
一种1.5mm钢化玻璃的加工方法.pdf

灵波****ng

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种1.5mm钢化玻璃的加工方法.pdf
本发明涉及钢化玻璃技术领域,特别是一种1.5mm钢化玻璃的加工方法,具体步骤如下:将1.5mm的玻璃原片从上片台通过陶瓷辊进入加热炉进行加热,加热时间为2‑3min,加热炉温度为650‑700℃;加热过的玻璃通过陶瓷辊进入高温炉体段后利用下表面气浮装置吹出的高温热空气将玻璃吹起悬浮;高速通过冷却后的高压空气段一次钢化风栅;一次钢化风栅出来的玻璃进入二次钢化风栅钢化;二次钢化风栅中出来的玻璃进入续冷风栅冷却;续冷风栅中出来的玻璃进入下片台进行检测,包装入库。本发明生产1.5mm的钢化玻璃,具有更为轻薄的特点
一种钢化玻璃加工方法.pdf
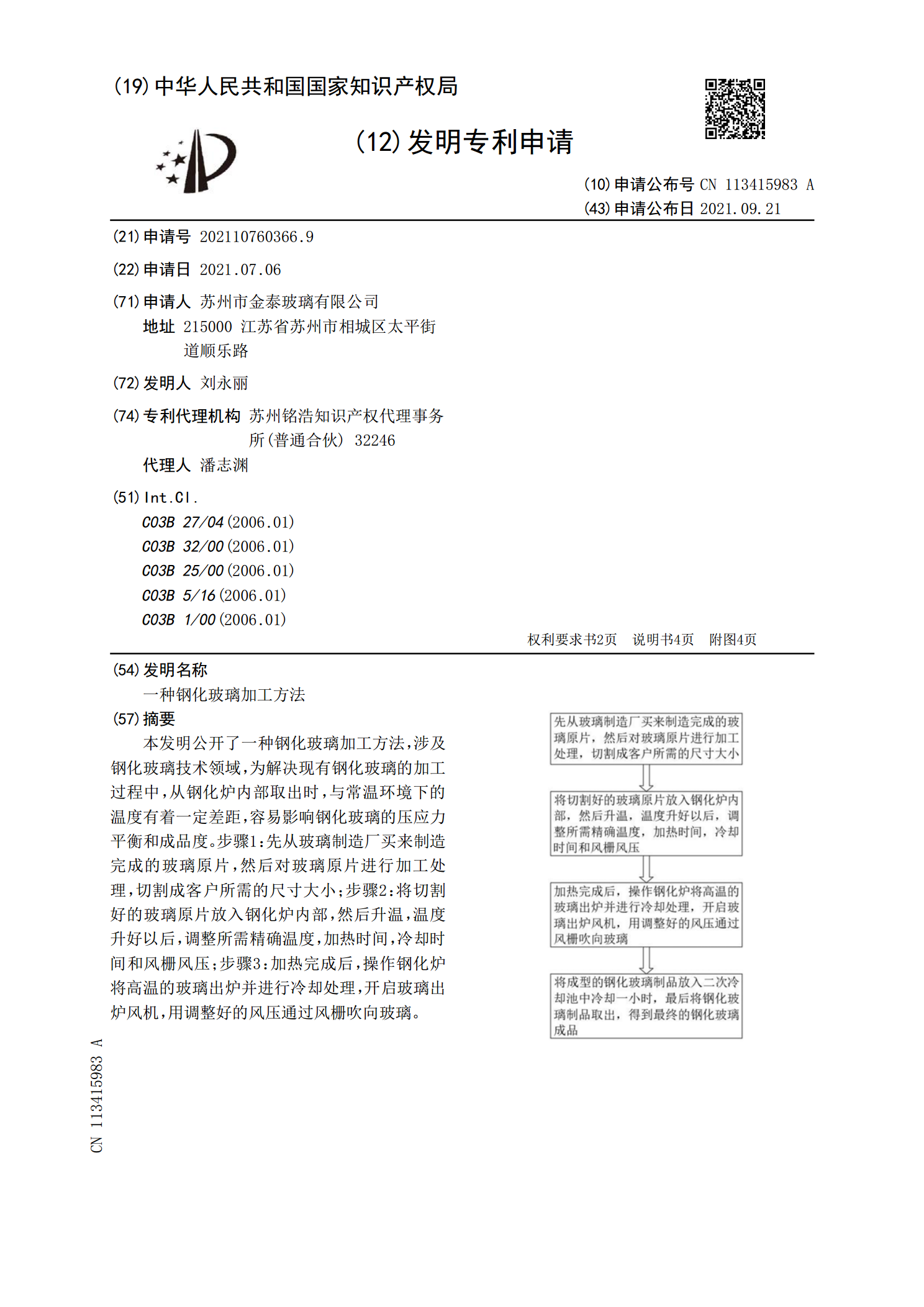
