
用于钛卷横切开平的连续退火酸洗中厚钛板生产线及工艺.pdf

Ch****49

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
用于钛卷横切开平的连续退火酸洗中厚钛板生产线及工艺.pdf
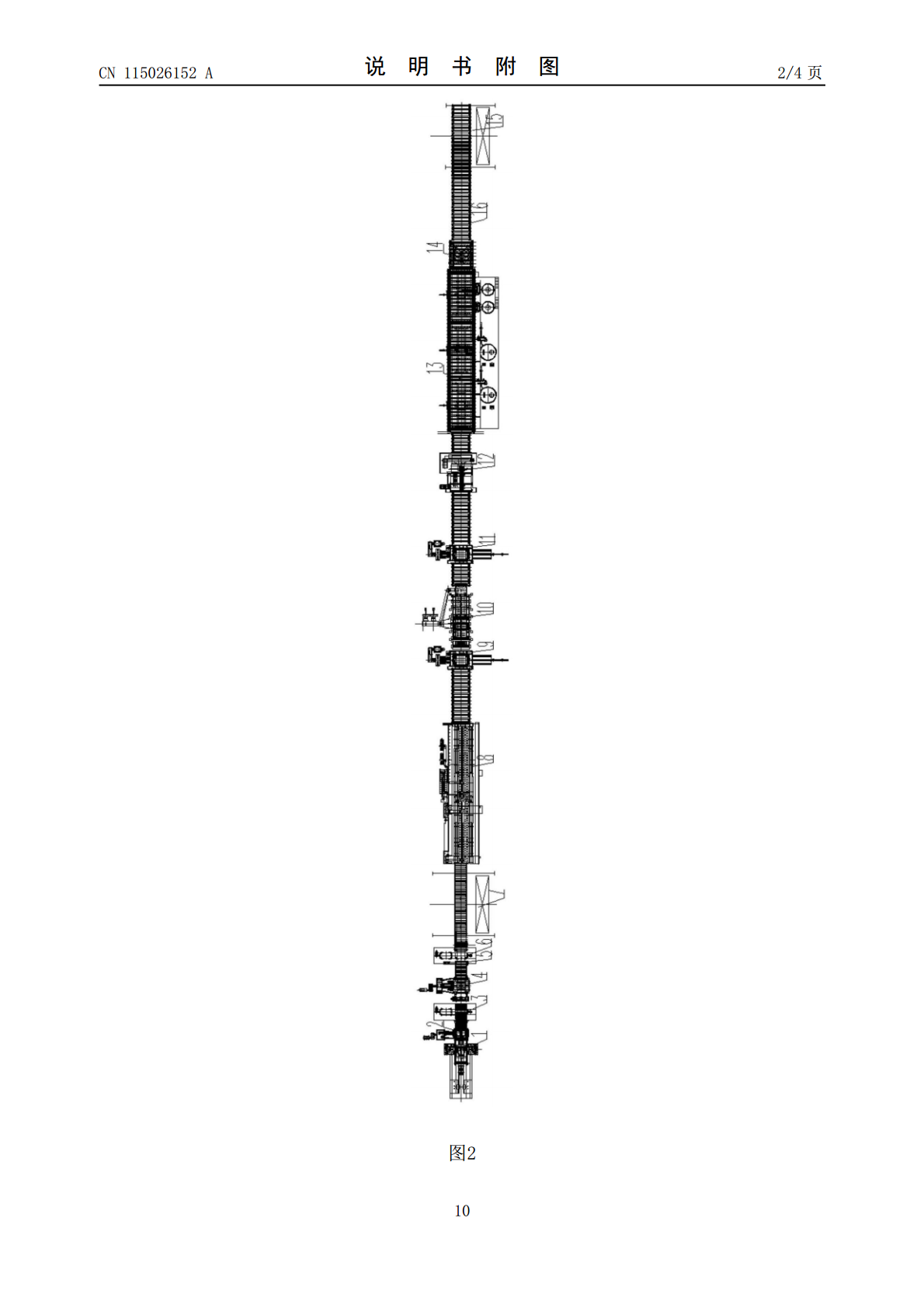
本发明涉及一种用于钛卷横切开平的连续退火酸洗中厚钛板生产线,属于冶金技术领域。它是由一条辊道线上依次串接的开卷机、第一矫直机、切头剪、第二矫直机、夹送辊、横切分段剪、第一吸盘移送装置、热处理炉、第三矫直机、冷却装置、第四矫直机、抛丸机、酸洗机组、烘干装置、第二吸盘移送装置所组成的连续生产线。本发明实现由钛卷到单块中厚钛板的在线连续规模化生产,彻底摒弃掉原有的中间吊运和贮存环节,实现了生产线的自动化、智能化控制,大幅提高生产线的年处理能力和生产效率,同时也大幅降低了吨钢生产成本和生产线的劳动定员需求。本发明
钛板的退火工艺.pdf
