
一种提高连退炉加热均匀性的控制方法.pdf

是你****松呀

1/8
2/8
3/8
4/8

5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种提高连退炉加热均匀性的控制方法.pdf
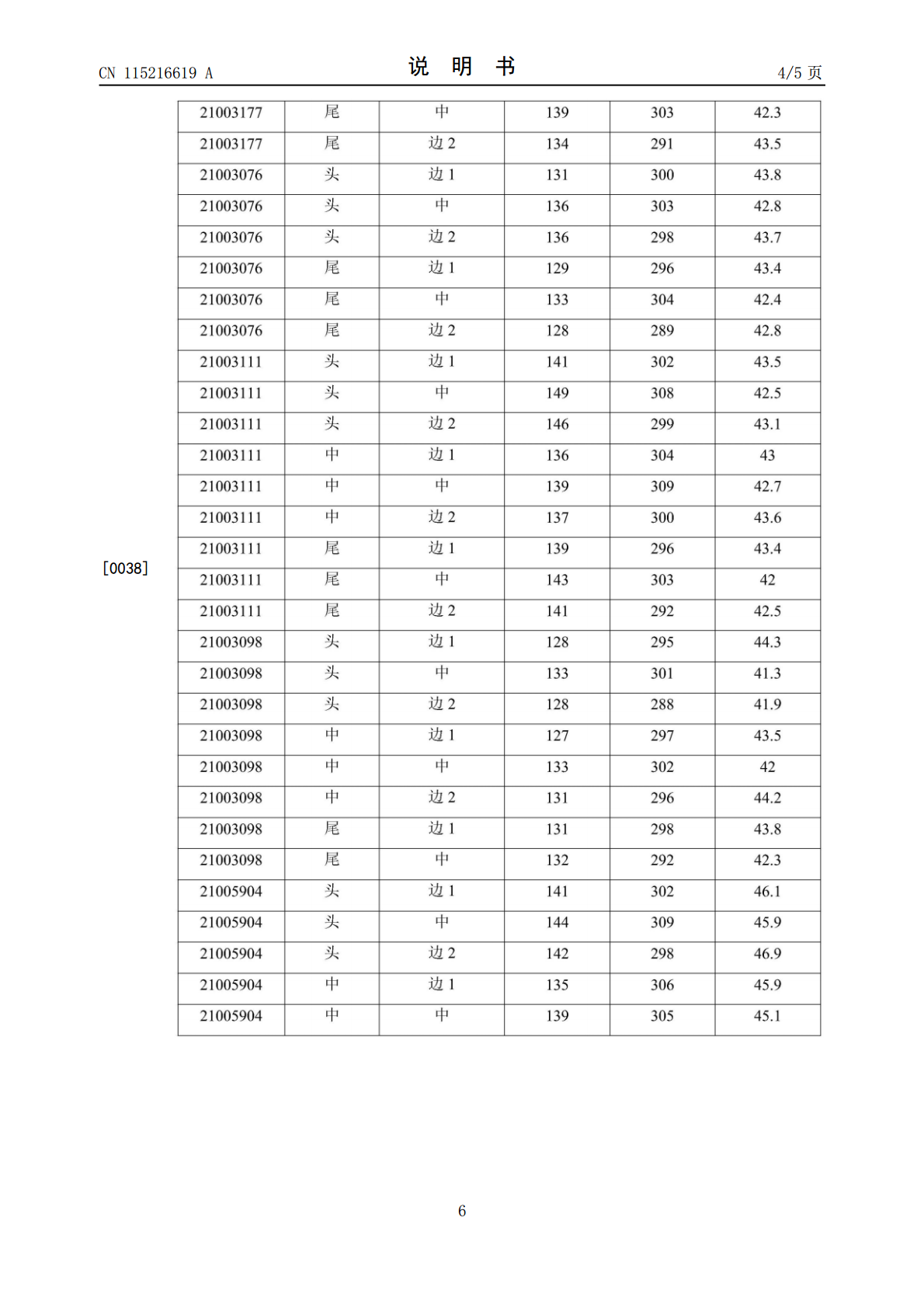
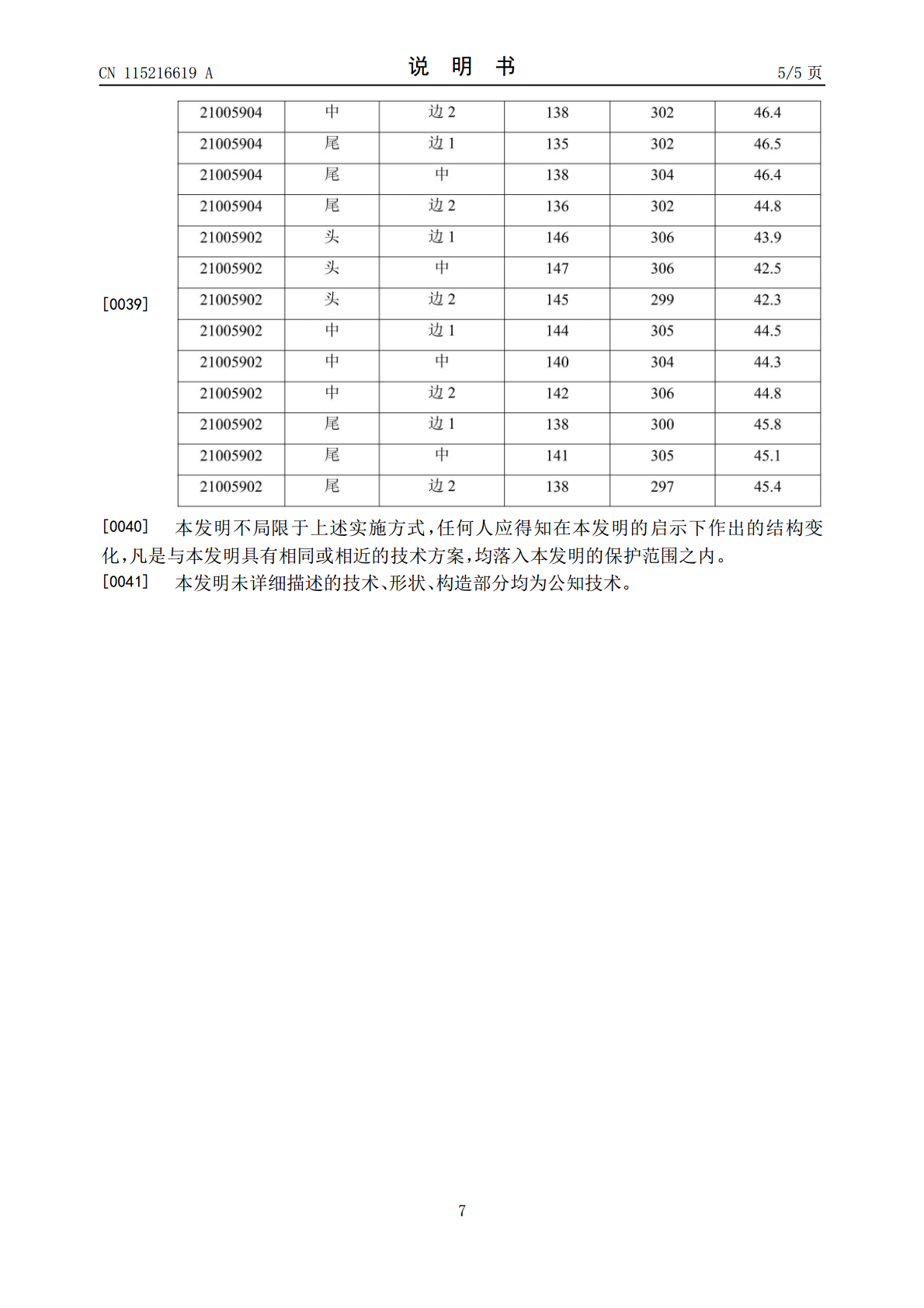
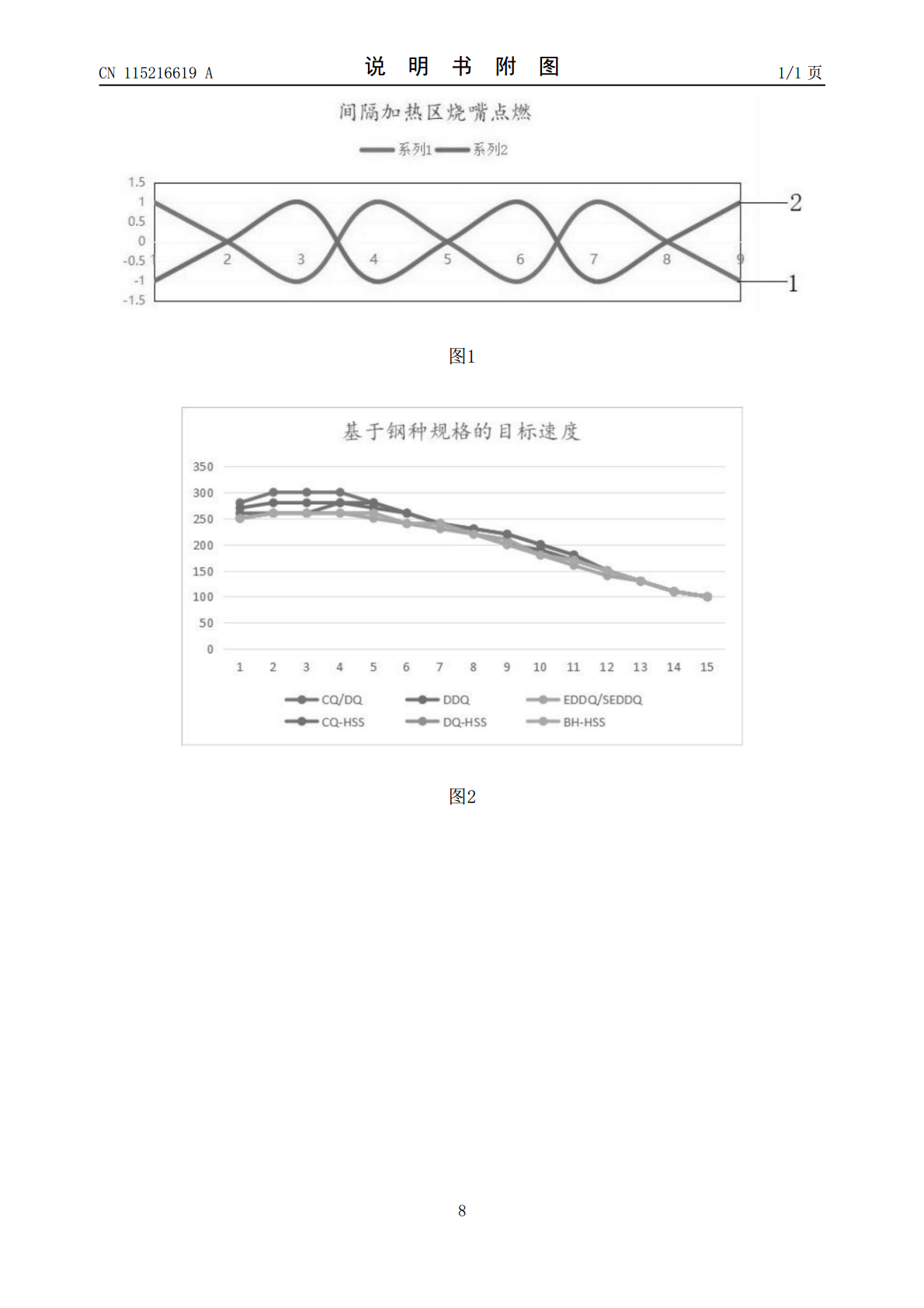
本发明公开了一种提高连退炉加热均匀性的控制方法,包括以下步骤:修改脉冲燃烧模式下加热模型中的烧嘴点燃时序:在烧嘴的不同区域均匀点火,将相邻区烧嘴点燃模式优化为间隔点