
热冲压成形用铝合金预涂镀钢板的生产方法及连续退火炉.pdf

努力****冰心

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
热冲压成形用铝合金预涂镀钢板的生产方法及连续退火炉.pdf
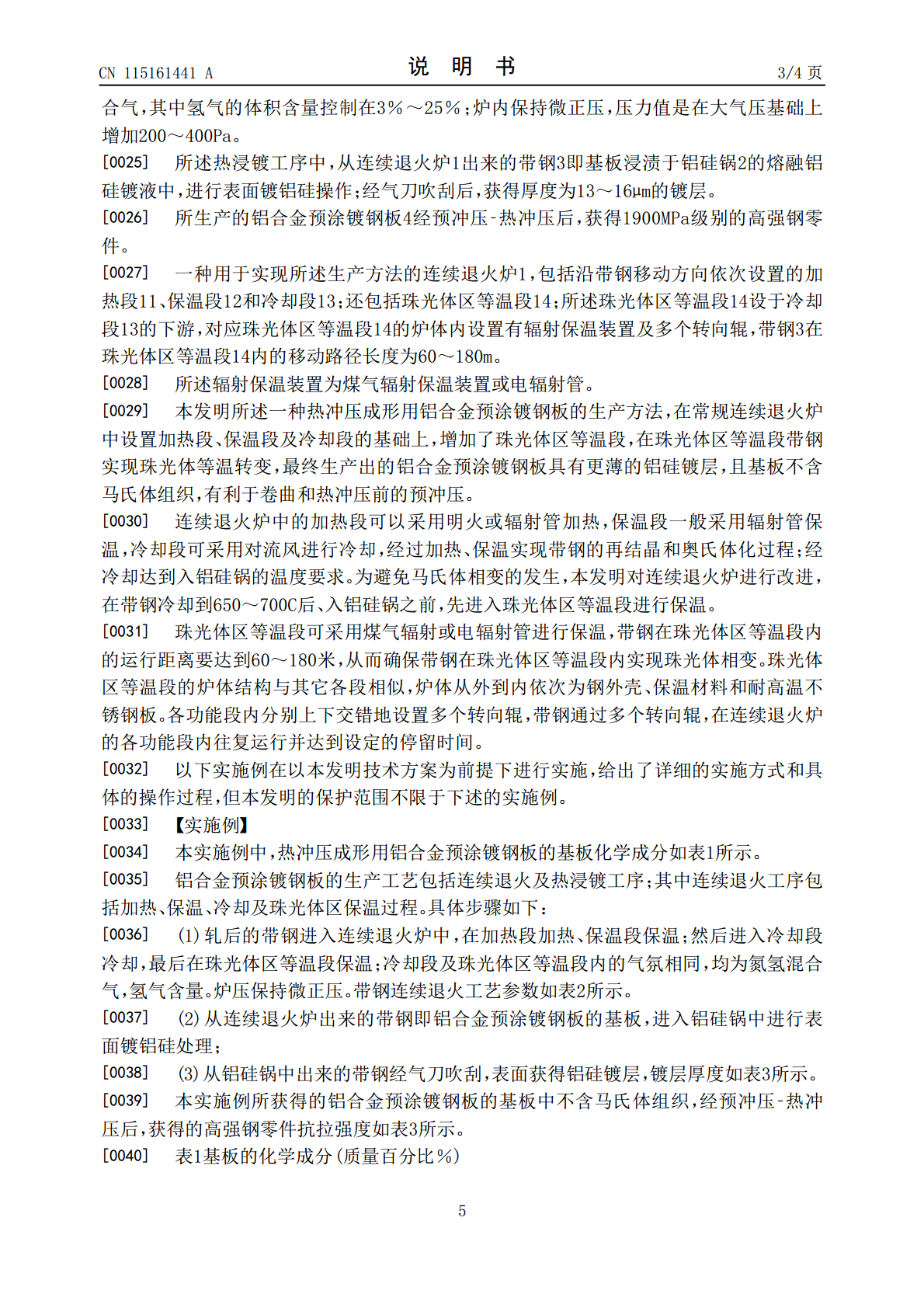
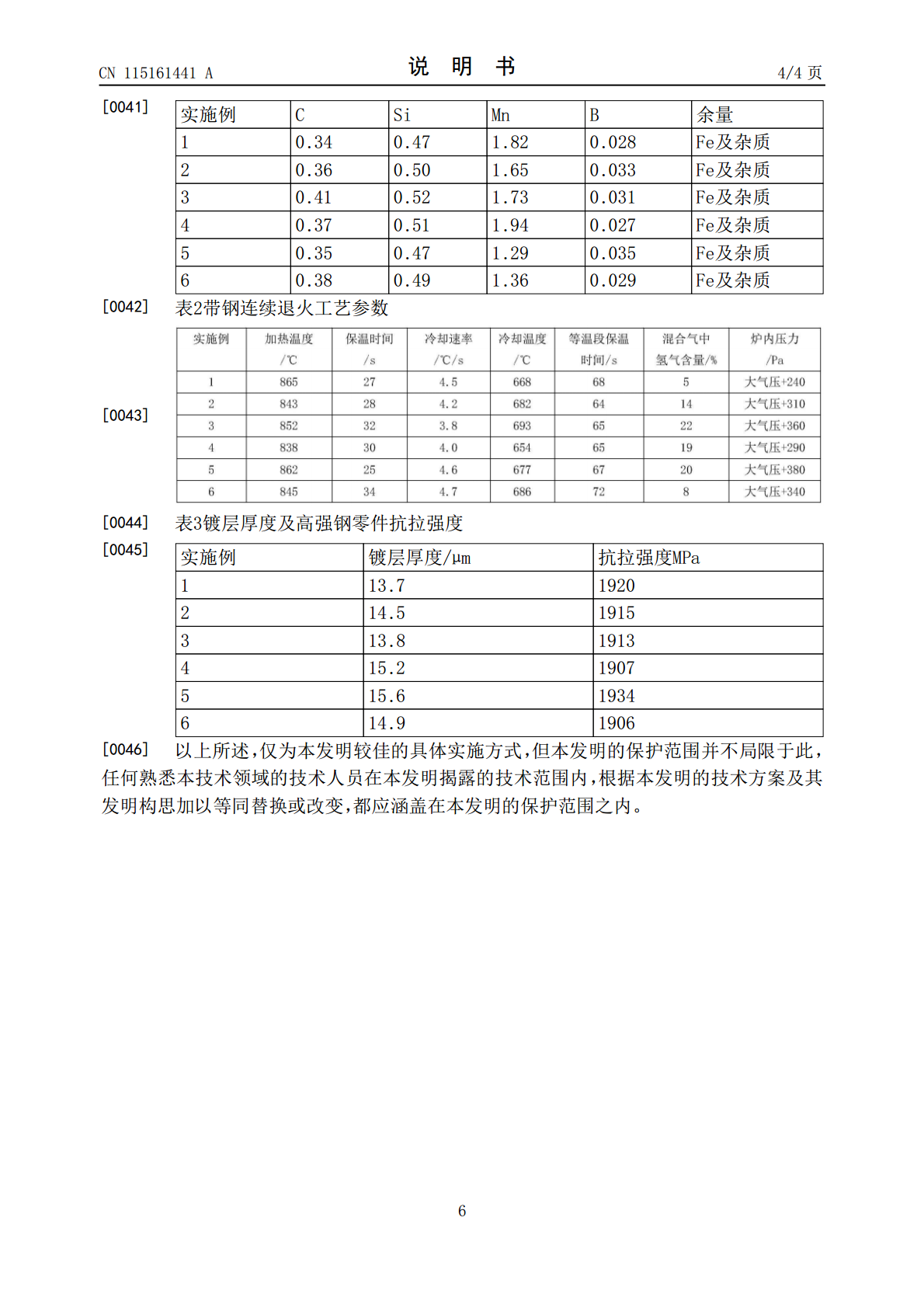
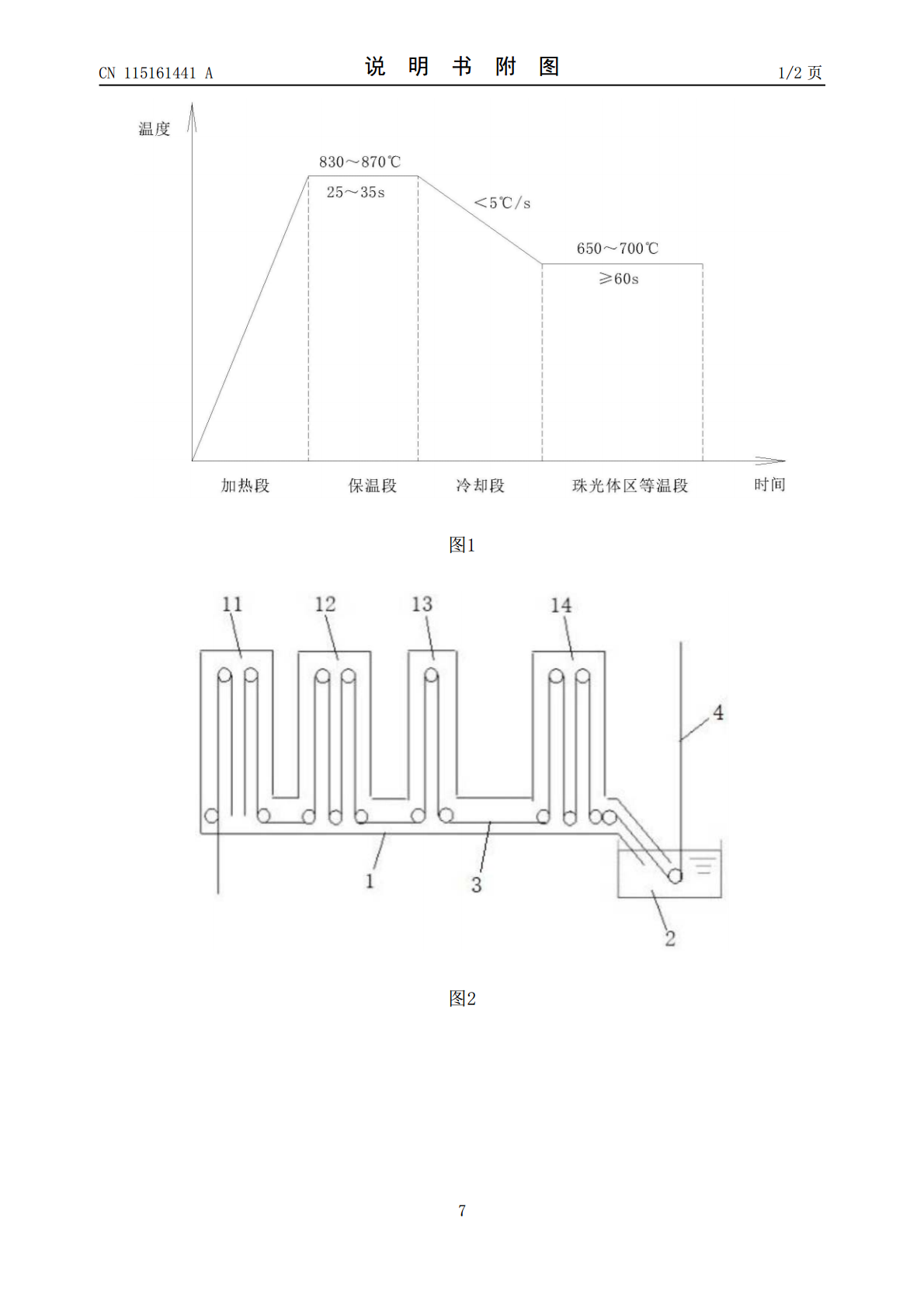
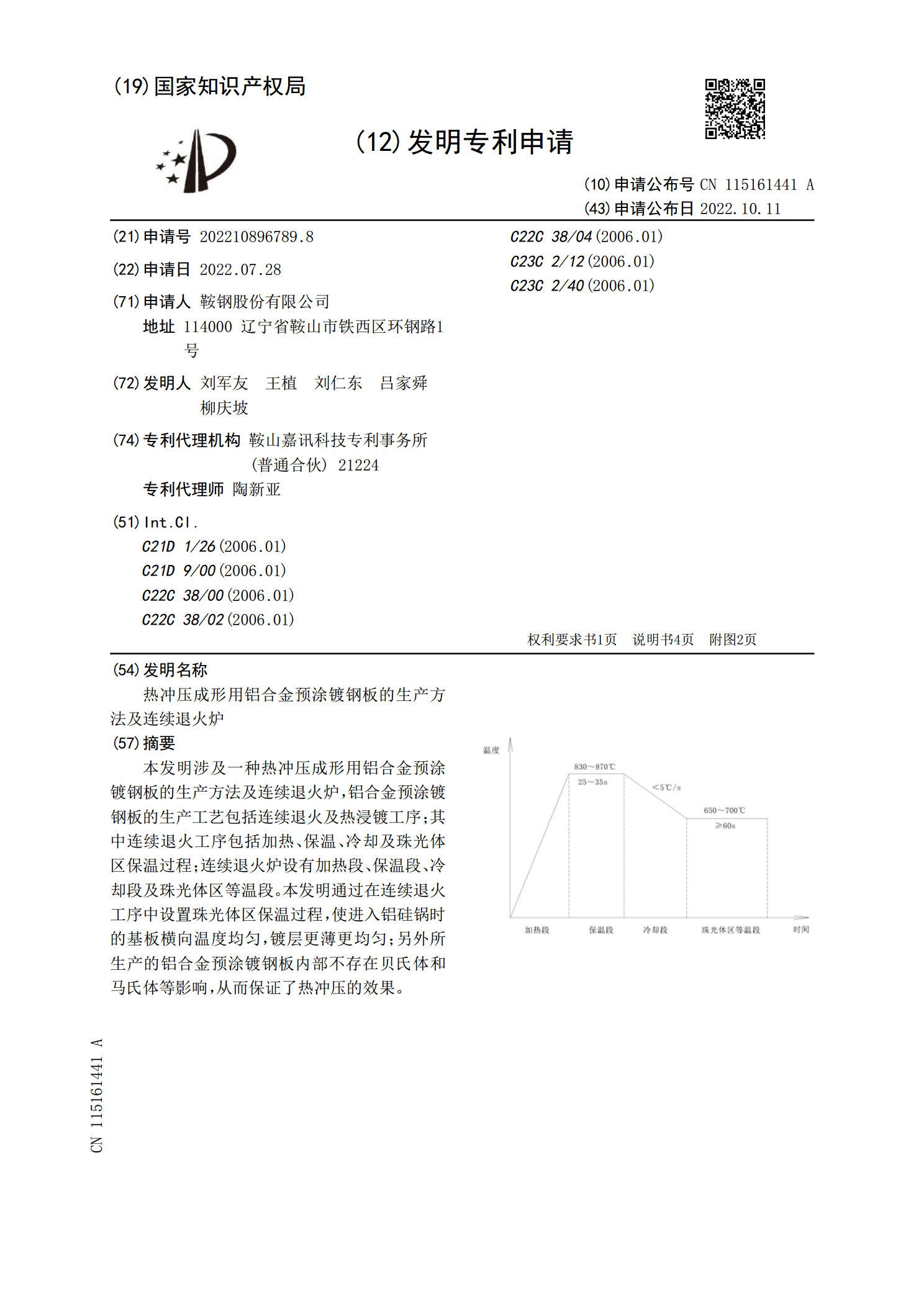
