
一种冷轧退火板单边浪控制方法.pdf

东耀****哥哥


1/8

2/8
3/8
4/8

5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种冷轧退火板单边浪控制方法.pdf
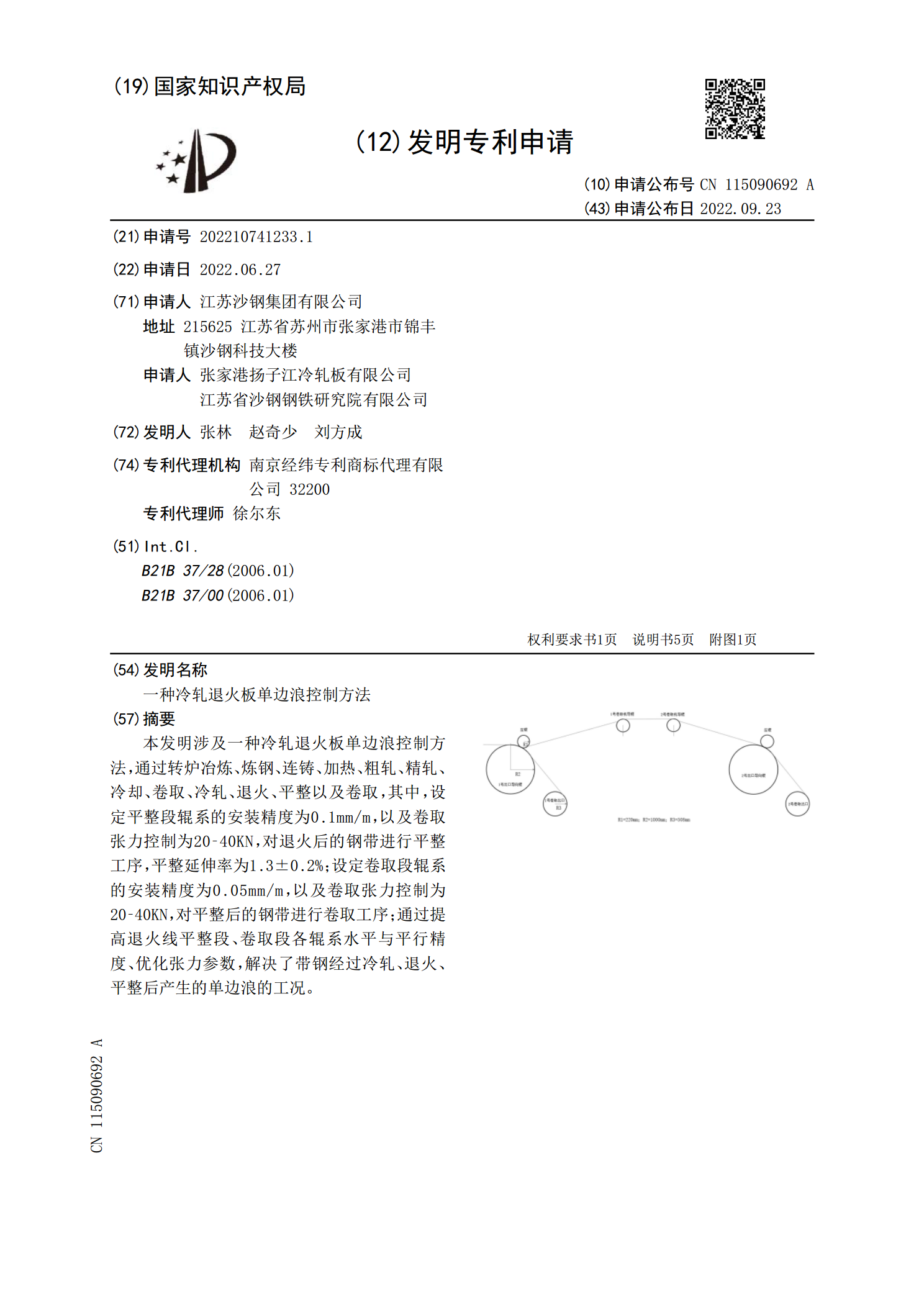
本发明涉及一种冷轧退火板单边浪控制方法,通过转炉冶炼、炼钢、连铸、加热、粗轧、精轧、冷却、卷取、冷轧、退火、平整以及卷取,其中,设定平整段辊系的安装精度为0.1mm/m,以及卷取张力控制为20‑40KN,对退火后的钢带进行平整工序,平整延伸率为1.3±0.2%;设定卷取段辊系的安装精度为0.05mm/m,以及卷取张力控制为20‑40KN,对平整后的钢带进行卷取工序;通过提高退火线平整段、卷取段各辊系水平与平行精度、优化张力参数,解决了带钢经过冷轧、退火、平整后产生的单边浪的工况。