本发明公开了一种钢化玻璃加工方法,涉及钢化玻璃技术领域,为解决现有钢化玻璃的加工过程中,从钢化炉内部取出时,与常温环境下的温度有着一定差距,容易影响钢化玻璃的压应力平衡和成品度。步骤1:先从玻璃制造厂买来制造完成的玻璃原片,然后对玻璃原片进行加工处理,切割成客户所需的尺寸大小;步骤2:将切割好的玻璃原片放入钢化炉内部,然后升温,温度升好以后,调整所需精确温度,加热时间,冷却时间和风栅风压;步骤3:加热完成后,操作钢化炉将高温的玻璃出炉并进行冷却处理,开启玻璃出炉风机,用调整好的风压通过风栅吹向玻璃。
一种化学钢化玻璃的加工方法.pdf
本发明公开了一种化学钢化玻璃的加工方法,该方法是在强化炉中加入固体硝酸钾,在340℃-400℃下密封烧制67-78小时变成硝酸钾液体,加入硅酸,每隔半小时搅拌一次,搅拌持续3-5小时,将化学钢化玻璃浸入硝酸钾溶液中,在370℃-440℃下进行离子交换反应。通过上述方式,本发明提供的一种化学钢化玻璃的加工方法,该方法保持化学钢化玻璃平整性的同时提高其冲击高度。
一种钢化玻璃板的加工方法.pdf
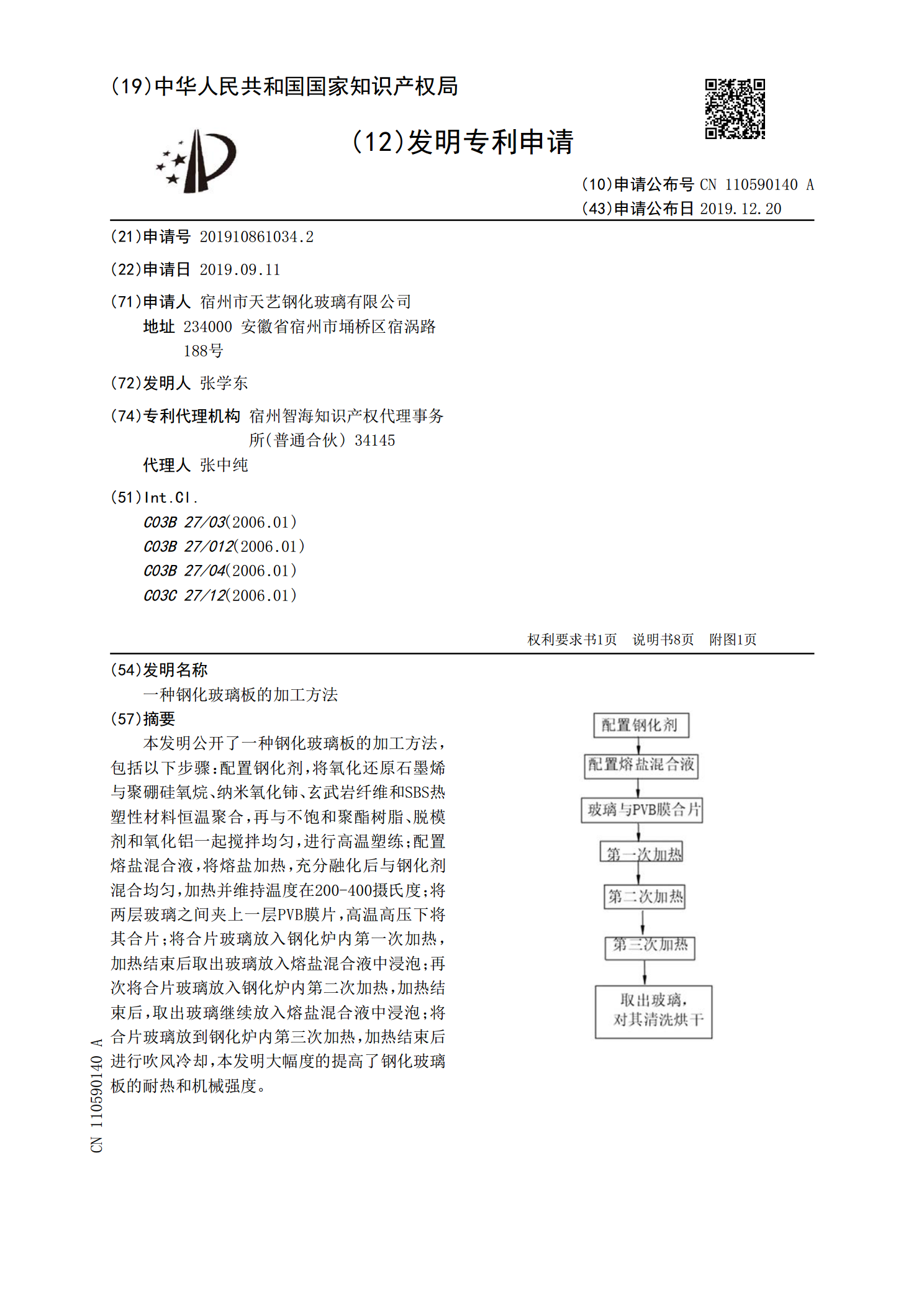