本发明涉及一种热冲压成形用铝合金预涂镀钢板的生产方法及连续退火炉,铝合金预涂镀钢板的生产工艺包括连续退火及热浸镀工序;其中连续退火工序包括加热、保温、冷却及珠光体区保温过程;连续退火炉设有加热段、保温段、冷却段及珠光体区等温段。本发明通过在连续退火工序中设置珠光体区保温过程,使进入铝硅锅时的基板横向温度均匀,镀层更薄更均匀;另外所生产的铝合金预涂镀钢板内部不存在贝氏体和马氏体等影响,从而保证了热冲压的效果。
一种用于预涂覆钢板的热冲压成形方法.pdf
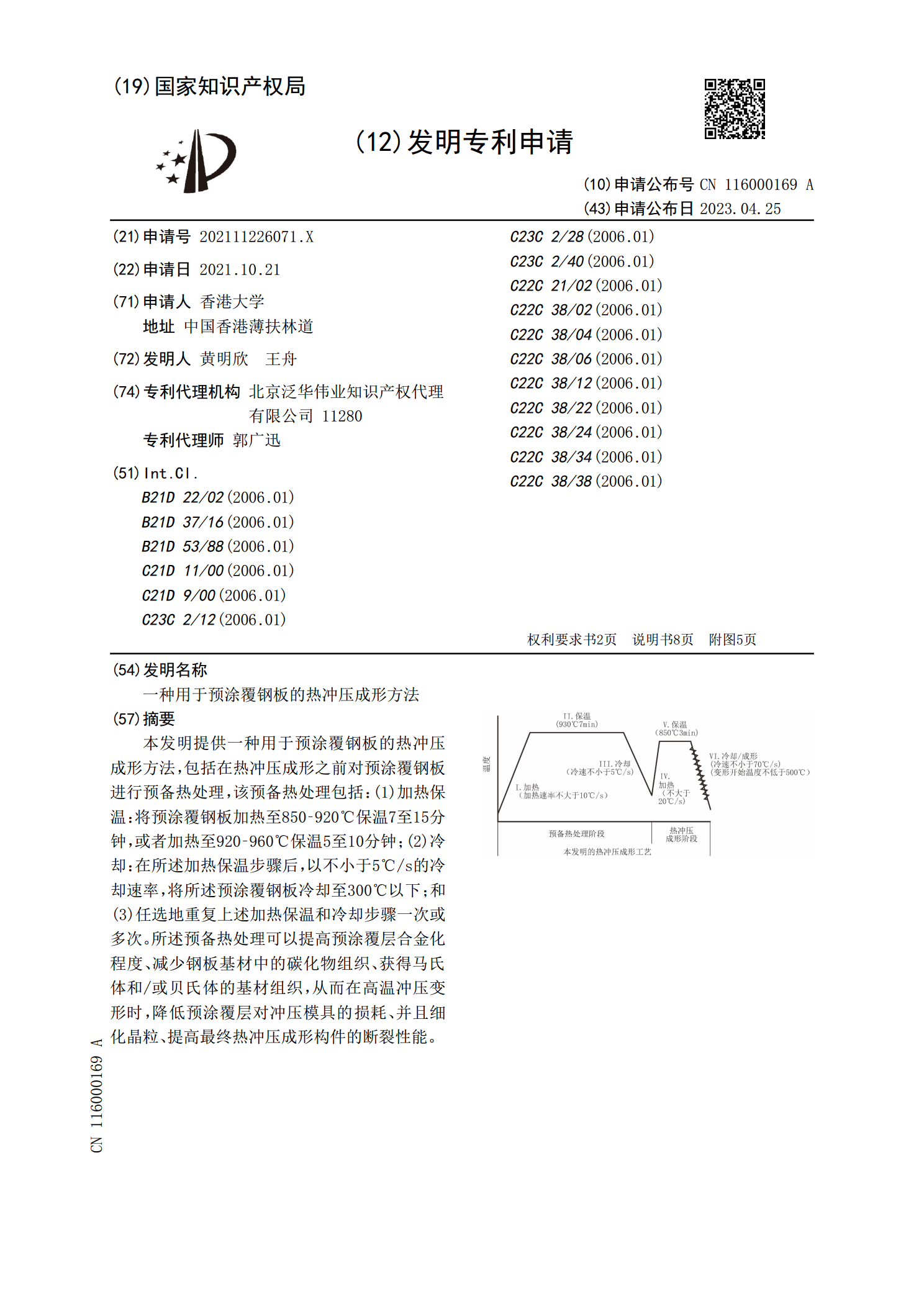