一种消除冷轧不锈钢板卷单边浪的调节方法.pdf
本发明公开了一种消除冷轧不锈钢板卷单边浪的调节方法,属于板卷板型控制技术领域,应用于冷轧生产线的拉矫工段上,所述调节方法包括:1)判断需要输出的板卷板型;2)调节拉矫装置控制所述板卷的输出板型;3)评定成品板卷的板面平直度。根据板卷的实际厚度,调节防横弯矫直辊的下辊组的上下高度,从而得到直面或曲面板型,并且板卷的板面平直度均不超过5mm,完全满足客户的使用要求,改变传统的不锈钢冷轧2B板型的判断方法,消除了不良板型缺陷,通过改变操作习惯就可以达到需要的效果,为不需要设备改造或增加设备仪器等,为零固定资产投
一种用于冷轧钛板的真空退火方法.pdf
一种用于冷轧钛板的真空退火方法,先准备不平度在8~30mm的待退火板材,并准备两块保护板,然后对待退火板材进行板材脱脂及板型检验,再将待退火板材装入真空退火炉,待退火板材的底部放置有一块保护板和垫板,待退火板材的顶部放置有另一块保护板和压板,待退火板材的两侧表面中,平面度较差的表面均朝上放置,然后进行真空退火,并对升温和降温过程进行控制,获得不平度不超过5mm的冷轧钛板。本发明的流程较短、成本较低,对板材的处理效率较高,并且保证了板材的表面状态不会发生变化,使冷轧钛板表面质量较好,能够满足冷轧钛板的实际生
