却a.淬火:将主轴锻件加热到一定温度,保持一定时间后迅速冷却b.回火:将淬火后的主轴
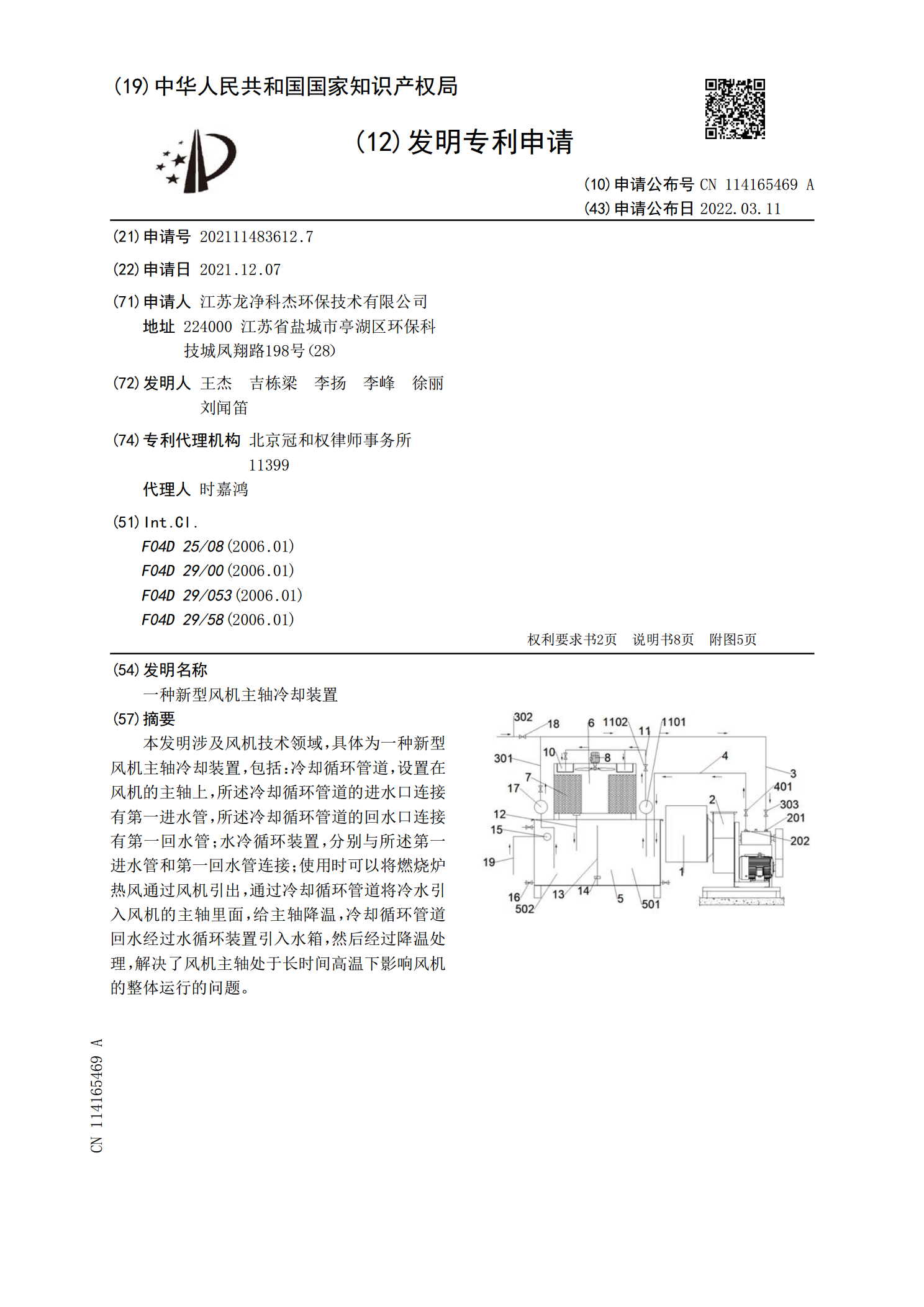
一种新型风机主轴冷却装置.pdf
本发明涉及风机技术领域,具体为一种新型风机主轴冷却装置,包括:冷却循环管道,设置在风机的主轴上,所述冷却循环管道的进水口连接有第一进水管,所述冷却循环管道的回水口连接有第一回水管;水冷循环装置,分别与所述第一进水管和第一回水管连接;使用时可以将燃烧炉热风通过风机引出,通过冷却循环管道将冷水引入风机的主轴里面,给主轴降温,冷却循环管道回水经过水循环装置引入水箱,然后经过降温处理,解决了风机主轴处于长时间高温下影响风机的整体运行的问题。
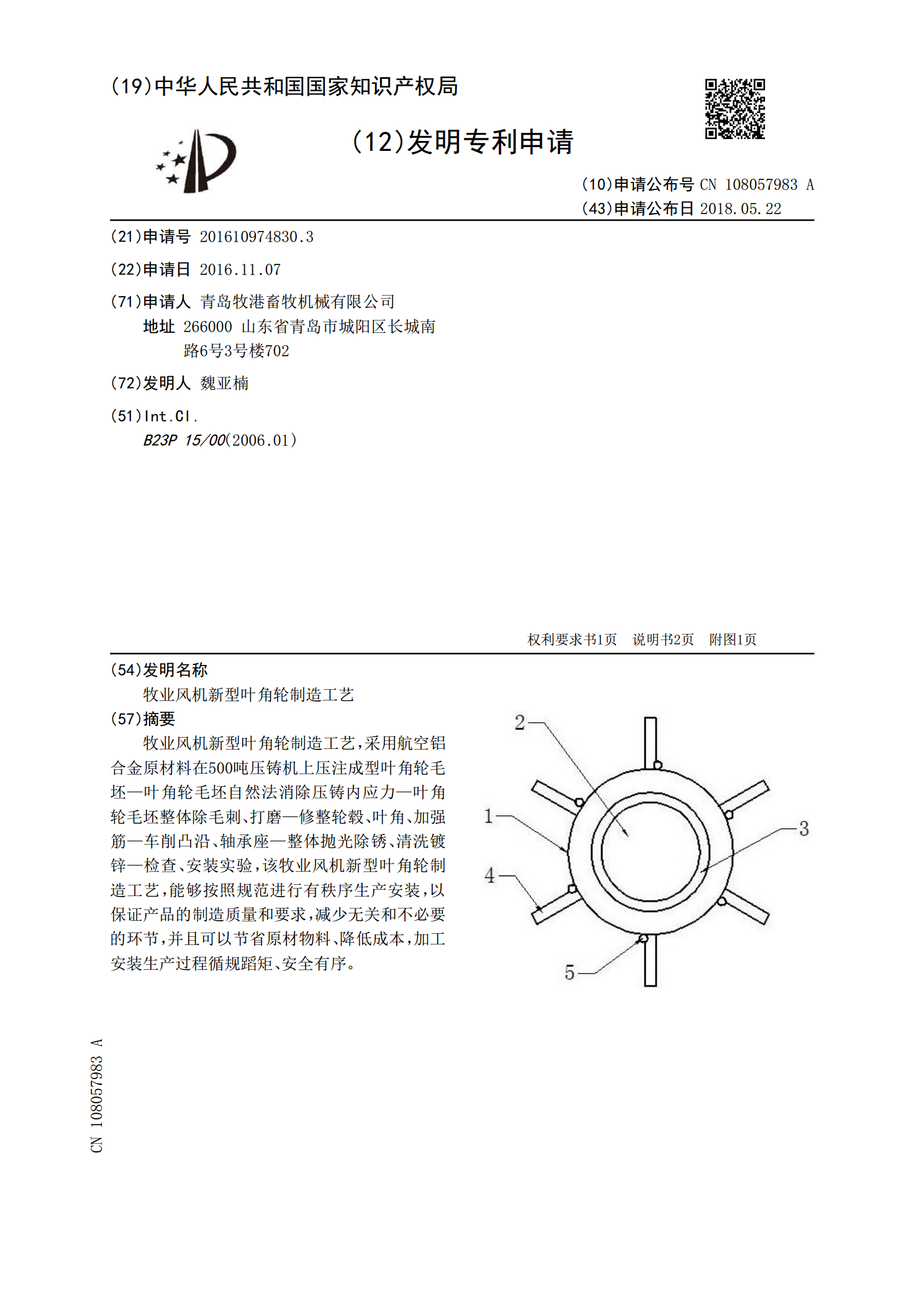
牧业风机新型叶角轮制造工艺.pdf