本发明公开了一种钢化玻璃板的加工方法,包括以下步骤:配置钢化剂,将氧化还原石墨烯与聚硼硅氧烷、纳米氧化铈、玄武岩纤维和SBS热塑性材料恒温聚合,再与不饱和聚酯树脂、脱模剂和氧化铝一起搅拌均匀,进行高温塑练;配置熔盐混合液,将熔盐加热,充分融化后与钢化剂混合均匀,加热并维持温度在200‑400摄氏度;将两层玻璃之间夹上一层PVB膜片,高温高压下将其合片;将合片玻璃放入钢化炉内第一次加热,加热结束后取出玻璃放入熔盐混合液中浸泡;再次将合片玻璃放入钢化炉内第二次加热,加热结束后,取出玻璃继续放入熔盐混合液中浸泡

一种钢化玻璃生产原料加工方法.pdf
本发明涉及一种钢化玻璃生产原料加工方法,该钢化玻璃生产原料加工方法采用如下钢化玻璃生产原料加工装置,该钢化玻璃生产原料加工装置包括底座、安装侧板、磁选机构、收料机构、振动机构、驱动机构和抖动机构,底座上端面左右对称设置有安装侧板,安装侧板之间安装有交错布置的磁选机构和收料机构,磁选机构右侧穿过安装侧板设置有振动机构,磁选机构左侧穿过安装侧板设置有驱动机构,底座上端面左前侧设置有抖动机构;本发明能够解决现有技术在使用多个不同磁力的石英砂磁选机对石英砂进行磁选的过程中存在的:石英砂生产企业对多台磁选机进行购买