本发明公开了一种钛板的退火工艺,将钛板放入退火炉中,抽真空至真空度10—4Pa;抽真空后加热至600—650℃,保温5—6h,加热速度为15—17℃/h;排除空气,在空气排除的过程中用氩气置换,并通过风机进行强制循环,使温度均匀冷却至120—150℃,取出钛板,冷却速度为5℃/h。在真空度为10—4Pa的真空条件下进行退火,且在退火的过程中用氩气为保护气体,有效防止钛带卷在退火过程中发生氧化。
钛板连续退火生产线上的薄钛板取钢机及其工作方法.pdf
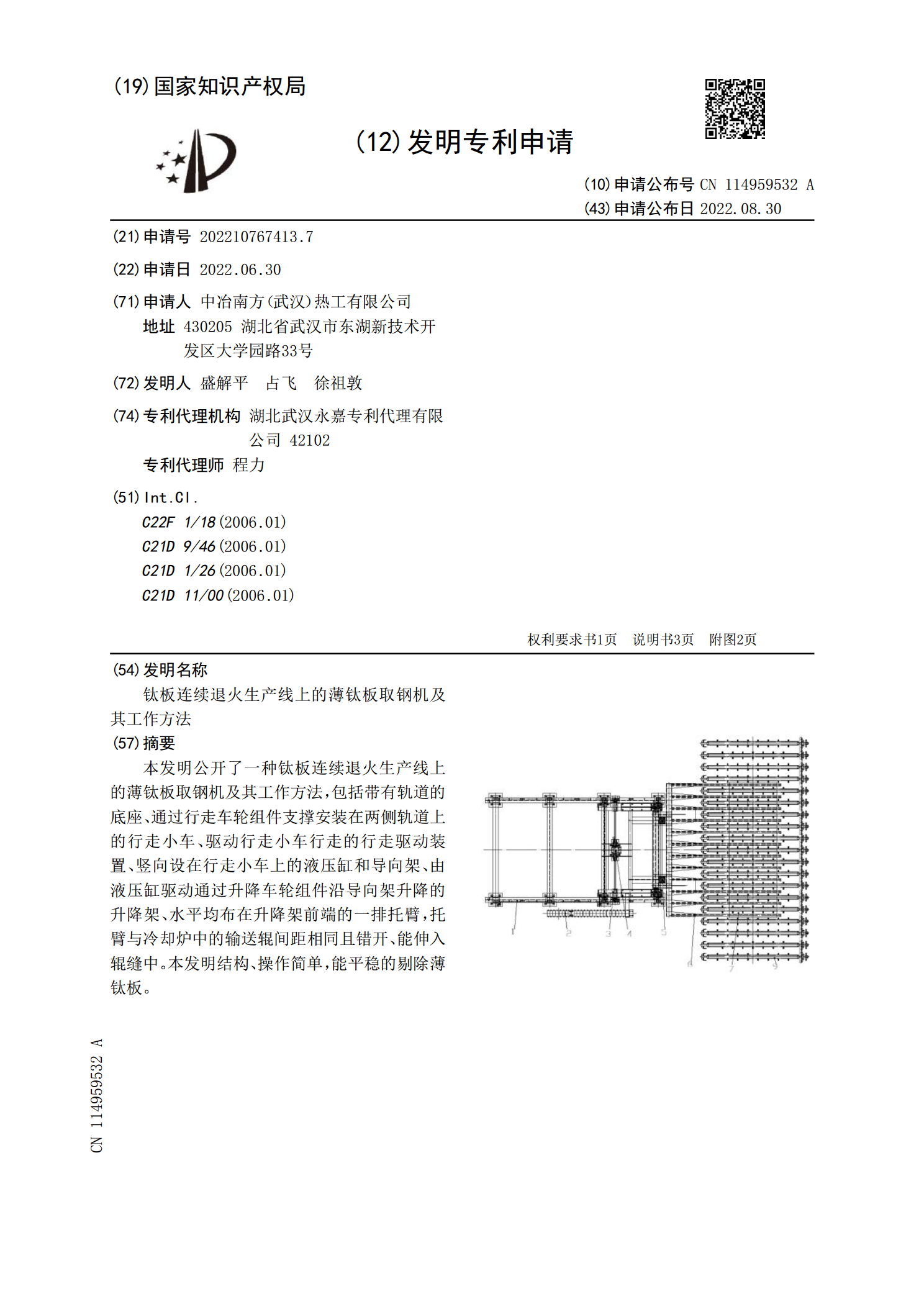
本发明公开了一种钛板连续退火生产线上的薄钛板取钢机及其工作方法,包括带有轨道的底座、通过行走车轮组件支撑安装在两侧轨道上的行走小车、驱动行走小车行走的行走驱动装置、竖向设在行走小车上的液压缸和导向架、由液压缸驱动通过升降车轮组件沿导向架升降的升降架、水平均布在升降架前端的一排托臂,托臂与冷却炉中的输送辊间距相同且错开、能伸入辊缝中。本发明结构、操作简单,能平稳的剔除薄钛板。
一种钛板的退火工艺.pdf
本发明公开的一种钛板的退火工艺,包括将钛板放入退火炉内,抽真空后加热退火炉,再用惰性气体置换炉内气体,将钛板加热至高于其再结晶温度并保温;将惰性气体通入退火炉使炉内压力保持的条件下,冷却钛板至出炉温度;将钛板取出退火炉。