牧业风机新型叶角轮制造工艺,采用航空铝合金原材料在500吨压铸机上压注成型叶角轮毛坯—叶角轮毛坯自然法消除压铸内应力—叶角轮毛坯整体除毛刺、打磨—修整轮毂、叶角、加强筋—车削凸沿、轴承座—整体抛光除锈、清洗镀锌—检查、安装实验,该牧业风机新型叶角轮制造工艺,能够按照规范进行有秩序生产安装,以保证产品的制造质量和要求,减少无关和不必要的环节,并且可以节省原材物料、降低成本,加工安装生产过程循规蹈矩、安全有序。
一种提高风机主轴低温冲击功的热处理方法.pdf
本发明属于风机主轴生产技术领域,具体涉及一种能够使得风机主轴材料的机械性能中低温冲击韧性数值大幅度提高的热处理方法,选用42CrMoA材质的风机主轴,在淬火温度为840℃~860℃条件下装炉,加热均温,保温后出炉,出炉温度在840℃~860℃,空冷后置于淬火工位中,然后注水喷浸冷却,再空冷后,再次注水喷浸冷却,然后空冷之后采用浸水或喷淋冷却,按此反复3~6次;冷却结束后工件出水温度控制在140-160℃,淬火结束后按590~630℃的温度回火,回火保温;回火出炉后空冷和水冷交替后空冷至室温,验证得到-30