
一种降低不经真空精炼桥梁钢中H含量的生产方法.pdf

玄静****写意

1/10

2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种降低不经真空精炼桥梁钢中H含量的生产方法.pdf
本发明提供了一种降低不经真空精炼桥梁钢中H含量的生产方法,属于桥梁钢生产技术领域。本发明通过对原辅料及合金的严格控制、合理操作减少了冶炼及连铸过程中的吸氢,同时本发明利用转炉冶炼工序控制、精炼软吹工序控制、连铸工序控制、钢坯高温堆垛缓冷、连铸坯的两次加热、钢板缓冷等方法技术的集成,在不经真空处理的前提下,稳定生产出H含量在0.8‑1.4ppm范围内的桥梁钢,且各项性能满足国标GB/T714‑2015标准要求,无损探伤达到GB/T2970标准要求的Ⅱ级以上。
一种非真空处理降低钢中氢含量方法.pdf
本发明涉及一种非真空处理降低钢中氢含量方法,包括以下步骤:1)炼钢出钢硫含量不超过成品目标值;2)加入剂盖罐;3)将前一罐同钢种的铸余渣翻入本罐钢水顶部;若无前一罐顶渣翻入,加入1.5~2.5kg/吨钢的预熔合成渣进行埋弧脱硫;4)合金在炼钢加入前经过8小时以上烘烤,炼钢加入合金;5)在不进真空处理的钢种时,使用全修5次以上和小修2次以上的钢水罐;6)转炉冶炼时不使用渣钢和铁皮;7)中间包烘烤3~8小时。与现有的技术相比,本发明的有益效果是:生产非真空处理的钢种可实现氢含量不超过3.0ppm,对应的厚度≥
一种降低钢中氮含量的冶炼方法.pdf
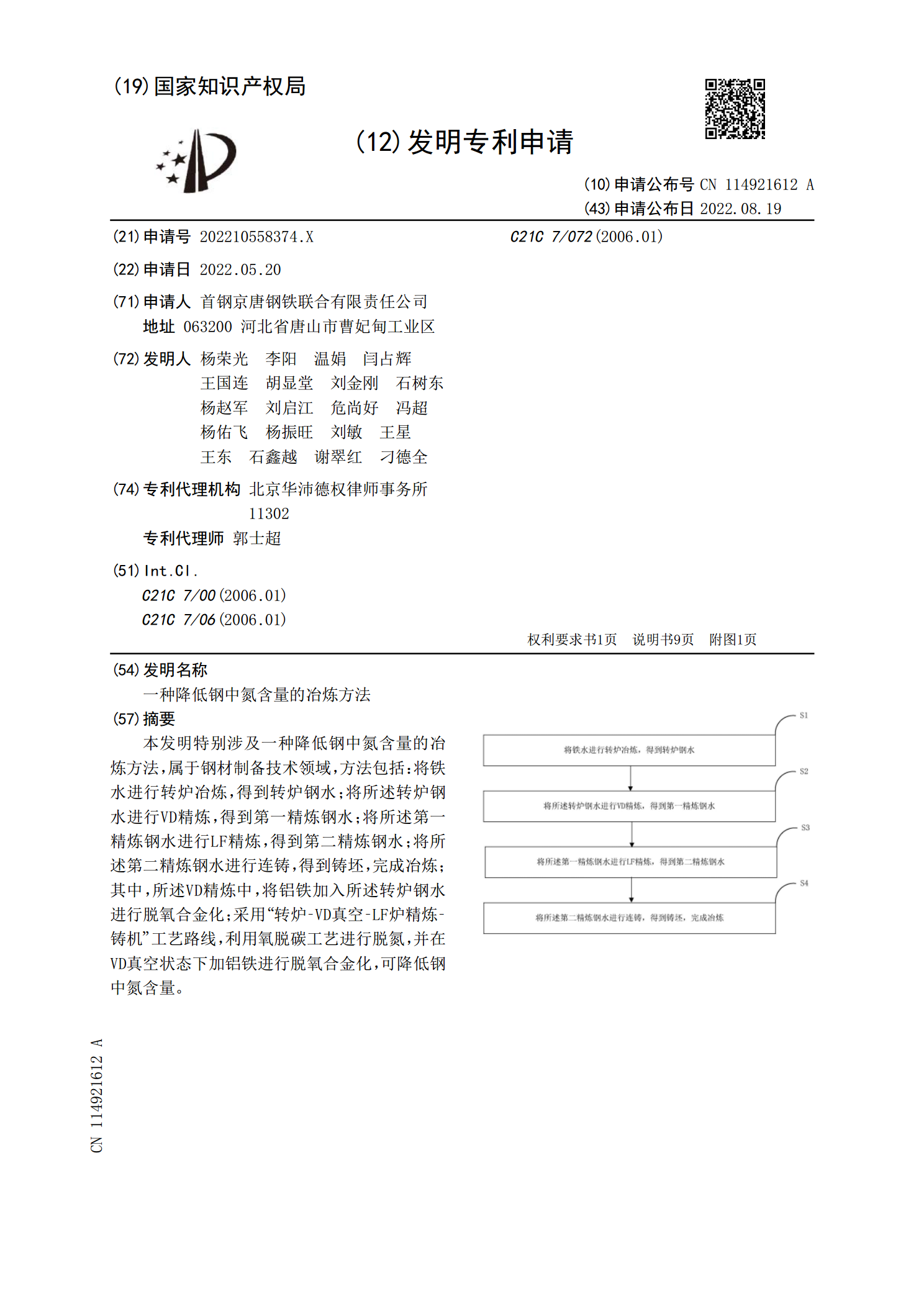
本发明特别涉及一种降低钢中氮含量的冶炼方法,属于钢材制备技术领域,方法包括:将铁水进行转炉冶炼,得到转炉钢水;将所述转炉钢水进行VD精炼,得到第一精炼钢水;将所述第一精炼钢水进行LF精炼,得到第二精炼钢水;将所述第二精炼钢水进行连铸,得到铸坯,完成冶炼;其中,所述VD精炼中,将铝铁加入所述转炉钢水进行脱氧合金化;采用“转炉‑VD真空‑LF炉精炼‑铸机”工艺路线,利用氧脱碳工艺进行脱氮,并在VD真空状态下加铝铁进行脱氧合金化,可降低钢中氮含量。
一种降低锡精炼渣中锡含量的方法.pdf
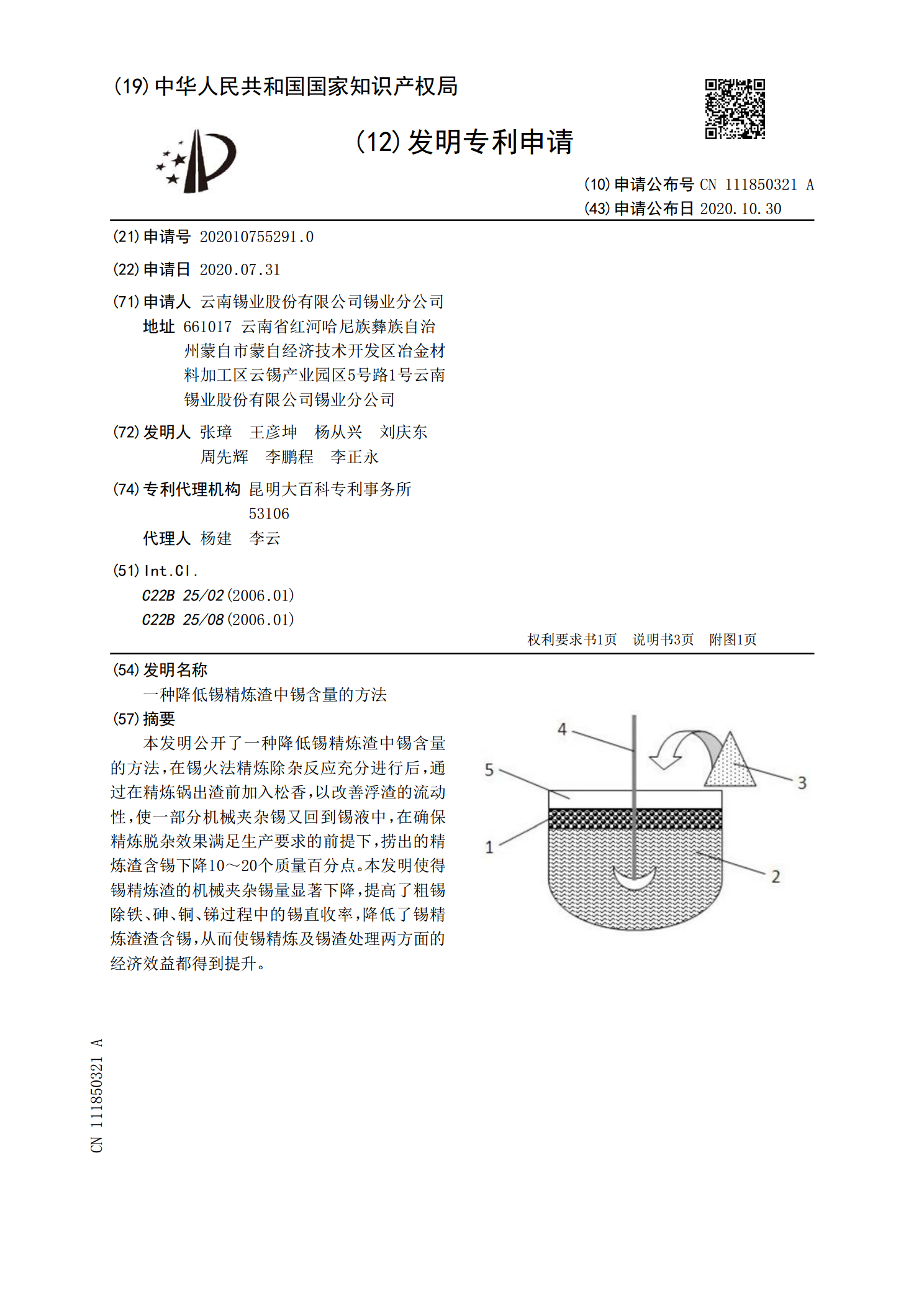