本发明提供一种用于预涂覆钢板的热冲压成形方法,包括在热冲压成形之前对预涂覆钢板进行预备热处理,该预备热处理包括:(1)加热保温:将预涂覆钢板加热至850‑920℃保温7至15分钟,或者加热至920‑960℃保温5至10分钟;(2)冷却:在所述加热保温步骤后,以不小于5℃/s的冷却速率,将所述预涂覆钢板冷却至300℃以下;和(3)任选地重复上述加热保温和冷却步骤一次或多次。所述预备热处理可以提高预涂覆层合金化程度、减少钢板基材中的碳化物组织、获得马氏体和/或贝氏体的基材组织,从而在高温冲压变形时,降低预涂覆
钢板间接热冲压变速成形方法.pdf
钢板间接热冲压变速成形方法,它涉及板料冲压热成形技术领域;它的成形步骤为:下料;室温状态下冷成形;将预成形件奥氏体化,设置加热温度为900℃~950℃,加热时间为3~5分钟;将预成形件从加热炉中取出后,快速转移至模具上,根据模具的定位点正确放置;模具闭合整形过程中设置合理的速度曲线,完成预成形件的整形及淬火过程,并保压6~12秒后打开模具;自模具中取出零件,待自然冷却。本发明针对上模下行及整形保压阶段,对上模的下行速度进行分阶段设置,使材料拥有更优的综合性能及后续工艺处理性能,以及几乎无回弹的优良外形尺寸
热冲压成形用钢材、热冲压成形工艺及热冲压成形构件.pdf