燃模式;减少烧嘴的最小点火时间:将烧嘴整体循环周期调整为200s,烧嘴on模式下的最小点燃时间调整为60S;色谱仪实时检测煤气热值参与闭环控制:根据色谱仪实时检测数值,对煤气阀动态调节,精确控制空燃比,空气过剩系数控制到1.01~1.05,残氧量控制到3%~4%;将各个烧嘴的煤气压差差值控制在10%以内;根据带钢规格变化动态调整运行速度,控制升
一种提高连退HSLA组织均匀性的制造方法.pdf
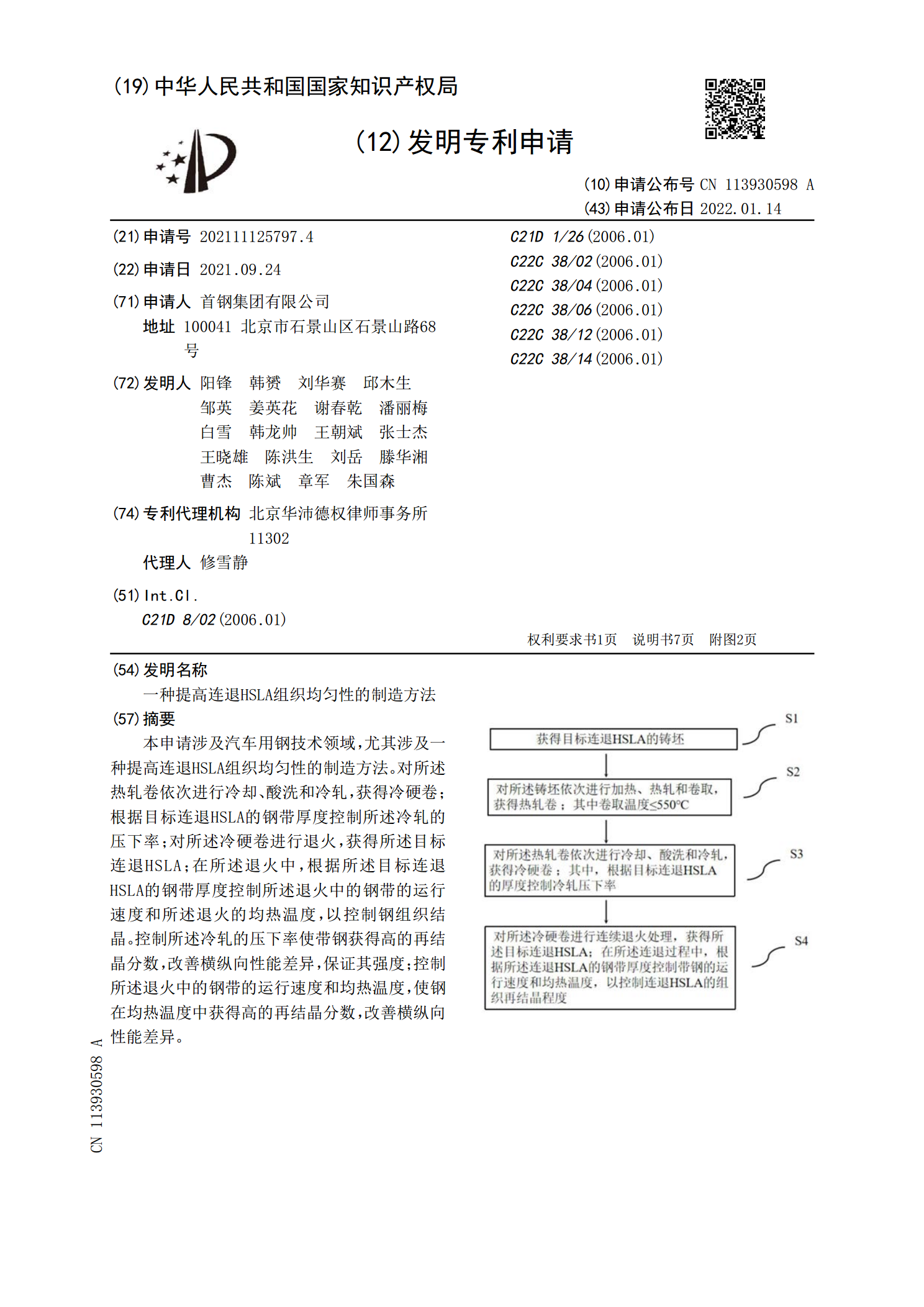
本申请涉及汽车用钢技术领域,尤其涉及一种提高连退HSLA组织均匀性的制造方法。对所述热轧卷依次进行冷却、酸洗和冷轧,获得冷硬卷;根据目标连退HSLA的钢带厚度控制所述冷轧的压下率;