本发明公开了一种降低锡精炼渣中锡含量的方法,在锡火法精炼除杂反应充分进行后,通过在精炼锅出渣前加入松香,以改善浮渣的流动性,使一部分机械夹杂锡又回到锡液中,在确保精炼脱杂效果满足生产要求的前提下,捞出的精炼渣含锡下降10~20个质量百分点。本发明使得锡精炼渣的机械夹杂锡量显著下降,提高了粗锡除铁、砷、铜、锑过程中的锡直收率,降低了锡精炼渣渣含锡,从而使锡精炼及锡渣处理两方面的经济效益都得到提升。

一种降低钢帘线用钢中夹杂物的精炼方法.pdf
本发明提供一种降低钢帘线用钢中夹杂物的精炼方法,其特征在于:转炉或电炉冶炼出钢控制成分为:碳含量0.20-0.50%,磷含量低于0.01%,硫含量低于0.02%,钛低于0.005%,出钢过程用锰、硅合金预脱氧和合金化,加入碳粉作增碳剂,并在钢包中加入钢包渣还原剂和预熔顶渣,钢包渣还原剂采用电石或碳化硅,预熔渣为石灰-硼酐预熔而成;LF精炼过程用硅钙或硅钙钡合金深脱氧和脱硫,控制顶渣中Al2O3量低于5%,自冶炼炉出钢至LF出站,对钢包内钢水全程吹氩,促进夹杂物上浮。采用本发明,有利于去除钢帘线用钢中氧化物