
一种真空感应炉冶炼低氮不锈钢锭的制造方法.pdf

一吃****永贺


1/10

2/10
3/10

4/10
5/10
6/10
7/10
8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种真空感应炉冶炼低氮不锈钢锭的制造方法.pdf
本发明公开了一种真空感应炉冶炼低氮不锈钢锭的制造方法,包括:将炼钢原料加入到真空感应炉中进行熔炼,所述熔炼依次包括以下步骤:熔化处理、精炼处理和浇注成型,其中,所述熔化处理步骤中,不添加原料金属铬,金属原料铁、镍和钼分种类、分批次加入真空感应炉中使其熔化;所述精炼处理步骤中,先对熔化处理后的全熔的钢水进行精炼处理,然后分批次向钢水中加入金属铬并使其熔化,然后钢水中氮元素含量合格后对钢水的合金元素含量进行微调以使钢水成分含量满足要求。本发明制造的低氮不锈钢钢锭化学成分满足要求,氮含量低,且冶炼时间短。

一种真空感应炉快速冶炼低氮不锈钢的方法.pdf
本发明公开了一种真空感应炉快速冶炼低氮不锈钢的方法,属于钢铁冶金技术领域,包括有以下步骤:(1)钢铁料及不易氧化合金料一起加入真空感应炉坩埚内;(2)先抽真空,然后给电加热,直至钢铁料熔清;(3)熔清后测温并保持真空度与温度进行精炼;(4)计算所需氮气压力,然后向炉内充入该压力的氮气进行增氮合金化;(5)在氮气气氛下进行其他合金料的合金化,并在计划浇钢时间进行浇注。本发明利用氮气进行氮合金化,利用氮气气氛保护进行其他元素的合金化,反应过程平稳可控,冶炼周期短,达到快速、准确冶炼低氮不锈钢的目的。
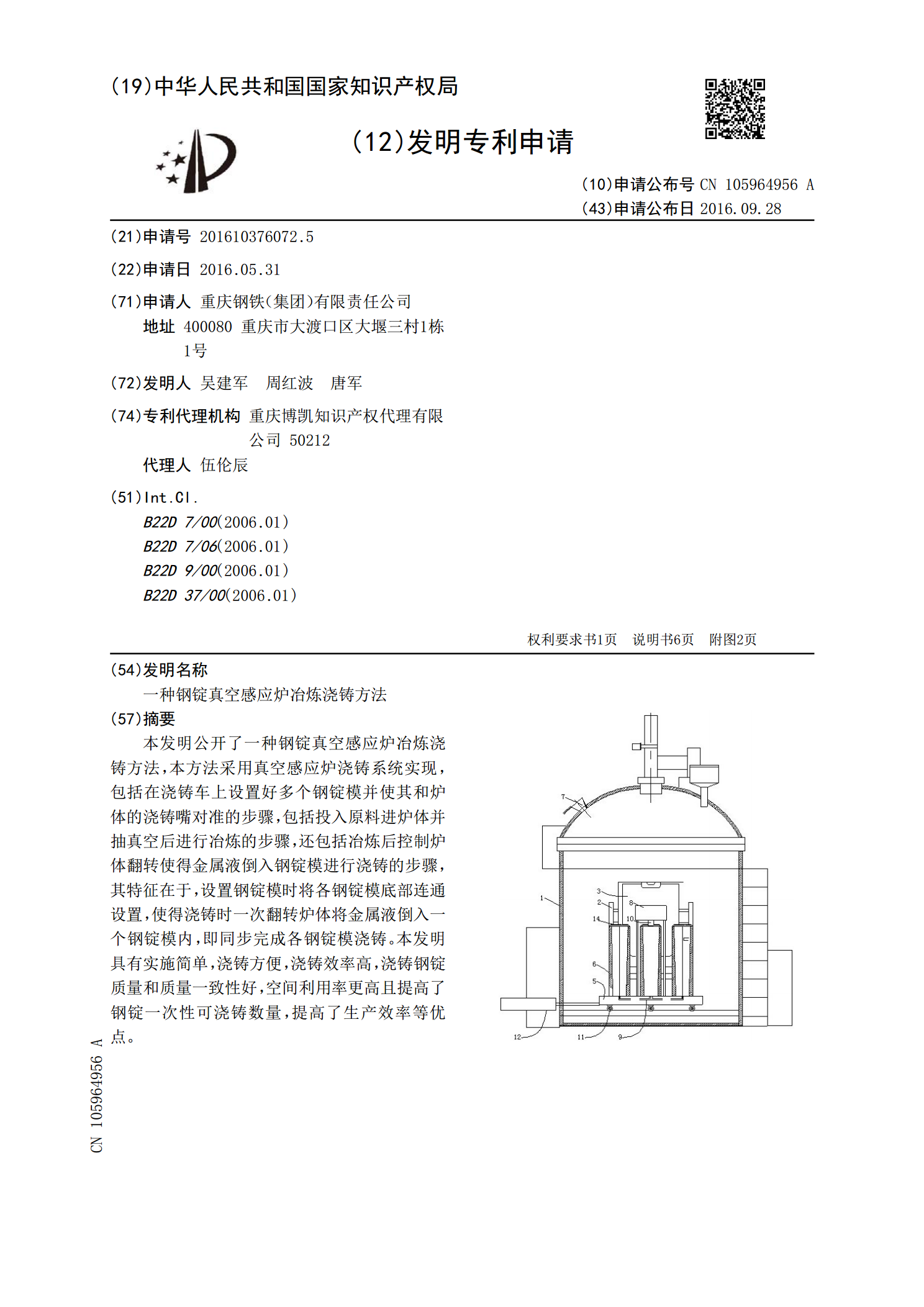
一种钢锭真空感应炉冶炼浇铸方法.pdf
本发明公开了一种钢锭真空感应炉冶炼浇铸方法,本方法采用真空感应炉浇铸系统实现,包括在浇铸车上设置好多个钢锭模并使其和炉体的浇铸嘴对准的步骤,包括投入原料进炉体并抽真空后进行冶炼的步骤,还包括冶炼后控制炉体翻转使得金属液倒入钢锭模进行浇铸的步骤,其特征在于,设置钢锭模时将各钢锭模底部连通设置,使得浇铸时一次翻转炉体将金属液倒入一个钢锭模内,即同步完成各钢锭模浇铸。本发明具有实施简单,浇铸方便,浇铸效率高,浇铸钢锭质量和质量一致性好,空间利用率更高且提高了钢锭一次性可浇铸数量,提高了生产效率等优点。