本发明一种钛板的退火工艺,通过保持退火炉内正压,在减少惰性气体消耗的同时,避免由密封、泄漏、破损等原因造成的外界空气进入退火炉内而使钛板与空气中的O、H、N等元素反应,且在退火的过程中用惰性气体为保护气体,有效防止钛板在退火过程中发生氧化;同时本发明还具有工艺简单、流程短、操作方便、控制容
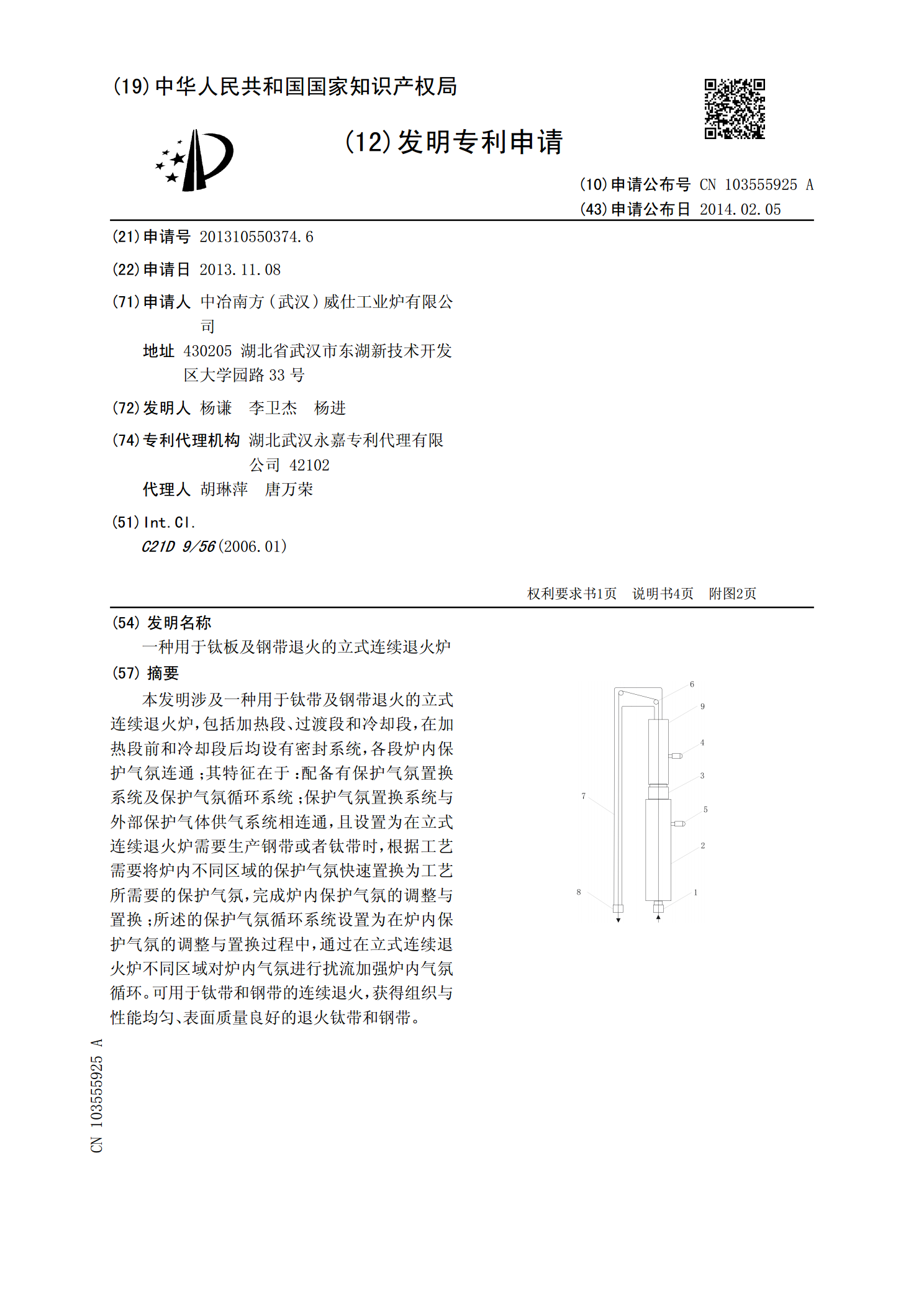
一种用于钛板及钢带退火的立式连续退火炉.pdf
本发明涉及一种用于钛带及钢带退火的立式连续退火炉,包括加热段、过渡段和冷却段,在加热段前和冷却段后均设有密封系统,各段炉内保护气氛连通;其特征在于:配备有保护气氛置换系统及保护气氛循环系统;保护气氛置换系统与外部保护气体供气系统相连通,且设置为在立式连续退火炉需要生产钢带或者钛带时,根据工艺需要将炉内不同区域的保护气氛快速置换为工艺所需要的保护气氛,完成炉内保护气氛的调整与置换;所述的保护气氛循环系统设置为在炉内保护气氛的调整与置换过程中,通过在立式连续退火炉不同区域对炉内气氛进行扰流加强炉内气氛循环。可