对所述冷硬卷进行退火,获得所述目标连退HSLA;在所述退火中,根据所述目标连退HSLA的钢带厚度控制所述退火中的钢带的运行速度和所述退火的均热温度,以控制钢组织结晶。控制所述冷轧的压下率使带钢获得高的再结晶分数,改善横纵向性能差异,保证其强度;控制所述退火中的钢带的运行速度和均热温度,使钢在均热温度中获得高的再结晶分数,改善横纵

一种提高食物加热均匀性的微波加热方法、系统和微波炉.pdf
本发明特别涉及一种提高食物加热均匀性的微波加热方法、系统和微波炉。方法包括以下步骤:获取初始食物温度;在预设的扫描频率下,分别以多个频率值和多个相位值组合而成的多组组合参数对食物加热第一预设时间,得到加热后的食物温度;根据初始食物温度和加热后的食物温度,获取食物的最优组合参数;采用所述最优组合参数对食物进行加热。本发明可以在采用半导体微波炉进行加热的过程中,提高加热的均匀性和加热效率,更均匀快速地加热食物,从而提高了食物的口感和营养保留,避免局部过熟、局部不熟的情况。

一种加热炉及实现该加热炉加热均匀性的方法.pdf
本发明公开了一种加热炉及实现该加热炉加热均匀的方法,该加热炉的离心风机2的进、出风口均设置在所述炉体1内;多个加热器,于所述炉体1内设置在所述离心风机2的所述出风口的排风路线上;多个第一导流板5,每个所述炉膛进、出风口的外侧均设置一个大于该炉膛进、出风口长度的所述第一导流板5,所述第一导流板5的下端靠近所述炉膛进、出风口的下端设置,所述第一导流板5的上端从上到下逐渐远离所述炉膛进、出风口设置。该加热炉通过优化方法找到经过炉膛内的进出风口的风速基本一致时对应的各个优化设计变量值,且以该优化设计变量值设置各个
一种可提高微波炉加热均匀性的托盘.pdf
本发明涉及微波加热领域,特别是一种可提高微波炉加热均匀性的托盘,其目的在于提供一种结构简单、效果明显的微波加热装置。本发明放置于微波内,在微波炉内匀速旋转,托盘平面分布两种以上的材料板块;所述材料板块包括介质材料板块和非磁性金属材料板块。本发明提供的一种可提高微波炉加热均匀性的托盘,通过在设置两种以上的材料板块,使托盘在微波炉旋转旋转过程中电磁场发生变化,达到提高微波加热均匀性的目的,结构简单,操作容易;在不改变微波炉结构,甚至不更新微波炉主结构的前提下更换托盘即可实现,实现优化微波加热均匀现状,不但节约