一种消除冷轧普板连续退火带钢表面麻点的方法.pdf
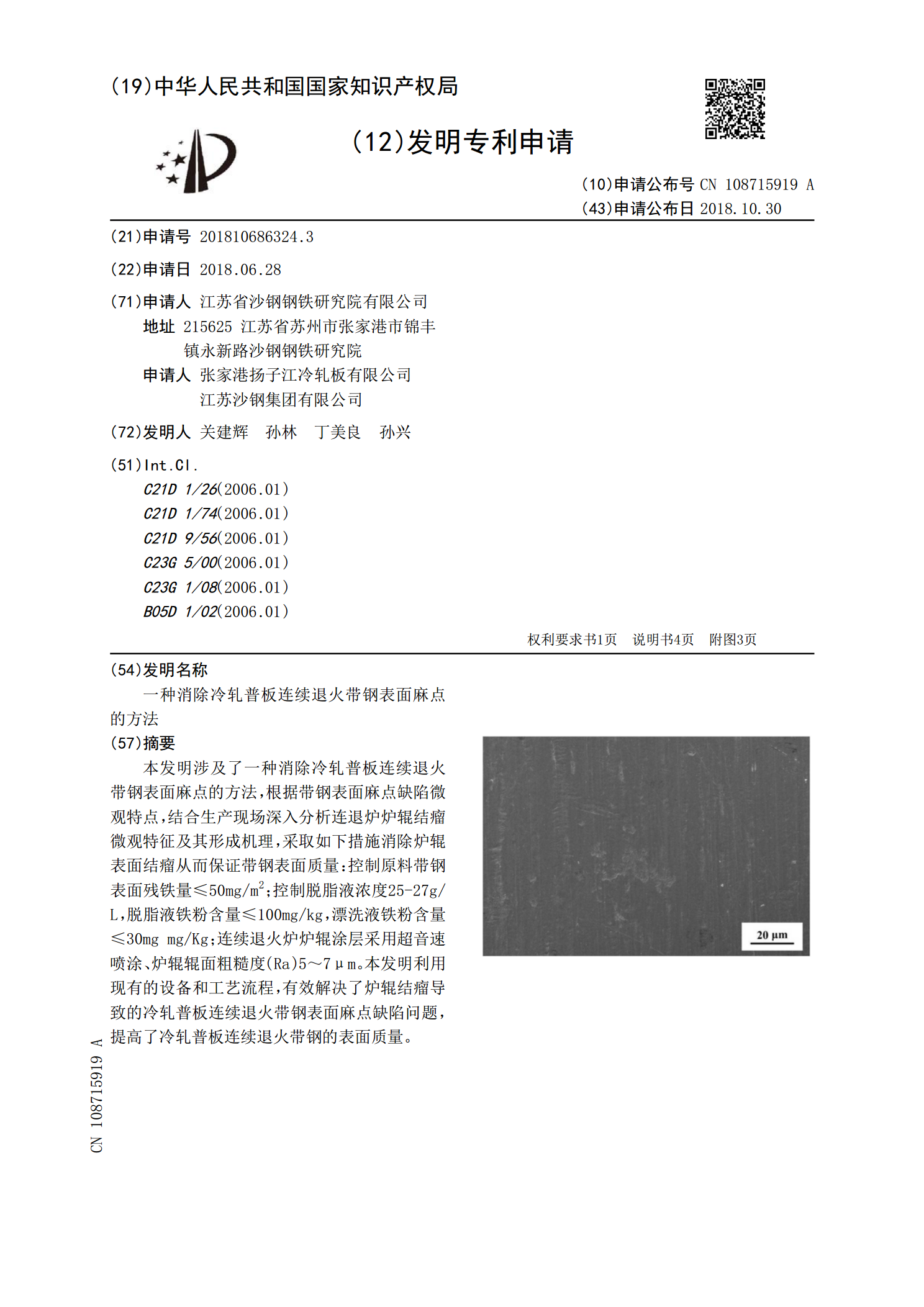
本发明涉及了一种消除冷轧普板连续退火带钢表面麻点的方法,根据带钢表面麻点缺陷微观特点,结合生产现场深入分析连退炉炉辊结瘤微观特征及其形成机理,采取如下措施消除炉辊表面结瘤从而保证带钢表面质量:控制原料带钢表面残铁量≤50mg/m
一种冷轧板板形的控制方法.pdf
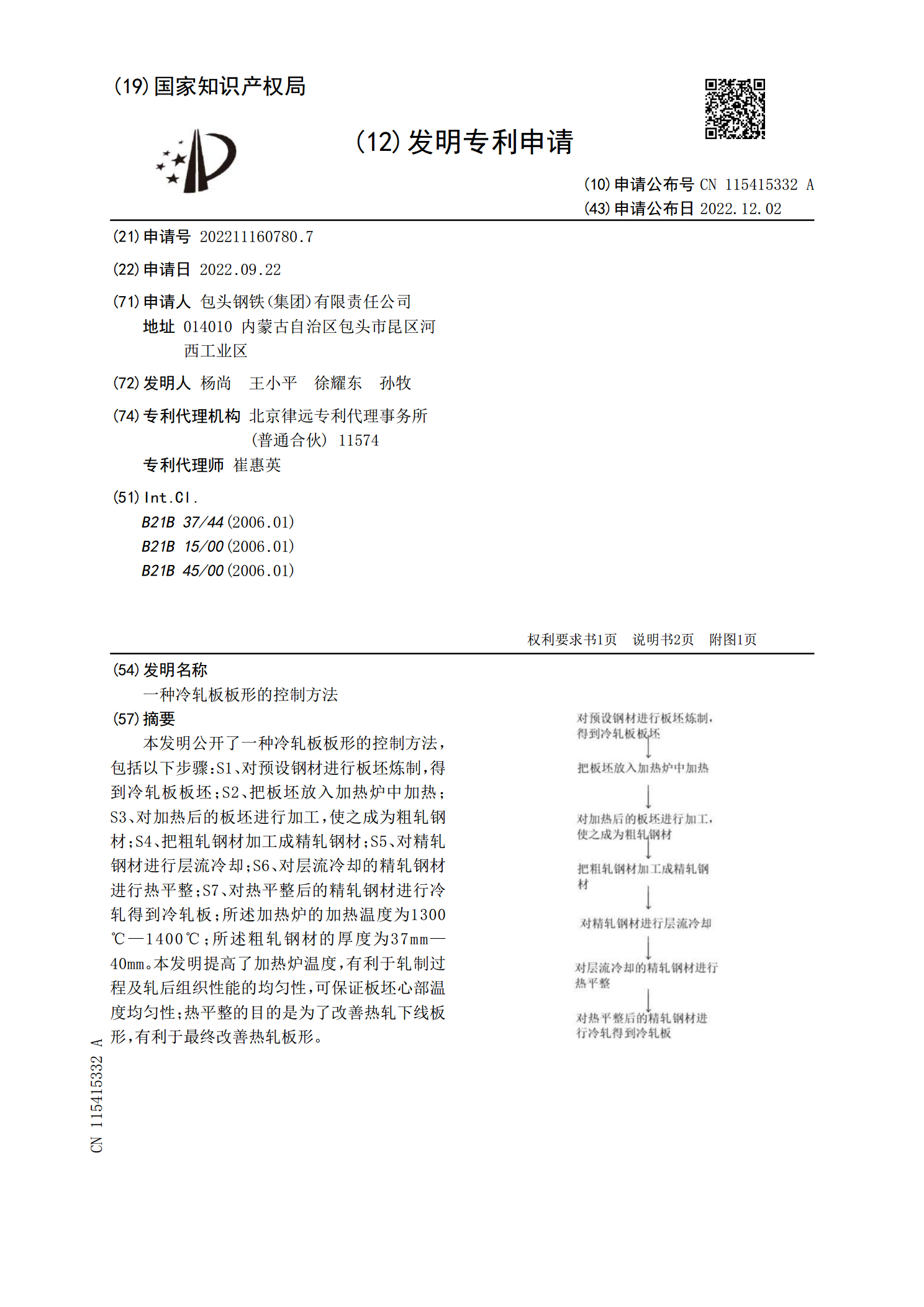
本发明公开了一种冷轧板板形的控制方法,包括以下步骤:S1、对预设钢材进行板坯炼制,得到冷轧板板坯;S2、把板坯放入加热炉中加热;S3、对加热后的板坯进行加工,使之成为粗轧钢材;S4、把粗轧钢材加工成精轧钢材;S5、对精轧钢材进行层流冷却;S6、对层流冷却的精轧钢材进行热平整;S7、对热平整后的精轧钢材进行冷轧得到冷轧板;所述加热炉的加热温度为1300℃—1400℃;所述粗轧钢材的厚度为37mm—40mm。本发明提高了加热炉温度,有利于轧制过程及轧后组织性能的均匀性,可保证板坯心部温度均匀性;热平整的目的是