真空感应炉冶炼含氮不锈钢的方法.pdf
本发明提供一种真空感应炉冶炼含氮不锈钢的方法,包括真空感应冶炼和气体保护电渣重熔两个步骤,所述真空感应冶炼包括如下步骤:1.1升温;1.2装料和融化;1.3精炼;1.4成分分析;1.5气体分析;所述气体保护电渣重熔包括如下步骤:2.1在步骤1.5中制得的电极棒表面涂铝粉;2.2在氩气或者氮气的保护下重熔;2.3完成冶炼。该方法采用“真空感应冶炼(VIM)+气体保护电渣重熔(PESR)”的方式冶炼高品质含氮不锈钢。
一种低硫低磷低硅Cr‑Mo钢钢锭冶炼方法.pdf
本发明公开了一种低硫低磷低硅Cr‑Mo钢钢锭冶炼方法,所述冶炼方法包括电炉炼钢过程控制、精炼炉精炼过程控制、VOD过程控制和浇铸过程控制工序;所述钢锭浇铸过程控制工序,采用下铸法进行浇铸。本发明方法生产的Cr‑Mo钢钢锭S≤0.005%,P≤0.007%,Si≤0.1%,生产的最大钢锭达到53吨,钢锭成材后钢板NB/T47013.3I级探伤合格率≥96%,无明显分层缺陷且无大颗粒夹杂物。本发明采用的工艺流程简单,成本低,设备均采用钢铁生产的常规设备,操作简单,通用性强,节约能源。