本申请提供一种热冲压成形用钢材、热冲压成形工艺及热冲压成形构件。热冲压成形用钢材以重量百分比计包括C:0.2?0.4%,Si:0?0.8%,Al:0?1.0%,B:0?0.005%,Mn:0.5?3.0%,Mo:0?1%,Cr:0?2%,Ni:0?5%,V:0?0.4%,Nb:0?0.2%,Ti:≤0.01%,以及冶炼时不可避免的P、S、N等杂质元素,并且其中当B≤0.0005%时,满足29*Mo+16*Mn+14*Cr+5.3*Ni≥30%;当0.0005%<B≤0.005%时,含有0.4?1.0%的A
抗拉强度1500MPa级热冲压成形用薄钢板及其CSP生产方法.pdf
本发明公开了一种抗拉强度1500MPa级热冲压成形用薄钢板及其CSP生产方法,所述钢板化学成分的重量百分数为:C:0.20~0.25%,Si:0.25~0.40%,Mn:1.00~1.30%,P≤0.025%,S≤0.01%,Als:0.015~0.035%,N≤0.005%,B≤0.005%,Nb:0.020~0.060%,Ti:0.010~0.040%,其余为铁和不可避免的微量元素。本发明的工艺路线包括:钢水冶炼、立弯式CSP薄板坯连铸、除鳞、辊底式隧道炉均热、TMCP六机架热连轧、层流冷却、卷取、开